
Fターム[4K027AC87]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 被膜凝固後に行う処理 (923) | その他の物理的なもの (178) | 圧延、延伸、矯正 (121)
Fターム[4K027AC87]に分類される特許
61 - 80 / 121
極めて優れた伸びフランジ性を有する高強度鋼板及びその製造方法と鋳造スラブ
【課題】本発明は、自動車、建材、家電製品などに適する極めて優れた伸びフランジ性を有する高強度鋼板の提供を目的とする。
【解決手段】本発明は、質量%で、C、Si、Mn、P、S、Al、N、Oを規定量含有し、残部が鉄および不可避的不純物からなる組成を有し、鋼板組織が主としてフェライトとベイナイトからなり、鋼板中に含まれる5μm超の非金属介在物の個数密度が15個/mm2以下であり、引張最大強さが540MPa以上であることを特徴とする。
(もっと読む)
表面が梨肌模様の溶融アルミニウムめっき鋼板の製造方法
【課題】溶融アルミニウムめっき鋼板表面の全面にわたって、めっきむらが無く、プレス後にスパングルの浮き出しが発生しない優れた外観を得ることができる溶融アルミニウムめっき鋼板の製造方法を提供する。
【解決手段】Si:3〜15質量%を含み残部はAlと不可避的不純物からなる溶融アルミニウムめっきを施した鋼板表面のスパングル径を0.1mm〜10mmに調整した後、スキンパス圧延機のNo.1スタンドのロール粗度Ra1:0.1μm〜0.5μmとしてスキンパス圧延した後に、No.2スタンドのロール粗度Ra2:1.5μm〜4.0μmとしてスキンパス圧延を行うことを特徴とする、表面が梨肌模様の溶融アルミニウムめっき鋼板の製造方法。
(もっと読む)
脱脂性に優れる溶融亜鉛系めっき鋼板の製造方法

【課題】脱脂性に優れる溶融亜鉛系めっき鋼板の製造方法を提供すること。
【解決手段】溶融亜鉛系めっき鋼板を調質圧延する、調質圧延工程と、調質圧延工程において調質圧延された鋼板のめっき表面に、Caおよび/またはMgを15ppm以上含有し、かつ、炭酸水素イオンを60ppm以上含有する水溶液を接触させる、接触工程と、接触工程の後、鋼板を乾燥させる、乾燥工程と、を備えることを特徴とする溶融亜鉛系めっき鋼板の製造方法とする。
(もっと読む)
脱脂性に優れる溶融亜鉛系めっき鋼板の製造方法
【課題】脱脂性に優れる溶融亜鉛系めっき鋼板の製造方法を提供すること。
【解決手段】溶融亜鉛系めっき鋼板を調質圧延する、調質圧延工程と、調質圧延工程において調質圧延された鋼板のめっき表面に、ピロリン酸根を0.1mmol/L以上50mmol/L以下含有する水溶液を接触させる、接触工程と、接触工程の後、鋼板を乾燥させる、乾燥工程と、を備えることを特徴とする溶融亜鉛系めっき鋼板の製造方法とする。
(もっと読む)
Alめっき鋼線およびその製造方法
【課題】ワイヤーハーネスの素線に適した細径の線材であって、高強度、低抵抗を具備し、かつリサイクル性にも優れた線材を提供する。
【解決手段】直径(円相当径)が0.1〜0.5mmである鋼芯線の表面に、Fe−Al系合金層を介して、溶融Alめっき層を有するAlめっき鋼線であって、長手方向に垂直な断面において、(1)溶融Alめっき層中には、断片状Fe−Al系合金相が分散しており、溶融Alめっき層中に占める断片状Fe−Al系合金相の合計面積率が40%以下であり、(2)断面全体に占める溶融Alめっき層(その中に分散している断片状Fe−Al系合金相を含む)の面積率が30%以上である、Alめっき鋼線。
(もっと読む)
連続メッキラインの板幅変化量監視方法
【課題】本発明は、入側と出側の板幅を測定して得た縮み量に基づいて炉内張力及びテンションレベラにおける伸び率を制御して鋼板の板幅を一定化することを目的とする。
【解決手段】本発明による連続メッキラインの板幅変化量監視方法は、入側板幅計(20)からの入側板幅(20a)と出側板幅計(11)からの出側板幅(12a)を減算処理して得た縮み量(30)をラインコントローラ(13)に入力し、この縮み量(30)に基づいて炉内張力及びテンションレベラ(9)の伸び率条件の変更を行って板幅制御を行う方法である。
(もっと読む)
溶融亜鉛めっき鋼板の製造設備
【課題】鋼板表面の外観を損なわず必要な酸化膜を安定して形成する、実用化に容易な溶融亜鉛めっき鋼板の製造設備を提案する。
