
Fターム[4K018CA14]の内容
粉末冶金 (46,959) | 成型 (4,566) | プレス成型 (1,356) | 装置及びその操業方法 (506) | タテ型プレス装置及びその操業方法 (454) | 粉末の充填、フィーダー (82)
Fターム[4K018CA14]に分類される特許
1 - 20 / 82
焼結体の製造方法
【課題】焼結体を低コストで製造する方法を提供する。
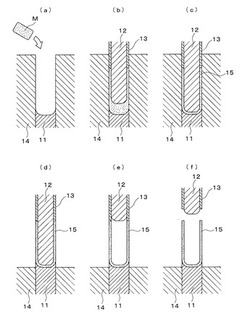
【解決手段】金属粉末に、熱可塑性樹脂とワックスからなるバインダーを40〜60体積%添加して、加熱混練して原料を調整する原料調整工程と、原料を押型に充填する充填工程と、原料をパンチで加圧して成形する加圧成形工程と、加圧成形工程の後に得られた成形体15を抜き出す抜き出し工程と、抜き出された成形体15を加熱してバインダーを除去する脱バインダー工程と、脱バインダーされた成形体15を加熱して粉末どうしを拡散結合させる焼結工程とを備え、加圧成形工程において、成形体15の底部を形成する第1パンチ11と、成形体15端面以外を形成する第2パンチ12と、成形体15の端面を加圧する第3パンチ13とを用い、第1パンチ11を金型14に対して固定し、かつ、第2パンチ12を原料に押し込むように加圧するとともに、第3パンチ13により原料に背圧を加えながら成形する。
(もっと読む)
微小部品およびその製造方法

【課題】厚さが0.5mm以下のような微小な部位を有する金属製微小部品において、結晶粒の成長を抑制し、少なくとも微小な部位を多結晶で構成した微小部品を提供する。
【解決手段】少なくとも厚さが0.5mm以下の部位微小部品製造に当たり、焼結後の結晶粒の粒径を25μm以下とする。原料粉末として最大粒径が25μm以下のものを用い、原料粉末を結晶粒が成長しないよう焼結することで微小部品の結晶粒の粒径を25μm以下とすることができる。
(もっと読む)
ボンド磁石およびその製造方法
【課題】樹脂量を0.5〜1.0質量%と低減させた原料粉末を高圧力の下で成形してもクラックの発生し難い健全な圧粉体を得ることにより、密度の高いボンド磁石を提供する。
【解決手段】磁石粉末を樹脂で結着したボンド磁石であって、中空部を有する筒形状を有し、中空部の軸方向の両端部もしくは一方の端部に樹脂量が1.5〜2.0質量%の第1層P11が設けられているとともに、残部に樹脂量が0.5〜1.0質量%の第2層P12が設けられ、密度が6.4Mg/m3以上である。
(もっと読む)
金属粉末の見掛密度測定方法および測定装置、混合粉末の製造方法および製造装置、ならびに粉末成形体の製造方法および製造装置
【課題】 混合粉末を製造するプロセスや、粉末成形体の製造プロセスを中断することなく、オンライン且つ非接触な方法により、金属粉末の見掛密度を高精度に測定することが可能な見掛密度測定方法を提供する。
【解決手段】金属粉末を容器に収容し、該容器の外部に配置した励磁コイルを用いて前記金属粉末に交流磁束を印加し、前記金属粉末中を透過した交流磁束を前記容器の外部に配置した検出コイルで検出し、検出された交流磁束の振幅と、前記金属粉末の見掛密度と交流磁束の振幅との相関関係について予め作成した検量線とを用いて、前記金属粉末の見掛密度を求める見掛密度測定方法により、混合粉末を製造するプロセスや、粉末成形体の製造プロセスを中断することなく、オンライン且つ非接触な方法により、金属粉末の見掛密度を高精度に測定することを可能とする。
(もっと読む)
鋳包み用焼結部材およびその製造方法、並びに該鋳包み用焼結部材を用いた軽合金複合部材の鋳造方法
【課題】合金元素の添加量の少ない低合金の鉄系焼結部材としつつ、焼結部材自体の強度を高め、かつ軽金属との密着性および接合強度に優れる鋳包み用焼結部材、およびその製造方法を提供する。
【解決手段】軽金属合金に鋳包まれて使用される鋳包み用焼結部材であって、組成が、Cu:3〜5質量%、C:0.2〜1.2質量%、および残部がFeおよび不可避不純物からなり、鉄合金基地中に銅相と気孔が分布する金属組織を呈するとともに、気孔の気孔率は11〜22%であり、銅相は、焼結部材表面の銅相が、焼結部材内部の銅相よりも質量%で2.0倍以上多く分布する焼結合金からなるものとする。
