
Fターム[4K029BD05]の内容
Fターム[4K029BD05]に分類される特許
941 - 960 / 979
Al−Si膜およびその形成方法
【課題】アルミニウム系マトリクス中にシリコン相が微細に分散したAl−Si膜とその形成方法を提供する。
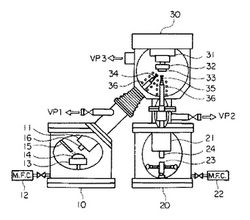
【解決手段】アルミニウムとシリコンを含有するAl−Si膜であって、アルミニウムまたはアルミニウム合金のマトリクスと、前記マトリクス中に分散された、粒径が数〜100nmであるシリコン微粒子とを有し、プラズマの使用または加熱により生成されたシリコン微粒子とアルミニウム微粒子を、超音速フリージェットの気流に乗せて真空チャンバー(成膜チャンバー30)中に噴出して、真空チャンバー中に配置した基板33上に物理蒸着させて形成した膜とする。
(もっと読む)
硬質皮膜被覆部材の製造方法及びその製法による皮膜

【課題】 硬質皮膜の基体との密着性、耐酸化性、耐摩耗性に優れた硬質皮膜の特徴を保持した上で、耐溶着特性に優れ、高潤滑特性が付与された硬質皮膜を被覆した部材を提供することである。
【解決手段】 基体表面にTi、Cr、Alから選択される1種類以上の金属元素と、C、N、Oから選択される1種類以上の非金属元素とからなる硬質皮膜を被覆した部材において、該硬質皮膜はCl、S、P、B、Si、Fから選択される1種類以上の添加元素を含有し、該金属元素と該添加元素とは化学結合を有することを特徴とする硬質皮膜被覆部材と該添加元素をイオン注入法により添加する硬質皮膜被覆部材の製造方法及びその製法により製造される硬質皮膜被覆部材である。
(もっと読む)
表面被覆切削工具
【課題】切削工具の靭性と耐摩耗性とを高度に両立させるとともに特に膜チッピングを抑制した表面被覆切削工具を提供する。
【解決手段】基材と、該基材上に形成された被膜とを備える表面被覆切削工具であって、該被膜は、該基材上の最外層となるものであり、かつ圧縮応力を有しており、該圧縮応力は、上記被膜の厚み方向に強度分布を有するように変化しており、該強度分布は、上記被膜の表面において最小の圧縮応力を有するとともに、上記被膜の表面から、上記被膜の表面と上記被膜の底面との間に位置する中間点まで該圧縮応力が連続的に増加し、該中間点において極大点を有するとともに、該中間点から上記被膜の底面まで圧縮応力が一定の値となる。
(もっと読む)
成膜装置および成膜方法
【課題】 実用的なBN膜を生成する。
【解決手段】 各被処理物36,36,…は、自公転機構28によってプラズマ領域68に順次搬送される。そして、このプラズマ領域68において、坩堝22に収容されたホウ素材と、ガス管58を介して導入される窒素ガスと、を材料とするBN膜が生成される。このとき、各被処理物36,36,…には、バイアス電力として、直流成分Vdcが重畳された高周波電力Ebが供給される。なお、直流成分Vdcが大きく変動すると、BN膜の破壊、ひいては剥離を誘発するが、この成膜装置10においては、電圧制御回路66によって当該直流成分Vdcの変動が抑制される。従って、剥離を生じない、実用的なBN膜を生成することができる。
(もっと読む)
表面被覆切削工具
【課題】 本発明の目的は、切削工具の靭性と耐摩耗性とを高度に両立させるとともに特に膜チッピングを抑制した表面被覆切削工具を提供することにある。
【解決手段】 本発明の表面被覆切削工具は、基材と、該基材上に形成された被膜とを備える表面被覆切削工具であって、該被膜は、該基材上の最外層となるものであり、かつ圧縮応力を有しており、該圧縮応力は、上記被膜の厚み方向に強度分布を有するように変化しており、該強度分布は、上記被膜の表面の圧縮応力が上記被膜の表面から、上記被膜の表面と上記被膜の底面との間に位置する中間点まで連続的に増加し、該中間点において極大点を有するとともに、該中間点から上記被膜の底面まで該圧縮応力が連続的に減少することを特徴としている。
(もっと読む)
イオンビームを用いた炭素系多層薄膜の製造方法
【課題】貫通ピンホールがほとんどなく十分な強度を有し、しかも製造が極めて簡単で品質にも優れた炭素系多層薄膜を提供する。
【解決手段】所定の低運動エネルギを与えた炭素イオンをターゲットに対し一定時間照射し、sp2構造が支配的なグラファイト状薄膜層を生成するグラファイト状薄膜層生成ステップと、所定の高運動エネルギを与えた炭素イオンを前記ターゲットに対し一定時間照射し、sp3構造が支配的なダイヤモンド状薄膜層を生成するダイヤモンド状薄膜層生成ステップとを交互に繰り返し、前記グラファイト状薄膜層とダイヤモンド状薄膜層とが交互に積層してなる多層薄膜を製造するようにした。
(もっと読む)
表面被覆切削工具
【課題】 ドリル、エンドミル、フライス加工用または旋削加工用刃先交換型チップ、メタルソー、歯切工具、リーマ、タップなどに好適に使用される表面被覆切削工具であって、従来よりも耐剥離性、耐摩耗性が向上された表面被覆切削工具を提供する。
【解決手段】 本発明の表面被覆切削工具は、基材上に、Alと、CrおよびVのうちの少なくともいずれかの元素と、窒素、炭素、酸素から選ばれる1種以上の元素とを少なくとも含む化合物にて形成された主に立方晶化合物からなる内層が被覆され、さらに該内層上にAl、CrおよびVのうちの少なくともいずれかの元素を含む窒化物、炭窒化物もしくは酸炭窒化物にて形成された主に六方晶化合物からなる外層が被覆されてなり、該外層が該内層よりも大きなAl含有量を有することを特徴とする。
