
Fターム[4K029BD05]の内容
Fターム[4K029BD05]に分類される特許
901 - 920 / 979
表面にAlN域を有するアルミニウム材料及びその製造方法
本発明は、AlN域の膜厚が厚く、域内において均一であり、母材との密着性が高い、AlN域を表面に有するアルミニウム材料、及びその製造方法を提供する。本発明は、CuAl2を有するアルミニウム材料を準備する工程、及び該アルミニウム材料をプラズマ窒化する工程を有し、これによりアルミニウム材料の表面に窒化アルミニウム(AlN)域を生成する、AlN域を表面に有するアルミニウム材料の製造方法を提供する。  (もっと読む)
(もっと読む)
耐摩耗性と耐酸化性に優れた硬質皮膜および該硬質皮膜形成用ターゲット、並びに高温潤滑性と耐摩耗性に優れた硬質皮膜および該硬質皮膜形成用ターゲット
【課題】 従来の皮膜よりも耐酸化性および耐摩耗性に優れた硬質皮膜を提供する。
【解決手段】 (Ala,Mb,Cr1−a−b)(C1−eNe)からなる硬質皮膜(但し、MはW及び/又はMo)であって、
0.25≦a≦0.65、
0.05≦b≦0.35、
0.5≦e≦1
(a,b,eはそれぞれAl,M,Nの原子比を示す。)
であることを特徴とする硬質皮膜。
(もっと読む)
金型表面用保護膜及び金属加工工具表面用保護膜
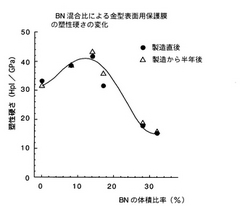
【課題】金型の耐久性を向上させるべく、ある程度の高硬度を有すると共に、潤滑性を向上させ、且つ濡れ性を低下させる金型表面用保護膜を形成すること。より高硬度の金属加工工具表面用保護膜を形成すること。
【解決手段】気相薄膜形成法によって金属表面にTi、B、及びNを必須元素とし、AlまたはSiのうち1種又は2種の元素を含む硬質の保護膜を形成し、TiとNを必須元素とし、AlまたはSiのうち1種又は2種の元素を含むNaCl型の結晶相と、非結晶構造もしくは微結晶の六方晶構造を有するBN相とから構成される金型表面用保護膜とする。さらに、BN相の割合が体積比で10〜17%の範囲内にある金属加工工具表面用保護膜とする。
(もっと読む)
潤滑性非晶質炭素系被膜がすぐれた耐摩耗性を発揮する表面被覆超硬合金製超硬ブローチ

【課題】潤滑性非晶質炭素系被膜がすぐれた耐摩耗性を発揮する表面被覆超硬合金製ブローチを提供する。
【解決手段】炭化タングステン基超硬合金で構成されたブローチ本体の表面に、(a)下部層として、組成式:(Ti1−XAlX)N(ただし、原子比で、Xは0.40〜0.65)を満足するTiとAlの複合窒化物からなると共に、1〜3μmの平均層厚を有する硬質被覆層、(b)上部層として、オージェ分光分析装置で測定して、W:5〜20原子%、Ti:0.5〜4原子%、窒素:10〜30原子%、を含有し、残りが炭素と不可避不純物からなる組成を有すると共に、透過型電子顕微鏡による観察で、炭素系非晶質体の素地に、結晶質炭窒化チタン系化合物の微粒が分散分布した組織を示し、かつ1〜3μmの平均層厚を有する潤滑性非晶質炭素系被膜を蒸着形成してなる表面被覆超硬合金製ブローチ。
(もっと読む)
潤滑性非晶質炭素系被膜がすぐれた耐摩耗性を発揮する表面被覆超硬合金製超硬ブローチ
【課題】 潤滑性非晶質炭素系被膜がすぐれた耐摩耗性を発揮する表面被覆超硬合金製ブローチを提供する。
【解決手段】オージェ分光分析装置で測定して、W:5〜20原子%、Ti:5〜20原子%、窒素:0.5〜18原子%、を含有し、残りが炭素と不可避不純物からなる組成を有すると共に、透過型電子顕微鏡による観察で、炭素系非晶質体の素地に、結晶質炭窒化チタン系化合物の微粒が分散分布した組織を示し、かつ1〜3μmの平均層厚を有する潤滑性非晶質炭素系被膜を蒸着形成してなる表面被覆超硬合金製ブローチ。
(もっと読む)
硬質皮膜の製造方法
【課題】硬質皮膜の密着性を改善し、耐酸化性、耐摩耗性を向上させ、更に高温状態での耐溶着性並びに硬質皮膜中への被削材元素の拡散を抑制し、切削加工の乾式化、高速化、高送り化に対応する硬質皮膜の製造方法を提供する。