(もっと読む)
粉粒体の供給量制御方法および粉粒体供給装置
【課題】原料フィーダにおいて、精度良く目標供給量の粉粒体を供給することができる粉粒体の供給量制御方法を提供する。
【解決手段】
粉粒体が入れられるホッパ(2)と、スクリュ(6)からなる送出機構(3)と、これらの重量を測定するロードセル(11)とからなる粉粒体供給装置(1)において、以下の線形式を制御モデルとするサンプル値制御を実施する。
粉粒体の供給量の最新のサンプル値=a*粉粒体の供給量の1ステップ前のサンプル値+b*スクリュ(6)の操作量の最新のサンプル値
係数a、bは初期運転において同定し、実運転中に逐次最小二乗法によって補正する。
(もっと読む)
冷却能に優れた内燃機関用バルブシート
【課題】優れた耐摩耗性と高い熱伝導性を有する2層構造の内燃機関用バルブシートを提供する。
【解決手段】フェイス面側層1aが、基地相中に硬質粒子が分散した基地部を有し、該基地部が、質量%で、C:0.2〜2.0%を含み、Co、Mo、Si、Cr、Ni、Mn、W、V、S、Ca、Fのうちから選ばれた1種または2種以上を合計で40%以下を含有する組成と、基地相中に硬質粒子をフェイス面側層1a全量に対する質量%で、5〜40%分散させてなる組織とを有する鉄系焼結合金製とし、着座面側層1bが、質量%で、C:0.2〜2.0%を含み、残部Feおよび不可避的不純物からなる組成を有する鉄系焼結合金製とし、フェイス面側層1aを、バルブシート全量に対する体積%で、10〜45%と、薄肉に形成するとともに、2層境界面を、バルブシート軸とのなす平均角度で、20°〜90°の範囲内の角度を有する形状の面に調整する。
(もっと読む)
放熱板製造方法
【課題】ジグのコストを節減可能で、加工の利便性を向上させられ、金属粉末の均一敷設を達成し、放熱片の移動による金属粉末の移動を効果的に防止することができる放熱板製造方法を提供することである。
【解決手段】放熱板製造方法は、放熱片2を粉充填設備1の下ジグ11に設置し、粉充填設備1の上ジグ12と下ジグ11とを相互に緊密に結合させ、上ジグ12が延伸する間隔部品121を放熱片2に緊密に接合させ、金属粉末3を上ジグ12の入粉口122から、正圧方式により放熱片2上に充填し、放熱片2に震動を与え、金属粉末3を放熱片2上に均一に塗布し、上ジグ12を取り出し、放熱片2上に充填した金属粉末3に対して有機液体4を噴射し、金属粉末3は放熱片2上において定型化し、最後に放熱片2を下ジグ11から取り外し焼結を行うものである。
(もっと読む)
焼結金属軸受の製造方法
【課題】軸方向寸法を高精度に制御することのできる焼結金属軸受の製造方法を提供する。
【解決手段】圧粉成形工程S2において、ダイとコアピン、および下パンチとで区画形成される充填空間に原料粉末を充填した後、充填状態の原料粉末の重量を測定する。判定部にて、測定した重量と、予め設定しておいた狙い重量との差を算出すると共に、重量差が寸法公差に基づき定まる所定の範囲内に収まっているか否かを判定する。重量差が上述の所定範囲から外れていると判定された場合、重量差に応じて下パンチを上昇あるいは下降させることで充填量の調整を行う。充填量の調整を行った後に充填状態の原料粉末の重量を再度測定し、この再測定重量と狙い重量との差が所定の範囲内に収まるまで充填量調整と重量測定とを繰り返す。重量差が所定範囲内に収まっていると判定された場合、充填量を維持した状態で上パンチによる加圧成形を行い、成形体を成形する。
(もっと読む)
粉末成形方法
【課題】粉末成形における成形体の重量ばらつきを抑えて焼結部品に代表される製品の信頼性向上と生産の歩留まり向上を図ることを課題としている。
【解決手段】ダイ1のキャビティ4に充填した原料粉Pを上下のパンチ3,2で圧縮成形する粉末成形において、原料粉Pを供給する給粉ボックス11の温度を管理してキャビティ4に充填する原料粉Pを所定の温度に保温し、この状態で粉末の連続成形を実施するようにした。
(もっと読む)
粉末充填配向装置およびそれを用いたプレス成形装置、ならびに粉末充填配向方法およびそれを用いた焼結磁石製造方法
【課題】 低コストで所望の配向が可能になり高い磁気特性が得られる、粉末充填配向装置およびそれを用いたプレス成形装置、ならびに粉末充填配向方法およびそれを用いた焼結磁石製造方法を提供する。
