
Fターム[4K027AC87]の内容
溶融金属による被覆 (10,875) | メッキ被膜の形成 (2,216) | 被膜凝固後に行う処理 (923) | その他の物理的なもの (178) | 圧延、延伸、矯正 (121)
Fターム[4K027AC87]に分類される特許
101 - 120 / 121
加工性の良好な合金化溶融亜鉛メッキ高強度鋼板の製造方法

【課題】 DP鋼の冷延鋼板を原板としてNiプレメッキ法による合金化溶融亜鉛メッキ鋼板を製造するに当たり、原板の加工性をあまり損なわずに製造する方法を提供すること。
【解決手段】 質量%で、C:0.05〜0.20%、Mn:1.0〜3.0%、Si:0.3〜1.8%、P:0.05%以下、S:0.03%以下、sol.Al:0.005〜1.0%、N:0.01%以下を含み、残部はFeおよび不可避的不純物から成る鋼片を熱延、酸洗、冷延後、750〜900℃にて焼鈍し、350℃以下まで50℃/秒以上で冷却し、酸洗後、途中の調質圧延をかけることなく、NiまたはNi−Feをプレメッキし、5℃/秒以上で430〜500℃まで加熱後亜鉛メッキ浴中で亜鉛メッキし、460〜550℃で5〜40秒の合金化加熱処理を行い、最終の調質圧延を0.2〜1%の伸び率でかけることにより加工性の良好な合金化溶融亜鉛メッキ高強度鋼板を製造する。
(もっと読む)
耐滑り性に優れた異形溶融めっき線及びその製造方法

【課題】 異形溶融めっき線の表面の凹凸形状を適正形状に制御することで、耐滑り性及び耐食性に優れた異形溶融めっき線及びその製造方法を提供する。
【解決手段】 本発明の異形溶融めっき線は、表面に凹凸が形成された鋼材からなる異形線に溶融めっきが施された異形溶融めっき線であって、前記凹凸の高さhが0.3〜0.8mmであり、この凹凸の傾斜部の前記異形線の軸に対する傾斜角αが100〜140度であることを特徴とする。
(もっと読む)
塗装後鮮映性に優れる溶融亜鉛めっき鋼板
【課題】 自動車車体の外板等に用いられるプレス成形等の加工後においても塗装後鮮映性に優れる溶融亜鉛めっき鋼板を提供する。
【解決手段】 溶融亜鉛めっき後、放電ダル加工ロールを用いて調質圧延した溶融亜鉛めっき鋼板であって、該鋼板は、亜鉛めっき層中には、PbおよびSnが、Pb≦6massppmかつ(2Pb+5Sn)≦20massppmの関係式を満たすよう含有すると共に、表面うねりWcaが0.25〜0.5μmであり、4%の成形歪を付与したときの表面うねりの変動ΔWcaが0.1μm以下であることを特徴とする成形後の塗装後鮮映性に優れる溶融亜鉛めっき鋼板。
(もっと読む)
リン酸塩処理性および塗装後耐食性に優れた熱処理加工用溶融Znめっき鋼板並びにその製造方法
【課題】 リン酸塩処理性および塗装後耐食性の優れた高強度高張力鋼加工部材を得ることのできるホットプレス用溶融Znめっき鋼板、並びにこうした鋼板を製造するための有用な方法を提供する。
【解決手段】 鋼母材のAc1点以上に加熱された後、加工されるホットプレス用溶融Znめっき鋼板であって、上記加熱後の溶融Znめっき層表面に形成される酸化皮膜として、Al濃度の最大値が25原子%であり、且つMgとZnの複合酸化物が、下記(1)式で規定される原子濃度比Aで0.9以下となる割合で存在する。
A=[Mg]/[Zn] …(1)
但し、[Mg]および[Zn]は、夫々酸化物中のMgおよびZnの濃度(原子%)を意味する。
(もっと読む)
溶融めっきされた熱間圧延スチールストリップを制御により減厚させる方法及び当該方法で使用される装置
本発明は熱間圧延されたスチールストリップを溶融めっきするための方法に関し、スチールストリップは酸洗いステーション、すすぎステーション、乾燥ステーション、加熱炉及び次に融解浴を通過する。溶融めっきスチールストリップの最終厚さ及び厚さ許容差が加工ラインの圧延機スタンドにおける制御された減厚によって実現される。ここで、圧延機スタンドの出口に位置した少なくとも1つの厚さゲージが最終厚さが実現されたかをチェックし、これより上方又は下方のずれが圧延機スタンドの調節のために制御信号としてフィードバックされ、それで減厚が対応して増加又は減少する。本発明は前記スチールストリップを製造するための装置にも関する。 (もっと読む)