(もっと読む)
高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)表面層として、0.8〜5μmの平均層厚を有するCr硼化物層、(b)耐摩耗硬質層として、組成式:(Ti1-X AlX )N(ただし、原子比で、Xは0.40〜0.75を示す)、を満足し、0.8〜5μmの平均層厚を有するTiとAlの複合窒化物層、以上(a)および(b)からなる硬質被覆層を物理蒸着してなる。
(もっと読む)
高速重切削で表面被覆層がすぐれた耐チッピング性を発揮する表面被覆超硬合金製切削工具
【課題】 高速重切削加工で表面被覆層がすぐれた耐チッピング性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)下部層として、1.5〜10μmの平均層厚を有し、かつ、層厚方向にそって、AlとTi最高含有点が所定間隔をおいて交互に繰り返し存在し、かつ前記AlからTi最高含有点、及びその逆方向へ、AlおよびTi含有量がそれぞれ連続的に変化する濃度分布を有し、さらに、上記Al最高含有点が、特定の組成式を満足し、かつ隣り合う上記AlとTi最高含有点の間隔が、0.01〜0.1μmからなる構造を有するTiとAlとSiの複合窒化物層、(b)上部層として、1〜10μmの平均層厚を有する非晶質炭素系潤滑層、以上で構成された表面被覆層を形成してなる。
(もっと読む)
耐摩耗性と耐熱性に優れた積層皮膜
【課題】 基材上に形成された金属化合物よりなる硬質皮膜の上に、アルミナ皮膜が直接または中間層を介して形成された積層皮膜において、硬質皮膜とアルミナ皮膜の密着性に優れており、優れた耐摩耗性および耐熱性を長期間にわたり発揮させることのできる積層皮膜を提供する。
【解決手段】 上記基材上に形成された金属化合物よりなる硬質皮膜の上に、アルミナ皮膜が直接または中間層を介して形成された積層皮膜において、アルミナ皮膜形成後の硬質皮膜のビッカース硬度が22GPa以上であることを特徴とする耐摩耗性、耐熱性および基材との密着性に優れた積層皮膜。
(もっと読む)
耐熱合金の高速切削で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 耐熱合金の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1-(X+Z) AlXBZ)N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,B)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するCrN層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するCrB2層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法を提供する。
【解決手段】 表面被覆超硬合金製切削工具を、カソード電極(蒸発源)としてTi−Al−Si合金を備えた硬質被覆層形成用アーク放電装置およびカソード電極(蒸発源)として金属Zrを備えた潤滑被覆層形成用スパッタリング装置、さらにカソード電極として金属Crを備えた、超硬基体表面ボンバード洗浄用アーク放電装置を設けた蒸着装置を用い、Crボンバード洗浄処理し、ついで、TiとAlとSiの複合窒化物層からなる硬質被覆層を1〜10μmの平均層厚で形成し、さらに、酸化ジルコニウム層からなる潤滑被覆層を0.5〜5μmの平均層厚で形成する。
(もっと読む)
表面処理装置および表面処理方法
【課題】 密着性の高い被膜を生成するべく、被処理面の変質や変形を防止しつつ当該被処理面を洗浄する。
【解決手段】 この表面処理装置10は、真空槽12を有している。この真空槽12にガス管58を介してアルゴンガスが導入され、カソード40にカソード電力Ecが供給されると、カソード40から熱電子が放出される。この熱電子は、アノード電圧Vaが印加されたアノード42に向かって加速され、アルゴンガス粒子に衝突する。これによって、プラズマが発生し、このプラズマ中のアルゴンイオンが被処理物36の表面に照射され、当該表面が洗浄される。ここで、イオン照射により被処理物36に流れる電流が5.6mA/cm2以下となるように、アルゴンガスイオンの圧力、カソード電力Ec、アノード電圧Vaおよびカソードバイアス電圧Vcbを設定すれば、変質および変形を防止できる。
(もっと読む)
潤滑被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 潤滑被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットからなる基体の表面に蒸着形成される潤滑被覆層を、電界放出型走査電子顕微鏡を用い、表面研磨面の測定範囲内に存在する立方晶結晶格子を有する結晶粒個々に電子線を照射して、前記表面研磨面の法線に対して、前記結晶粒の結晶面である{111}面の法線がなす傾斜角を測定し、前記測定傾斜角のうち、0〜45度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分及び集計してなる傾斜角度数分布グラフにおいて、3〜15度の範囲内の傾斜角区分に最高ピークが存在すると共に、前記3〜15度の範囲内に存在する度数の合計が、傾斜角度数分布グラフにおける度数全体の45〜65%の割合を占める傾斜角度数分布グラフを示し、かつ1〜15μmの平均層厚を有する窒化クロム層、で構成する。