【解決手段】 プレス成形装置10は粉末充填配向装置14を含む。粉末充填配向装置14は、粉末mが収容される給粉箱32を含む。給粉箱32内に棒状部材50を設け、給粉箱32の開口90に線状部材92を設ける。給粉箱32を金型18のキャビティ28上へ移動し、給粉箱32がキャビティ28上に位置したとき給粉箱32内で棒状部材50を水平方向に動作させながら粉末mをキャビティ28に充填する。キャビティ28内の粉末mに磁場発生コイル94によって配向磁場を印加して粉末mを配向する。キャビティ28に充填された粉末mを上パンチ24および下パンチ22によってプレスして成形体を得、その成形体を焼結して焼結磁石を製造する。
(もっと読む)
焼結歯車の製造方法
【課題】リム部及びその外周に設けられた歯部を有する焼結歯車を、パンチ等の製造部品を破損させることなく、簡易に形成する方法を提供する。
【解決手段】ダイで狭持された環状の下パンチ上に原料粉末を配置し、前記下パンチと相対向するようにして、外方に位置する下端部において内方から外方に向けて上方に傾斜してなる第1の傾斜部を有する環状の第1の上パンチ21、及びこの第1の上パンチの外周面に摺動自在に嵌合するとともに、前記下パンチと相対向し、内方に位置する下端部において外方から内方に向けて上方に傾斜してなる第2の傾斜部を有する環状の第2の上パンチ22を含む上パンチ群を設ける。次いで、前記下パンチ及び前記上パンチ群の少なくとも一方に圧力を負荷することによって前記原料粉末を押圧し、前記ダイ内で歯車成形体を成形した後、焼結して焼結歯車。
(もっと読む)
成形体用粉末の供給方法
【課題】粉末により成形体を形成するにあたり、金型に充填される粉末の量のばらつきを低減することができる成形体用粉末の供給方法を提供する。
【解決手段】本発明供給方法は、成形体の原料となる粉末Pをホッパ10からホース12を通してシュートボックス11に供給するための方法である。ホース12に複数のノズル13a,13b,13c,13d,13eを固定させ、圧縮空気を貯留するボンベ部14から各ノズルを介してホース12内に圧縮空気を送入しながら、シュートボックス11に粉末Pを供給する。圧縮空気を送入することで、ホース12におけるシュートボックス11との接続箇所の近傍での粉末の詰まりなどを低減して、シュートボックス11に所定量の粉末Pを供給することができる。
(もっと読む)
粉末金属の型充填
本発明は、型空洞を有する型と、1以上の下側ツール部材と、1以上の上側ツール部材と、を備えたツールセットを用いて金属粉末成形体を製造する方法であって、前記1以上の下側ツール部材を前記型空洞内に挿入するステップと、前記型空洞に金属粉末を充填する第1の充填ステップと、前記1以上の上側ツール部材を下げて、前記金属粉末が充填された充填部分と、未だ前記金属粉末で充填されていない空の部分と、を有する前圧縮室を形成するステップ、前記1以上の上側ツール部材を通って前記前圧縮室内に延設された1以上の粉末供給台を通じて前記空の部分に金属粉末を充填する第2の充填ステップと、前記金属粉末を圧縮軸に沿って圧縮して、金属粉末成形体を形成する圧縮ステップと、前記型空洞から前記金属粉末成形体を取り出すステップと、を含む方法を提供する。 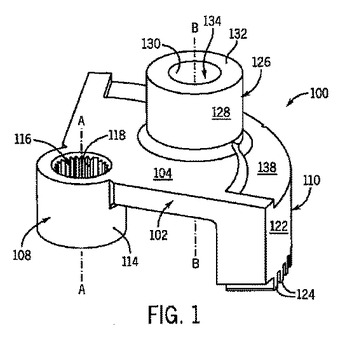 (もっと読む)
(もっと読む)
粉末充填方法および粉末充填装置
【課題】目的材料粉末を製造するために出発材料粉末の処理を所定の雰囲気にて行う際に、粉末と雰囲気ガスとの接触性を良好にして粉末の反応をより均一に行うことができるように、粉末を処理用容器に充填する粉末充填方法と粉末充填装置を提供する。
【解決手段】雰囲気処理される粉末3をボート2に充填する粉末充填方法であって、粉末3の内部の空間を占有する嵩密度調整部材41を、ボート2内に供給された粉末3の内部に存在させた状態で粉末3に振動を与え、振動を停止した後、嵩密度調整部材41を粉末3の内部から除去する。粉末充填装置は、雰囲気処理される粉末3をボート2に充填する粉末充填装置であって、粉末3を収容するボート2と、粉末3の内部の空間を占有する嵩密度調整部材41をボート2の外部と内部との間で移動させるリニアアクチュエータ46と、ボート2に振動を与える振動アクチュエータ52とを備える。