ストリップのデスケールをするための方法及び装置
本発明は、ストリップにプラズマデスケールを受けさせる少なくとも1つのプラズマデスケール装置(2,3)を通してストリップ(1)を移送方向(R)に案内する、ストリップ(1)の、特に標準鋼から成る熱間圧延ストリップ又はオーステナイト系又はフェライト系ステンレス鋼から成る熱間又は冷間圧延ストリップのデスケールをするための方法及び装置に関して、このようなストリップの製造を改善するために、冷却装置(4,5)の後でストリップ(1)が一定の温度を備えるように、ストリップ(1)が少なくとも1つのプラズマデスケール装置(2,3)内でのプラズマデスケールに続いて冷却装置(4,5)内で調整冷却を受けることを特徴とする。更に、本発明は、方法に関して、プラズマデスケールによる加熱を利用してストリップがプラズマデスケールの後に被覆金属によるコーティングを受けることを特徴とする。 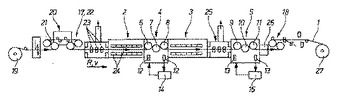 (もっと読む)
(もっと読む)
鋼ストリップをコーティングする方法及び前記コーティングを付与された鋼ストリップ
本発明は、以下の成分(重量%で表示):C:≦1.6%、Mn:6〜30%、Al:≦10%、Ni:≦10%、Cr:≦10%、Si:≦8%、Cu:≦3%、Nb:≦0.6%、Ti:≦0.3%、V:≦0.3%、P:≦0.1%、B:≦0.01%、残余鉄及び不可避の不純物、
を含む鋼ストリップをコーティングする方法に関する。本発明の目的は、現在まで十分にコーティングすることができない鋼ストリップを、優れた腐食抵抗性と優れた溶接性とを示す金属コーティングによってコーティングする方法を展開することである。この目的のために、最終焼鈍前にアルミニウム層を鋼ストリップへ付与し、そして、その後、前記アルミニウム層へ金属層を付与する。本発明の方法により形成される鋼ストリップ又は鋼板も開示する。
(もっと読む)
溶融亜鉛メッキ法を用いる放電加工機用亜鉛コーティング電極線の製造方法
溶融亜鉛メッキ法を用いる放電加工機用亜鉛コーティング電極線の製造方法を開示する。この方法は、線材1をダイを通して引抜する過程で、先端部が尖っているテーパー状に成形処理する素材表面成形段階10と、前記素材表面成形段階を経た素材を、溶融亜鉛溶解槽2内で亜鉛メッキする下メッキ段階20と、前記下メッキ段階を経た素材の表面に付着された亜鉛が固まる前、サイジングダイを通過させて成形する本メッキ段階30と、前記本メッキ段階を経た素材を、前記素材より小さい直径を有するを通過させて、亜鉛を素材の周囲に均一な厚さで平坦に再成形する表面成形段階40と、前記表面成形段階を経った素材を加熱する均質化熱処理段階50と、前記均質化熱処理段階を経った素材を引抜ダイアモンド製造ダイ5を通過させ引抜する引抜段階50とを含んでなる。  (もっと読む)
(もっと読む)
耐パウダリング性に優れた高張力合金化溶融亜鉛めっき鋼板
【課題】 高張力合金化溶融亜鉛めっき鋼板における耐パウダリング性を向上させること。
【解決手段】 耐パウダリングに優れた高張力合金化溶融亜鉛めっき鋼板は、めっき層の面方向のうちの少なくともいずれか一方向に延びるクラックが、平均間隔15μm以下でめっき層中に多数存在するところに特徴がある。垂直荷重29.4N/mm2で測定しためっき層表面の動摩擦係数は0.130以下であることが好ましい。めっき層表面の中心線平均粗さRa75が0.8μm以下であり、X線回折法を用いて測定されためっき層中のζ相の回折強度Iζとδ1相の回折強度Iδ1との比であるIζ/Iδ1が0.1以下であることはより好ましい実施態様である。
(もっと読む)
ホットプレス用溶融Znめっき鋼板
【課題】 塗装後密着性が良好な高強度高張力鋼加工部材を提供することのできるホットプレス用の溶融Znめっき鋼板を提供すること。