【解決手段】溶融亜鉛メッキ装置と、調質圧延機と、酸性溶液接触装置と、洗浄装置が連設され、前記酸性溶液接触装置と前記洗浄装置は間隔を設けて配置される。さらに、前記酸性溶液接触装置から前記洗浄装置までの間には絶対湿度を制御する手段が設けられている。例えば、前記ライン上に、鋼板の上下面および両側面を覆い、かつ、鋼板が貫通可能なカバーと、前記カバー内に、水蒸気又は乾燥空気を吹き込む吹き込み手段と、温度と相対湿度、又は露点を測定する測定手段を設けることで、溶融亜鉛めっき鋼板表面に酸化膜を確実に形成させることができる。
(もっと読む)
2相スチール、2相スチールで作られたフラット製品およびフラット製品の製造方法
【課題】少なくとも950MPaの強度および優れた変形性を有するスチールおよび該スチールから製造されるフラット製品を開発することにある。
【解決手段】本発明は、少なくとも950MPaの強度および優れた変形性を有する2相スチール、該2相スチールから製造されるフラット製品および該フラット製品の製造方法を提供する。本発明の2相スチールは、20−70%のマルテンサイトと、8%までの残留オーステナイトと、残りのフェライトおよび/またはベイナイトとからなり、下記組成、すなわち
C:0.050−0.105%、Si:0.20−0.60%、Mn:2.10−2.80%、Cr:0.20−0.80%、Ti:0.02−0.10%、B:<0.0020%、Mo:<0.25%、Al:<0.10%、Cu:0.20%まで、Ni:0.10%まで、Ca:0.005%まで、P:0.2%まで、S:0.01%まで、N:0.012%まで、残り:鉄および不可避の不純物を有する(%は、重量%)。
(もっと読む)
冷延鋼板およびめっき鋼板の製造方法
【課題】表面疵がなく表面性状が良好であって、優れた焼付硬化性および耐常温時効性を有し、引張強度が340MPa以上の複合組織を有する冷延鋼板およびめっき鋼板とその製造方法を提供する。
【解決手段】C:0.0025%以上0.10%未満、Si:0.5%以下、Mn:0.5%以上3.0%以下、P:0.05%以下、S:0.01%以下、sol.Al:0.15%以下、N:0.008%未満、Cr:0.02%以上1.15%未満、残部Feおよび不純物からなる鋼組成を有する鋼片を下記式(1)を満足する加熱速度で1000℃以上に加熱し、熱間圧延し、冷間圧延し、焼鈍することを特徴とする、主相がフェライト相であるとともに第二相がマルテンサイト相を含む低温変態生成相である組織を備える。 HR(℃/min)≦20.0−17.5×Cr(質量%) ・・・・・(1)ここで、式中のHRは鋼片の300〜1000℃までの平均加熱速度を、Crは鋼中でのCr含有量を質量%にて表したものである。
(もっと読む)
めっき密着性に優れた合金化溶融亜鉛めっき鋼板とその製造方法
自動車の内板または外板として使用される合金化溶融亜鉛めっき鋼板とその製造方法が提供される。この鋼板は、鋼板の少なくとも一面に合金化溶融亜鉛めっき層を有し、前記合金化溶融亜鉛めっき層の合金化度は5〜9%であり、合金相としてはエータ相とゼータ相からなる。この鋼板の製造方法は、鋼板を溶融亜鉛めっきして470〜530℃の温度で合金化処理し、合金化溶融亜鉛めっき層の合金化度は5〜9%であり、合金相としてはエータ相とゼータ相を有するようにするステップと、を含んでなる。本発明によると、溶融亜鉛めっき鋼板(GI)と合金化溶融亜鉛めっき鋼板(GA)の長所を全て有するハイブリッド型めっき鋼板が提供され、溶接性と耐パウダリング性、ボンド接着性の諸般特性が改善される。 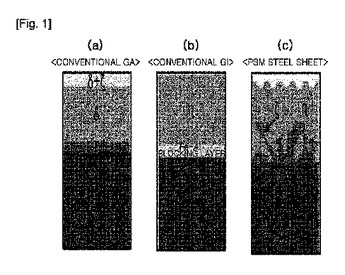 (もっと読む)
(もっと読む)
加工性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】TS≧980MPaの高い引張強度を有し、しかも加工性および溶接性に優れる高強度溶融亜鉛めっき鋼板を提供する。
