
Fターム[4K024BC03]の内容
電気メッキ方法、物品 (25,708) | 被メッキ物の形状 (1,573) | 線 (124)
Fターム[4K024BC03]に分類される特許
61 - 80 / 124
電解メッキ方法、電解メッキ装置、透明導電膜及びその製造方法
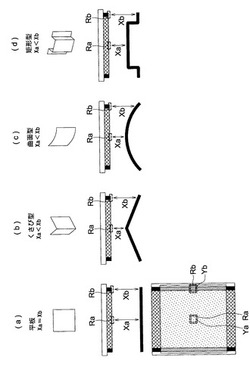
【課題】支持体上に少なくとも一種の金属により形成された導電層を有する透明導電膜の金属部にメッキを行う電解メッキ方法において、メッキムラのない電解メッキ方法であり、また、その電解メッキ方法を用いた電解メッキ装置、透明導電膜及びその製造方法を提供する。
【解決手段】支持体上に少なくとも一種の金属により形成された導電層を有する透明導電膜の金属部にメッキを行う電解メッキ方法であって、任意の二カ所の金属部a、bにおいて、単位面積当たりのそれぞれの表面抵抗値Ra、Rbの関係がRa>Rbであるとき、陽極と前記金属部a、bとのそれぞれの距離Xa、Xbの関係がXa<Xbであることを特徴とする電解メッキ方法。
(もっと読む)
配線用導体およびその製造方法

【課題】コネクタとの嵌合など大きな外部応力がかかる環境下においても、導体周囲のSnめっき膜表面やはんだからウィスカが発生するおそれが少なく、また、高温・高湿環境下においても接触抵抗が増大することのないPbフリーの配線用導体およびその製造方法を提供するものである。
【解決手段】本発明の配線用導体は、少なくとも表面の一部にPbフリーのSn系材料部31と心材33となる金属材料からなる複合材であり、心材33とSn系材料部31との間に所定厚さのSn−P中間層32を設け、その後、リフローを行い、そのSn−P中間層32をSn系材料部31中に拡散させてSn−P中間層32を消失させると共に、Sn系材料部31の表面にSn酸化物とP酸化物からなる複合膜(又はSn酸化物とリン酸塩化合物からなる複合膜)35を形成したものである。
(もっと読む)
ネジ部材およびその製造方法
【課題】ネジ部材の基材表面に摩擦係数が小さく摺動特性に優れるカーボンナノ材料を含有する被覆層を形成した高性能、高品質のネジ部材を提供する。
【解決手段】ネジ、ナット、ボルト、ワッシャを含むネジ部材において、前記ネジ部材をカーボンナノ材料1と亜鉛成分2を含む電解浴中にて負電極として電解し、前記ネジ部材の基材Sの表面にカーボンナノ材料1と亜鉛成分2を含有する被覆層を析出させ、低摩擦性の複合被覆層3を形成したことを特徴とする。
(もっと読む)
フレキシブルフラットケーブル端子部
【課題】Snめっきが施された複数本の平角Cu導体上に、Niめっき層、Auめっき層を施したFFC端子部をコネクタ嵌合して使用した場合に、Cuによるマイグレーションの発生がなく、また繰返しの挿抜特性(接触抵抗の増加が少ない)に優れると共にクラックが生じ難く、腐食環境下での耐食性(接触抵抗の著しい増加がない)に優れたFFC端子部を提供することにある。
【解決手段】厚さ0.2μm以上1.5μm未満の錫めっきが施された複数本の平角Cu導体が、必要な間隔で接着剤付絶縁テープによってラミネートされて平行に配置され、かつその端部には導体露出部が形成され、前記導体露出部の錫めっき平角Cu導体には、厚さ0.3〜5.0μmのニッケルめっき層、ついで厚さ0.03〜1.00μmの金めっき層が施されコネクタと嵌合して使用されるFFC端子部とすることによって、解決される。
(もっと読む)
放電加工のための電極ワイヤ
【課題】破砕γ相真鍮表面層を備えると同時に、切断ステップ中に高い機械か効率を保持し、仕上げステップ中により良好な放電加工特性をもたらし、具体的には0.4より下の波形パラメータWtによって特徴付けられるより滑らかな機械加工表面を可能にする、新規な放電加工ワイヤ構造を設計する