【解決手段】本願第1発明は、硬質皮膜は高密度プラズマにより被覆した相と、低密度プラズマにより被覆した相とが多相構造をなし、該硬質皮膜内部において組成濃度差を発生させることを特徴とする硬質皮膜の製造方法である。次に、本願第2発明は、プラズマ密度の異なる手法を被覆時に併用し、高硬度皮膜と低硬度皮膜とを連続して交互に被覆することを特徴とする硬質皮膜の製造方法である。
(もっと読む)
金属粉末の高速プレス成形加工で潤滑性非晶質炭素系被膜がすぐれた耐摩耗性を発揮する表面被覆超硬合金製金型
【課題】金属粉末の高速プレス成形加工で潤滑性非晶質炭素系被膜がすぐれた耐摩耗性を発揮する表面被覆超硬合金製金型を提供する。
【解決手段】金型は、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる金型本体の少なくとも成形面に、マグネトロンスパッタリング装置にて、磁場中成膜された、窒化チタン層および/または炭窒化チタン層で、かつ0.1〜3μmの平均層厚を有する密着接合層を介して、その表面に炭化タングステンターゲットとTiターゲットを用い、炭化水素の分解ガスと窒素とArの混合ガスからなる反応雰囲気で磁場中成膜する。成膜は、W:10〜40原子%、Ti:0.5〜4原子%、窒素:10〜30原子%、を含有し、残りが炭素と不可避不純物からなり、透過型電子顕微鏡による観察で、炭素系非晶質体の素地に、結晶質炭窒化チタン系化合物の微粒が分散分布した組織を示し、かつ1〜13μmの平均層厚を有する。
(もっと読む)
硬質被膜被覆工具、コーティング被膜、および被膜のコーティング方法
【課題】 比較的平滑な被膜表面が得られるスパッタリング法による被膜のコーティング技術において、被膜の付着強度を一層高くして加工工具にも適用できるようにする。
【解決手段】 スパッタリング法により硬質被膜をコーティングする際の前処理として、工具母材20に−200Vのバイアス電圧を印加してエッチング(表面荒し処理)を行う際に、そのバイアス電圧を250kHzの周波数で周期的に印加するとともに、1周期毎の負電圧の非印加時間(パルスリバースタイム)を500nsec程度としたため、工具母材20に対する硬質被膜の付着強度が向上し、スクラッチ試験における臨界荷重で100N以上の優れた付着強度が得られるようになり、剥離等による脱落が抑制されて、切削工具として実用上満足できる耐久性が得られる。
(もっと読む)
硬質被膜、硬質被膜被覆工具、および硬質被膜のコーティング方法
【課題】 超硬合金の母材にコーティングされるWを含む硬質被膜の密着性および耐摩耗性を向上させる。
【解決手段】 超硬合金から成る工具母材12の表面には、TiWSi合金をターゲットとするアーク放電イオンプレーティング法により、そのTiWSi合金の炭化物(TiWSiC)、窒化物(TiWSiN)、或いは炭窒化物(TiWSiCN)から成る単一の組成の硬質被膜14が設けられているため、Ti、W、およびSiを別々のターゲットとして用いてコーティングする場合のようにTi化合物、W化合物、Si化合物が混在している場合に比較して、TiWSi合金とWCとの親和性により、WCを主成分とする超硬合金の工具母材12に対する密着性が一層向上する。また、Siを含んでいるため、硬さがHV0.025で3000以上となり、優れた耐摩耗性が得られるようになる。
(もっと読む)
成膜装置
【課題】比較的面積の大きい膜形成対象面を有する被成膜物品の該膜形成対象面の全体にわたって、或いは、広い範囲にわたって分散配置される複数の被成膜物品のそれぞれの膜形成対象面に、というように広い範囲にわたって、均一にして小さい表面粗度の膜を膜厚均一性良好に形成できるアーク式PVDによる成膜装置を提供する。