【解決手段】C:0.05%以上0.12%未満、Si:0.01%以上0.35%未満、Mn:2.0〜3.5%、P:0.001〜0.020%、S:0.0001〜0.0030%、Al:0.005〜0.1%、N:0.0001〜0.0060%、Cr:0.5%超2.0%以下、Mo:0.01〜0.50%、Ti:0.010〜0.080%、Nb:0.010〜0.080%およびB:0.0001〜0.0030%を含有し、残部はFeおよび不可避不純物の組成とし、かつ体積分率が20〜70%で、かつ平均結晶粒径が5μm以下のフェライト相を含有する組織とし、さらに鋼板表面に付着量(片面当たり):20〜150 g/m2の溶融亜鉛めっき層を被覆する。
(もっと読む)
表面検査装置
【課題】被検査面の微小な表面欠陥を地合ノイズの影響を受けずに安定して検査することのできる表面検査装置を提供する。
【解決手段】光源2から鋼板1の表面に照射された照明光の反射光を受光して鋼板表面の画像信号を得る撮像装置3の空間分解能を0.2mm以下にするとともに、照射位置での鋼板1の法線方向1aを基準として撮像装置3を光源2と同じ側に配置し、かつ光源2から鋼板表面への照明光の入射角度αを60°〜80°の間の角度に設定するとともに、撮像装置3の受光角度β1を20°〜αの間の角度に設定した。
(もっと読む)
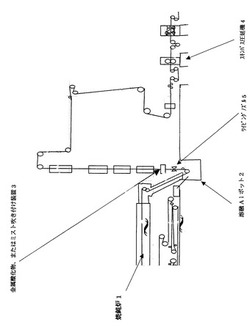
被覆鋼帯のフレキシブルロール圧延のための方法
本発明は、板金部材を製造するための方法であって、熱延又は冷延鋼帯が溶融浸漬めっき又は電解めっきされ、めっきされた熱延又は冷延鋼帯はフレキシブルロール圧延処理され、フレキシブルロール圧延処理中、異なるロール圧力によって、鋼帯が肉厚の異なる板金となるようにフレキシブルロール圧延され、めっき時に、前記フレキシブルロール圧延後の板金肉厚に対応して、また、前記フレキシブルロール圧延時のロール圧力に対応して、異なる厚さのめっき層が形成され、その際、ロール圧力に応じ、ロール圧力の高まりが予測されると、めっき層厚さを厚く形成する処理、又は前記めっき層に対して、前フレキシブルロール圧延の前又は後に所望の放射率又は熱吸収率を付与するための機械的又は化学的表面処理、あるいはその両方の処理が施される。 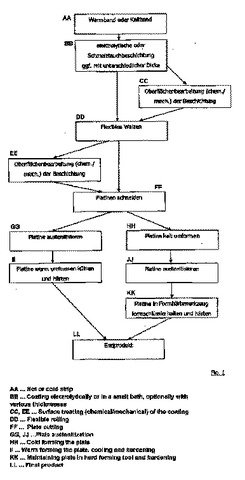 (もっと読む)
(もっと読む)
溶融亜鉛メッキ鋼板および合金化溶融亜鉛メッキ鋼板の製造方法
【課題】 本発明は、メッキ皮膜の密着性および均一性に優れたGI、およびさらに合金化ムラが生じず耐パウダリング性に優れたGAの製造方法を提供することを目的とする。
【解決手段】 本発明の要旨とするところは、Ni付着量0.1g/m2以上0.8g/m2以下としたNiプレメッキを施した鋼板に溶融亜鉛メッキするに際し、溶融亜鉛メッキ浴のAl濃度を0.12〜0.2%とし、溶融亜鉛メッキ浴温を融点以上450℃未満とすることを特徴とする溶融亜鉛メッキ鋼板の製造方法である。浴への侵入板温は400℃以上450℃未満とすることが望ましましく、加えてメッキ浴温より低温とすことが更に望ましい。また本発明は、前記の方法で製造した溶融亜鉛メッキ鋼板を加熱合金化処理することを特徴とする合金化溶融亜鉛メッキ鋼板の製造方法である。
(もっと読む)
合金化溶融亜鉛めっき鋼板
【課題】優れたプレス成形性を有する合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】Fe-Zn合金めっき相を少なくとも鋼板の片面に有し、さらに、前記Fe-Zn合金めっき相の表面には、金属状態を主体とするSnを必須成分とする粒子と、Znを必須成分とする酸化物を共存させること、さらにSnの付着量が0.05g/m2以上であり、Znを必須成分とする酸化物の平均膜厚が10nm以上であることにより、過酷な条件でのプレス成形時にも優れた摺動性を示す。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】絞り成形性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】鋼板表層組織の改善により、深絞り成形時の縦壁部での破断を抑制する。具体的には、平均結晶粒径10μm以下のフェライト相と体積分率30〜90%のマルテンサイト相を含み、板厚表層硬度の板厚中心硬度に対する比が0.6〜1であり、めっき層と鋼板の界面から鋼板側内部へ進展している亀裂および凹部の最大深さが0〜20μmであり、亀裂と凹部以外の平滑部面積率が60%〜100%である組織とする。このような組織を有する鋼板を得るためには、例えば、溶融亜鉛めっき処理では、600℃以上の昇温過程から焼鈍温度を経て450℃までの冷却過程までの範囲内における熱処理炉内雰囲気を水素濃度2〜20%かつ露点-60〜-10℃とし、760〜860℃の焼鈍温度で10〜500秒保持した後、1〜30℃/秒の平均冷却速度で冷却する。