【解決手段】本発明に従った電極ワイヤは、ブロック(2a)に破砕される構造を有するγ相真鍮コーティング(2)で被覆される真鍮コア(1)を含み、コアはブロック間に露出される。ブロック(2a)は、狭い分配を備える厚さ(E2)を有し、50%よりも大きい被覆率に従ったコア(1)の被覆率をもたらす。これはコーティングの規則的な形成をもたらし、それは機械加工部分の仕上げ状態を向上する。
(もっと読む)
クリップ、及び、その製造方法
【課題】立体的な形状でもデザインパターンの制約を受けないで装飾効果を有しかつ、耐食性(耐久性)を有するクリップを提供する。
【解決手段】基材に金属めっきを多層形成すると共に、その表面めっき層以外のめっき層にレーザー加工を施したクリップA。具体的には、下地金属めっきを形成した後、レーザー加工工程で下地めっきの表面に微細凹凸を有する装飾パターンを形成し、その後下地めっき表面を活性化し、後工程のめっきを行うことにより、耐食性を有しかつ装飾効果の高いクリップ。
(もっと読む)
カテーテルチューブ製造用芯材およびその製造方法
【課題】低荷重で伸び、樹脂にくっつきにくく、真直性も容易に出せ、キズがつきにくく、製造が容易で、安価な、線状の芯材の外周に樹脂の被覆層を形成した後、芯材を引き抜いてカテーテルチューブを製造するのに好適なカテーテルチューブ製造用芯材を得る。
【解決手段】炭素含有量0.03重量%未満の軟鉄を母材とし、表面に厚み1〜5μmのZnメッキ層を形成し、Znメッキ層の内側に、Fe中にZnが拡散した拡散層を形成した芯材とする。そのため、例えば、0.02C電磁軟鉄の線材を不活性ガス中、700℃以上で軟化焼鈍し(a)、伸線して線径0.4〜2mmの線材とし(b)、表面にZn電解メッキを施して厚み1〜5μmのZnメッキ層を形成する(c)。そして、不活性ガス中、420〜600℃で拡散焼鈍する。
(もっと読む)
ゴム物品補強用ブラスめっき鋼線とその製造方法
【課題】初期接着性能、接着耐久性能の良いゴム物品補強用ブラスめっき鋼線とその製造方法を提供する。
【解決手段】本発明のゴム物品補強用ブラスめっき鋼線は、ブラスめっき層11が20nm以下の粒径の結晶粒により形成された非結晶質性部11aを有し、ブラスめっき層11の組成が、銅55〜66重量%、亜鉛34〜45重量%であることを特徴とする。ブラスめっき層11は、表面側の非結晶質性部11aと内側の結晶質性部11bとが積層された積層構造部分13を備え、積層構造部分13の非結晶質性部11aの表面がブラスめっき層11の表面全体に占める面積割合は20%以上であり、積層構造部分13の非結晶質性部11aが積層構造部分全体に対して占める体積割合は20%以上80%以下である。
(もっと読む)
炭酸ガス溶接用ソリッドワイヤ
【課題】ステンレス鋼を除く母材ワイヤの表面に、導電性を確保するため厚さ1μm以上のCuメッキ層を有する炭酸ガス溶接用ソリッドワイヤを提供する。
【解決手段】C:0.3〜0.6wt%、Si:1.0〜2.0wt%、Mn:0.60wt%以下、Ni:0.60wt%以下、Cr:7.5〜9.5wt%、Mo:0.4wt%以下、その他Feおよび不可避的不純物からなる母材ワイヤ2の表面に、厚みが0.3〜1.4μmのNiメッキ層4を介して、厚みが1.0μm以上のCuメッキ層6を被覆してなる、炭酸ガス溶接用ソリッドワイヤ1。
(もっと読む)
ニッケルメッキステンレス鋼線
【課題】工具との潤滑性が良く、加工性に優れたニッケルメッキステンレス鋼線を提供することである。
【解決手段】ステンレス鋼線の素材へニッケルメッキした後の伸線加工によりメッキ層の表面に形成される凹部(A部)に、潤滑剤を保持する作用のある無機塩を溜め込んだものとすることにより、ニッケルメッキ層の凹部以外の表面のほぼ平坦な部分(B部)に無機塩がほとんど付着していなくても、凹部に溜め込まれた無機塩の潤滑剤保持作用で後工程での伸線やコイリングの際の工具との潤滑性が良くなり、加工性が向上するようにしたのである。
(もっと読む)
スパークプラグ用の貴金属合金チップ及びその製造方法