【解決手段】 鋼母材のAc3点以上の温度に加熱された後、加工されるホットプレス用溶融Znめっき鋼板であって、上記加熱時に溶融し得るAl粉末および/またはAl基合金粉末40〜98質量%と、有機樹脂2〜60質量%とからなる皮膜が、上記溶融Znめっき層表面に3〜15μm厚で形成されていることを特徴とするホットプレス用溶融Znめっき鋼板である。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造設備
【課題】プレス成形時の摺動特性に優れた合金化溶融亜鉛めっき鋼板を、工業的規模で安定して製造する設備を提供する。
【解決手段】溶融亜鉛めっき装置と、合金化加熱炉と、冷却装置と、調質圧延機と、酸性溶液接触装置と、酸性溶液濃縮領域と、水洗装置と、乾燥装置を連設したことを特徴とする合金化溶融亜鉛めっき鋼板の製造設備。溶融亜鉛めっき装置と、合金化加熱炉と、冷却装置と、調質圧延機と、酸性溶液接触装置と、酸性溶液濃縮領域と、中和処理装置と、乾燥装置を連設したことを特徴とする合金化溶融亜鉛めっき鋼板の製造設備。
(もっと読む)
溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板
【課題】成形荷重が高くなり型かじりを生じやすい材料においても優れたプレス成形性を有する溶融亜鉛めっき鋼板を安定的に製造する製造方法及び優れたプレス成形性を有する溶融亜鉛めっき鋼板を提供する。
【解決手段】めっき層が主としてη相からなる溶融亜鉛めっき鋼板を、調質圧延前または後に表面活性化処理を施し、次いで、pH緩衝作用を有する酸性処理液に接触させた後、鋼板表面に酸性処理液膜が形成された状態で1〜30秒保持し、水洗、乾燥を行うことによりめっき表面に酸化物層を形成させる溶融亜鉛めっき鋼板の製造方法において、前記酸性処理液中にAlイオンを含有することを特徴とする。さらに、前記酸性処理液中に、Alの硫酸塩、硝酸塩、塩化物のうち、少なくとも1種類以上を、Alイオン濃度として0.1〜50g/lの範囲で含有することが好ましい。また、上記製造方法により生産される合金化溶融亜鉛めっき鋼板。
(もっと読む)
鋼管製造工程における耐食性被膜の被覆方法
【課題】 造管工程と被膜形成工程を連続工程とし、かつピンホールのない耐食性被膜を得ることにより、鋼管の耐食性を向上する。
【解決手段】 造管機2で造管された鋼管を加熱後の冷却途中で、還元性ガスまたは不活性ガス雰囲気下、鋼管の外周面に耐食性被膜を形成させ、次いで耐食性被膜の温度か耐食性被膜の融点の75〜95%に低下した時点で、押圧ロールにより耐食性被膜を圧下し、耐食性被膜のピンホールを加圧密着させると共に、高温拡散させる。
(もっと読む)
加工性に優れた高Al含有鋼板及びその製造方法
【課題】 優れた加工性を有する高Al含有鋼板、及び、これを低コストで量産する製造方法、高Al含有金属箔及びその製造方法並びに高Al含有金属箔を用いたメタル担体を提供する。
【解決手段】 Al含有量が6.5mass%以上10mass%以下の高Al含有鋼板であって、鋼板面に対するα−Fe結晶の{222}面集積度が60%以上95%以下、又は、{200}面集積度が0.01%以上15%以下、の一方又は両方であることを特徴とする高Al含有鋼板及びその製造方法、高Al含有金属箔及びその製造方法、並びに、高Al含有金属箔を用いたメタル担体である。
(もっと読む)
粗面形成ローラ、粗面形成装置及び粗面線材並びに粗面形成方法
【課題】 摩擦係数が高く、生産性が向上し、コストを低くすることができる粗面形成ローラ、粗面形成装置及び粗面線材並びに粗面形成方法を提供する。
【解決手段】 線材Wの表面に粗面を設ける粗面形成ローラ10であって、中心に回転軸22を備えるための回転軸穴11Aを有するローラ本体11と、線材Wが接触し、ローラ本体11の外周面に沿って環状に設けられる少なくとも一条の溝12Aを有する溝部12と、溝12Aの溝面12Bに設けられ、線材Wに粗面を形成する複数の尖鋭な突起部13とを備えることを特徴とする。
(もっと読む)
高張力合金化溶融亜鉛めっき鋼板およびその製造方法
【課題】
プレス時に優れた耐パウダリング性と耐フレーキング性を有する高張力合金化溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】