(もっと読む)
局部延性に優れた高ヤング率高強度冷延鋼板及びその製造方法
【課題】局部延性に優れた高ヤング率高強度冷延鋼板及びその製造方法を提供する。
【解決手段】高強度冷延鋼板を、質量%で、C:0.05〜0.25%、Si:1.00%以下、Mn:0.5〜3.5%、P:0.150%以下、S:0.0150%以下、Al:0.200%以下、N:0.0100%以下、Nb:0.005〜0.1%を含有し、残部が鉄及び不可避的不純物からなり、金属組織が、面積率で、10〜70%の未再結晶フェライト及び1〜30%の硬質第2相からなるものとし、その高強度冷延鋼板の製造方法として、鋼片を熱間圧延し、酸洗後、60%超の圧下率で冷間圧延を施した後、(Ac1[℃]−100℃)からAc1[℃]までの昇温速度を10℃/s以上、Ac1[℃]〜{Ac1[℃]+2/3×(Ac3[℃]−Ac1[℃])}の温度範囲内での滞留時間を10〜200sとして焼鈍する方法を採用する。
(もっと読む)
表面外観に優れる塗装鋼板の製造方法
【課題】溶融めっきとその後の通常の塗装焼付け処理が施された塗装鋼板に更に樹脂被覆等の熱処理が加えられても、降伏伸びを0.2%以下に抑え、極軽微な曲げ加工を施してもストレッチャーストレイン等の発生もなく表面外観の低下がない塗装鋼板を安価に提供する。
【解決手段】C:0.01〜0.10質量%,Si:0.3質量%以下,Mn:1.0質量%以下,P:0.05質量%以下,S:0.02質量%以下,Al:0.04質量%以下,N:0.004質量%以下及びB:0.0002〜0.0020質量%を含み、残部がFe及び不可避的不純物からなるスラブに、熱延巻取り温度を550〜750℃とする熱間圧延を行い、次いで酸洗及び冷間圧延後、焼鈍温度を650〜850℃とする溶融めっき処理を施した後、スキンパス圧延とテンションレベラーによる合計伸び率が1.5〜4%の軽圧下を施し、塗装焼付け処理後、再度0.3%以下のテンションレベラー加工を施す。
(もっと読む)
防食システムによりコーティングされるフラット鋼生成物の製造方法
本発明は、高い腐食抵抗性を経済的に製造することができる方法、並びに、容易に実行可能な、防食システムを備えている鋼板生成物に関する。本発明の方法は、以下の工程:
保護ガス雰囲気下で鋼基板をストリップ温度まで予熱する工程;
鋼基板をストリップ入口温度まで冷却する工程;
亜鉛浴中で鋼基板をどぶ漬けコーティングして、金属防食コーティング(その中間層は0.5重量%以下のAl含有量を有する)を前記鋼基板上に形成する工程;
過剰コーティング材料をストリッピングすることによって、溶融浴中で鋼基板に付与される金属防食コーティングの厚さを、各々の面で3〜20μmの値まで調節する工程;
金属防食コーティングを備えている鋼基板を冷却する工程;そして
鋼基板の金属防食コーティングへ有機コーティングを付与する工程;
を含む。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板
【課題】高強度合金化溶融亜鉛めっき鋼板などの成形荷重が高く型かじりが生じやすい材料においても優れたプレス成形性を有する合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板を提供する。
【解決手段】鋼板に溶融亜鉛めっきを施し、さらに加熱処理により合金化し、調質圧延を施した後、酸性溶液に接触させ、接触終了後1〜30秒放置した後、水洗を行うことにより、亜鉛めっき鋼板表面に10nm以上のZn系酸化物層を形成させる際に、前記酸性溶液中にTiイオンを含有させる。以上により、めっき鋼板表面に、平均厚さが10nm以上であり、かつ、ZnおよびTiを必須成分として含む酸化物層が形成され、課題が解決される。また、前記酸性溶液中には、Tiの硫酸塩、硝酸塩、塩化物、リン酸塩のうち、少なくとも1種類以上をTiイオン濃度として0.1〜50g/lの範囲で含有することが好ましい。
(もっと読む)
61 - 80 / 121
[ Back to top ]