【解決課題】 スパークプラグの電極に取り付けられる貴金属チップであって、従来よりも耐久性、特に耐酸化消耗性に優れるものを提供することを課題とする。
【解決手段】 本発明は、スパークプラグの中心電極先端部に固定される貴金属チップにおいて、イリジウム又はイリジウム合金からなる芯材と、前記芯材の少なくとも側面を被覆し、第1の金属からなる被覆層と、からなり、前記被覆層は、芯材側の境界にイリジウムを含む拡散層を有することを特徴とする貴金属チップである。このとき、被覆層は、第1の金属の酸化物を含んでいても良い。また、被覆層上に第2の金属からなる保護層を更に備えていても良い。
(もっと読む)
ばね用ステンレス鋼線
【課題】コイリング特性に優れたばね用ステンレス鋼線を提供する。
【解決手段】引張強さ1500〜3000N/mm2 の高強度ステンレス鋼線を用いた芯材と、該芯材の表面を覆うニッケルメッキ層とからなるニッケル被覆鋼線であって、前記ニッケルメッキ層は、内メッキ層,外メッキ層の複数層からなる層状メッキ組織からなり、前記内メッキ層は、前記外メッキ層と前記芯材との間に介在して両者を結合し、前記芯材の径方向にのびる柱状組織をなし、前記前記外メッキ層は、伸線による冷間加工に伴う細径化により微小片に破壊され、前記外メッキ層は、該破壊された前記微小片により内メッキ層を覆うことを特徴とする。
(もっと読む)
めっき方法及び装置
【課題】電子部品のリード曲折や打痕が発生しない整列電解めっきでありながら、めっき未着や電極交換の工程を削減可能なめっき方法を提供する。
【解決手段】整列板19に整列されたヘッダー10の絶縁リード16およびアースリード18と実質的に直交する方向に平行に、かつ相反する方向に平行移動するワイヤー状電極1と接触補助線2を配設し、ワイヤー状電極1と絶縁リード16およびアースリード18が非接触状態を経て接触状態となることにより、接触が一点に集中することがなくなりめっき未着が発生せず、非接触状態の際に剥離電流を給電してワイヤー状電極1におけるめっき組成分の析出を防止する。
(もっと読む)
電気複合めっき線材、電気複合めっき線材の製造方法及び製造装置
【課題】線材の長さ方向における電気伝導性に優れた電気複合めっき線材、電気複合めっき線材の製造方法及び電気複合めっき線材の製造装置を提供すること。
【解決手段】長軸と短軸の長さ比が10以上の微粒子をその長軸方向が電気複合めっき線材長さ方向に沿うように含有している電気複合めっき被膜を線材表面に形成して成る電気複合めっき線材。該線材は、有底容器12と筒状陽極14を備えるめっき液槽10、複合めっき液流れ制御手段20及び線材走行制御手段30を具備し、複合めっき液流れ制御手段20が筒状陽極14内で複合めっき液4を一方向に流し、線材走行制御手段30が筒状陽極14内で複合めっき液4の流れと同一又は逆方向に線材2を走行させる装置を用いることによって製造する電気複合めっき線材製造方法および該製造装置。
(もっと読む)
金属線材メッキ用不溶性陽極及びそれを用いた金属線材メッキ方法
【課題】 複数本の金属線材に同時に電気メッキを施し、しかも、それらの金属線材におけるメッキ付着量を、長期にわたって安定に均一化できる金属線材メッキ用不溶性陽極を提供する。
【解決手段】 複数の線材パスラインを両側から挟んで対向するように、複数枚の不溶性電極板20を並列配置する。複数枚の不溶性電極板20をパスライン方向の複数箇所で貫通ボルト40により締め付けて固定する。貫通ボルト40による締め付け部分において、不溶性電極板20の各間に導電性スペーサー30を介在させると共に、全ての不溶性電極板20及び導電性スペーサー30に接触するように導電性部材50を設ける。
(もっと読む)
金属線材メッキ用不溶性陽極および線材の製造方法
【課題】複数本の金属線材におけるメッキ付着量を、長期間安定して均一化することができ、メッキ設備の簡略化や通線作業の便宜にも寄与でき、更にはメッキ反応に伴って発生するガスの放出性にも優れた金属線材メッキ用不溶性陽極およびこれを用いた線材の製造方法を提供する。