(もっと読む)
粉末フィーダ
【課題】フィーダボックスの前進時に生じる粉末密度の偏りを抑制するとともに、フィーダボックス内での粉末の流動状態やフィーダボックスの動きに抵抗を生じさせず、円滑な粉末供給を可能とする。
【解決手段】フィーダボックス11と、フィーダボックス11の内部空間を進退方向に並ぶ複数の隔室17に仕切る仕切板20とを備える粉末フィーダである。仕切板20を揺動軸14を支点として揺動可能に支持し、かつ、ストッパ機構30により仕切板20の直立状態から後方への揺動は規制する。フィーダボックス11の前進開始時には、直立機構40によって各仕切板20を直立させ、この後の前進時には、ストッパ機構30により仕切板20の直立状態を保持して前進時の粉末Pの偏りを防ぐ。粉末充填時や後退時には粉末Pの流動状態に応じて仕切板20が自由に揺動して円滑な粉末充填を可能とする。
(もっと読む)
粉末フィーダ
【課題】フィーダボックスの前進時に生じる粉末密度の偏りを抑制するとともに、フィーダボックス内での粉末の流動状態やフィーダボックスの動きに抵抗を生じさせず、円滑な粉末供給を可能とする。
【解決手段】フィーダボックス11と、フィーダボックス11の内部空間を進退方向に並ぶ複数の隔室17に仕切る仕切板20とを備える粉末フィーダである。仕切板20を上端部の揺動軸14を支点として揺動可能に支持し、かつ、ストッパ機構30により仕切板20の直立状態から後方への揺動は規制する。直立状態を保持して前進時の粉末Pの偏りを防ぎ、粉末充填時や後退時には粉末Pの流動状態に応じて仕切板20が自由に揺動して、粉末Pの流動やフィーダボックス11の動きの抵抗とならないようにして、円滑な粉末充填を可能とする。
(もっと読む)
R−T−B系焼結磁石の製造方法
【課題】 接着剤を使わず、異なる組成の材料を焼結することで一体的に接合しようとすると、焼結工程で変形してしまう。そのために所定寸法への加工が必要となり、歩留まりが低下したり、異なる組成の材料間で割れてしまうこともあった。
【解決手段】 重希土類元素RHの濃度が相対的に低い又は含まない第1原料合金粉末、および重希土類元素RHの濃度が相対的に高い第2原料合金粉末を準備する工程と、前記第1原料合金粉末および第2原料合金粉末を、金型によって形成されたキャビティの所定の空間にそれぞれ充填する充填工程と、前記第1原料合金粉末の第1成形体部分および前記第2原料合金粉末の第2成形体部分からなる複合成形体を得る工程と、前記複合成形体を焼結することにより、前記第1成形体部分と前記第2成形体部分とが結合した焼結磁石を形成する工程と、を含むR−T−B系焼結磁石の製造方法。
(もっと読む)
成形金型装置およびそれを用いた雌ねじ部付き軸孔を有する成形体の成形方法
【課題】雌ねじ部付き軸孔を有した成形金型装置と方法を実現する。
【解決手段】ダイキャビティに原料粉末を充填し、上・下パンチにより原料粉末を圧縮成形する雌ねじ部付き軸孔を有した成形金型装置であり、コアロッド20の外周に形成されたねじ部20aと、コアロッドをねじ送り可能な状態で回動する回転駆動手段(22,24)と、上パンチ側のうちコアロッドと摺接する上パンチを分割した上内パンチ42及び上外パンチ40と、上内パンチの内周面に形成されてねじ部20aに対し嵌合する雌ねじ部42aと、上内パンチを支持した状態で回動する回転駆動手段(44,45)と、下パンチ側のうちコアロッドと摺接する下パンチを分割した下内パンチ34及び下外パンチ32と、下内パンチの内周面に形成されてねじ部20aに対し摺動自在に嵌合する雌ねじ部34aと、下内パンチを支持した状態で回動する回転駆動手段(35,36)とを備えている。
(もっと読む)
配向圧粉磁心
【課題】
本発明は、磁束密度が高く、鉄損の少ない圧粉磁心の圧粉成形体を安価に提供することを目的とする。
【解決手段】
鉄又は鉄を主成分とする合金の粉末であって、粉末の表面に絶縁層を形成したものを圧縮して成形した圧粉磁心において、圧粉磁心の磁路方向と垂直に粉体を圧縮し、圧縮方向と磁路方向とを含む断面の第1のアスペクト比の平均値が、圧縮方向に垂直な断面の第2のアスペクト比の平均値より大きいことを特徴とする。
(もっと読む)
1 - 20 / 82
[ Back to top ]