(もっと読む)
切削工具のための高耐酸化性ハードコート
発明の工作物は、その表面の少なくとも部分上に、All-a-b-c-dCraXbSicBdZの組成を含む耐摩耗性ハードコートを特徴として有し、ここで、XはNb、Mo、W、またはTaからの少なくとも1つの元素であり、ZはN、C、CN、NO、CO、CNOからの1つの元素または化合物であり、かつ、0.2≦a≦0.5、0.01≦b≦0.2、0≦c≦0.1、0≦d≦0.1である。このような耐摩耗性コーティングを堆積させるためのPVDプロセスがさらに開示され、少なくとも1つの工作物が真空コーティングシステムに設置され、前記システムは低圧アルゴン雰囲気中で動作し、少なくとも1つの反応ガスの少なくとも一時的な添加とともに、少なくとも2つの金属または合金のターゲットを利用し、基材に負の電圧を加える。 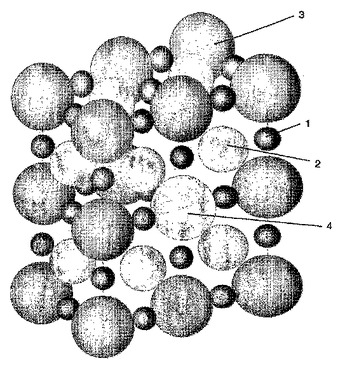 (もっと読む)
(もっと読む)
高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法
【課題】 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具の製造方法を提供する。
【解決手段】 表面被覆超硬合金製切削工具を、(a)超硬基体表面ボンバード洗浄用アーク放電装置を設けた蒸着装置を用い、(b)Crボンバード洗浄処理し、(c)ついで、TiとAlの複合窒化物層からなる硬質被覆層を1〜10μmの平均層厚で形成し、(d)さらに、酸化ジルコニウム層からなる潤滑被覆層を0.5〜5μmの平均層厚で形成する。
(もっと読む)
硬質被膜、硬質被膜被覆工具、および硬質被膜のコーティング方法
【課題】 超硬合金等の工具母材に対してTiWCN膜などのWを含む硬質被膜が一層優れた密着性でコーティングされるようにする。
【解決手段】 超硬合金から成る工具母材12の表面には、TiW合金をターゲットとするアーク放電イオンプレーティング法により、そのTiW合金の炭化物(TiWC)、窒化物(TiWN)、或いは炭窒化物(TiWCN)から成る単一の組成の硬質被膜14が設けられているため、TiおよびWを別々のターゲットとして用いてコーティングする場合のようにTi化合物およびW化合物が混在している場合に比較して、TiW合金とWCとの親和性により、WCを主成分とする超硬合金の工具母材12に対する密着性が一層向上する。これにより、優れた耐摩耗性が得られるようになり、クロム鋼等にドライ加工で切削加工を行う場合でも、実用上満足できる工具寿命が得られるようになる。
(もっと読む)
皮膜形成方法及びその皮膜形成方法を用いた被覆部材
【課題】 基体との密着性、皮膜の異層間の密着性に優れた特性を有する硬質被覆層を得るための皮膜形成方法と、この皮膜形成方法により被覆した被覆部材を提供することである。
【解決手段】 蒸発源に複数の陰極物質を装着し、該蒸発源の前面に遮蔽板を設け、真空容器内でプラズマを発生させて基体の表面に陰極物質材料の皮膜を形成する物理蒸着装置を用いて、該基体表面にボンバードメント処理を行うボンバードメント工程と、皮膜を形成する被覆工程とからなり、該ボンバードメント工程は該遮蔽板により該蒸発源の放電による放出物質を該基体から遮蔽した状態で、少なくとも非金属イオンによる該基体のボンバードメント処理を行うことを特徴とする皮膜形成方法である。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z) AlX SiZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,Si)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するZrBN(硼窒化ジルコニウム)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するZrB2(硼化ジルコニウム)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高反応性被削材の高速切削で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高反応性被削材の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z) AlX SiZ )N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,Si)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するWBN(硼窒化タングステン)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するWB(硼化タングステン)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
941 - 960 / 979
[ Back to top ]