【解決手段】メッキ液中を並列して走行する複数本の金属線材60に同時に電気メッキを施す電気メッキ装置用の不溶性陽極である。各金属線材60の線材パスラインを両側から挟んで対向するように並列配置された複数枚の不溶性電極板20と、その各間に介在して各間に等間隔の隙間を形成する複数枚の導電性接触子30と、複数枚の不溶性電極板20と導電性接触子30とを線材パスライン方向の複数箇所で並列方向に締め付けて固定する複数本の貫通ボルト40とを具備する。
(もっと読む)
フラットケーブルの電気メッキ方法及びフラットケーブルの製造方法
【課題】長尺のフラットケーブルの導体露出部に露出する複数本の導体が確実にメッキ電源に接続され、メッキ洩れ導体が生じないフラットケーブルの電気メッキ方法とフラットケーブルの製造方法を提供する。
【解決手段】複数本の導体を平面上に配列して、導体の配列面の両面を絶縁樹脂で被覆した長尺のフラットケーブル1の長手方向に、所定の間隔で複数の導体露出部3を設け、この導体露出部3の導体4に電気メッキ施す方法である。長尺のフラットケーブル1の少なくとも1個所の導体露出部3で、露出する複数本の導体4を導電部材10で接続一体化して電気的に接続し、フラットケーブルをメッキ液に浸す。また、導体露出部3の露出する導体4は、導電部材10で接続一体化した部分を切断除去する切断代dを有する。
(もっと読む)
めっき密着性に優れるCu−Ni−Si系合金条
【課題】めっき密着性に優れたCu−Ni−Si系合金を提供することである。
【解決手段】1.0〜4.5質量%のNiおよび0.2〜1.0質量%のSiを含有する銅合金に10〜100質量ppmのAlを添加し、表面のAl濃度を0.01〜0.5質量%に調整することにより、めっき密着性に優れたCu−Ni−Si系合金が得られる。このCu−Ni−Si系合金は、Mg、Zn、Sn、P、Ag、Mn、CoおよびCrのなかの一種以上を、合計で0.005〜3.0質量%以下含有することができる。
(もっと読む)
合金の製造方法およびフラットケーブルの製造方法
【課題】 最適な合金層を形成することによりウィスカの発生を防止することができる合金の製造方法およびフラットケーブルの製造方法を提供する。
【解決手段】 錫メッキ銅線条体10を高周波電圧が印加され磁界が生じたコイル12の上方を通過させることにより、錫メッキ銅線条体10に誘導電流を発生させて発熱させるので、急峻な立ち上がりで錫メッキ銅線条体10を加熱することができ、合金層11を形成することができる。また、温度の調整は、高周波電圧の制御のみならず、錫メッキ銅線条体10の送り速度の調整、非接触なのでコイル12と錫メッキ銅線条体10との距離の調整等により行うことができる。このとき、錫メッキ銅線条体10を錫の融点より若干低い温度に加熱するので、合金層11を形成するとともに錫だまりの発生を抑えて、ウィスカの発生を抑えることができる。
(もっと読む)
金属ワイヤの製造方法及びソーワイヤ
【課題】 金属ワイヤの伸線加工性を向上させ、表面性状の良好な金属ワイヤを得ることができる金属ワイヤの製造方法及びソーワイヤを提供する。
【解決手段】 金属ワイヤ10を製造する場合には、まずCu及びZnを含むと共にシアンを含まない非シアンめっき浴によって、金属素線11の表面上にブラスめっき内層12aを形成し、引き続き非シアンめっき浴によって、ブラスめっき内層12a上にブラスめっき外層12bを形成する。このとき、ブラスめっき外層12bのCu含有比をブラスめっき内層12aのCu含有比よりも高くする。続いて、ブラスめっき層12を419℃±30℃の温度で加熱する。そして、ブラスめっき層12に対して電解による化成皮膜処理を施すことにより、ブラスめっき層12の表面に燐酸鉄皮膜13を形成した後、伸線加工を施す。
(もっと読む)
61 - 80 / 124
[ Back to top ]