鋼板表面に合金化溶融亜鉛めっき層を備える合金化溶融亜鉛めっき鋼板であって、前記鋼板が質量%で、C:0.05〜0.25%、Si:0.02〜0.20%、Mn:0.5〜3.0%、S:0.01%以下、P:0.035%以下およびsol Al:0.01〜0.5%を含有し、残部がFeおよび不純物からなる化学組成を有し、かつ前記合金化溶融亜鉛めっき層が質量%で、Fe:10〜15%およびAl:0.20〜0.45%を含有し、残部がZnおよび不純物からなる化学組成を有するとともに、前記鋼板と前記合金化溶融亜鉛めっき層との界面密着強度が20MPa以上であることを特徴とする高張力合金化溶融亜鉛めっき鋼板。
(もっと読む)
冷間圧延多相鋼製品の製造のための鋼組成物
本発明は被覆されていない、電気ガルバナイジングされた又は熱浸漬ガルバナイジングされたTRIP鋼製品の製造のための、冷間圧延工程を含む方法に使用されることを意図される鋼組成物に関し、前記組成物は特定の燐の追加を特徴とする。燐は炭素含有量を十分に減らすことによって良好な溶接性を維持しながら所望の機械的特性(高い伸びと組み合わせた高い引張強度)を達成するために加えられる、本発明はさらに、鋼製品の製造方法、本発明の組成を有する前記鋼製品に関する。 (もっと読む)
高強度合金化溶融亜鉛めっき鋼板
【要 約】
【課 題】 不めっき欠陥の発生を防止することが可能な加工性およびめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板の提供。
【解決手段】 合金化溶融亜鉛めっき層中の亜鉛−鉄合金相のX線回折における、Γ相の回折強度またはζ相の回折強度と、δ相の回析強度との比が、それぞれΓ(2.59Å)/δ(2.13Å)≦0.008 ×〔{鋼中P含有量(wt%)}-0.8〕、ζ(1.26Å)/δ(2.13Å)≦0.03、を満たす。ここで、Γ(2.59Å):結晶格子面間隔d=2.59ÅのΓ相の回折強度、ζ(1.26Å):結晶格子面間隔d=1.26Åのζ相の回折強度、δ(2.13Å):結晶格子面間隔d=2.13Åのδ相の回析強度である。
(もっと読む)
亜鉛めっき鋼板とその製造方法
【課題】 塗装後の鮮映性に優れた溶融亜鉛めっき鋼板を提供する。
【解決手段】 溶融亜鉛めっきを行い、調質圧延後のめっき面が、下記の条件を満足するようにする。
Wca≦0.6μm
M≦60%
ppi≧200
d≧1μm
ここで、
Wca:表面ろ波うねり曲線のカットオフ値を0.8mmとした場合におけるろ波中心線うねり高さ(μm)
M:調質圧延加工を受けていない部分の面積率(%)
ここで、Mは、S0を観察視野の面積、S1をそのうちの調質圧延加工を受けた部分の面積とすると、下記式により求められる値である。
M={(S0−S1)/S0}×100
ppi:粗さ曲線のカットオフ値を0.8mmとした場合における粗さ曲線の平均線方向の長さ25.4mmあたりの、粗さ曲線の中心線からの高さが0.5μm以上の凸部のピーク数
d:ダル目の平均深さ(μm)
(もっと読む)
溶融亜鉛めっき鋼板とその製造方法
【課題】塗装後の鮮映性に優れた溶融亜鉛めっき鋼板を提供する。
【解決手段】調質圧延を施すことで、その表面ろ波うねり曲線のカットオフ値を0.8mm とした場合におけるろ波中心線うねり高さ(Wca) およびろ波中心線うねり間隔(Wc −sm) 、調質圧延加工を受けていない部分の面積率 (M) 、粗さ曲線のカットオフ値を0.8mm とした場合における粗さ曲線の平均線方向の長さ25.4mmあたりの凸部ピーク数(ppi)および中心線粗さ平均間隔(Rsm) がそれぞれ下記の条件を満足している。
Wca ≦ 0.5μm ppi≧200
Wc−sm≦1000μm Rsm≦80μm
M≦60%
ここで、Mは、S0を観察視野の面積、S1をそのうちの調質圧延加工を受けた部分の面積とすると、下記式により求められる値であり、またppi は粗さ曲線の中心線からの高さが0.5 μm 以上のピークの数とする。
M={(S0 −S1) /S0}×100
(もっと読む)
101 - 120 / 121
[ Back to top ]