【解決手段】ドロップレットの被成膜物品Wへの進行を抑制する一方、イオン化カソード材料の少なくとも一部の物品Wへの進行を許すドロップレットの遮蔽部材51、52がカソード31と物品Wとの間に位置するように、且つ、膜形成対象面全体にわたりドロップレットの進行を抑制するとともに膜形成対象面全体にわたりイオン化カソード材料が均一状に向かうようにドロップレット進行方向に沿って複数段に順次間隔をおいて設けられているアーク式PVDによる成膜装置A。
(もっと読む)
高速切削加工でダイヤモンド状炭素系被膜がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】高速切削加工でダイヤモンド状炭素系被膜がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】WC基超硬合金基体の表面に、収束磁場形成のプラズマ化学蒸着装置にて、(a)Tiターゲットをスパッタして、磁場中成膜されたTiN層およびTiCN層のうちのいずれか、または両方の積層からなり、かつ0.5〜3μmの平均層厚を有する密着接合層を介して、(b)酸化シリコン焼結体ターゲットをスパッタして磁場中成膜された、ダイヤモンド状炭素(DLC)からなる素地に、透過型電子顕微鏡による観察で最大径が10nm(ナノメーター)以下の酸化シリコン微粒が、X線光電子分光装置(ESCA)による測定で1〜10原子%の割合で分散分布した組織を有し、かつ0.6〜15μmの平均層厚を有するダイヤモンド状炭素系被膜を蒸着形成してなる。
(もっと読む)
バナジウムスパッタリングターゲット
【課題】 極めて均一性が高い硬質被膜を形成させることができる成膜性の優れたバナジウムスパッタリングターゲットの提供。
【解決手段】 バナジウムスパッタリングターゲットにおいて、ターゲット表面の(110)面の結晶方位比率が70%以上であり、(200)面の結晶方位比率が20%以下であり、かつ(211)面の結晶方位比率が20%以下であることを特徴とする、スパッタリングターゲット。好ましくは、ターゲット全体の(110)面の結晶方位比率のバラツキが30%以内、(200)面の結晶方位比率のバラツキが50%以内、かつ(211)面の結晶方位比率のバラツキが50%以内である。
(もっと読む)
耐摩耗性被膜を備えた切削工具及びその製造方法
本発明の基材及び耐摩耗性被膜を含んで成る切削工具は、前記耐摩耗性被膜が1層以上の耐熱性化合物からなり、前記化合物の少なくとも1層がMX/LX/MX/LX積層の多層状の構成物から成り、積層する層のMX/LXがTi、Nb、Hf、V、Ta、Mo、Zr、Cr、Al、SiまたはWそれらの混合物からなる群から選択された元素M及びLを含む炭化物または窒化物であり、一連の個々の層の厚みには繰り返し周期がなくて多層状の構造物の全体に亘って実質的に非周期的であり、そして個々のMX及びLX層の厚みが0.1束より大きいがこの構造物中の10連続層の合計が300nmより小さく、且つ前記多層状の構造物は合計厚みが0.5μmより大きいが20μmより小さくてPVD技術で堆積され且つMXまたはLXの少なくとも1層が電気的に絶縁される切削工具に関し、且つそのような工具の製造方法に関する。  (もっと読む)
(もっと読む)
成膜方法及び成膜装置
【課題】アーク式イオンプレーティングによる成膜方法及び装置であって、カソード材料として2種以上の元素を含むものを採用して複数元素を含む膜を形成でき、しかも、ドロップレット付着が抑制された、それだけ平滑な膜を形成できる成膜方法及び装置を提供する。
【解決手段】カソード12として2種以上の元素を含む材料からなるものを採用し、膜形成にあたって、カソードアーク走行面121と正規成膜位置Pの被成膜物品W間の成膜距離Lを150mm以上350mm以下に設定し、真空アーク放電を成膜用ガス雰囲気において行わせ、且つ、成膜ガス圧を4Pa〜7Paの範囲に設定し、プラズマ生成領域に磁場を印加し、該磁場は、該カソードアーク走行面121位置で該面の法線となす角度が30°以下である磁力線131からなる磁場とするアーク式イオンプレーティングによる成膜方法及び成膜装置A。
(もっと読む)
時効性金属材料の硬質化処理方法、硬質化処理装置及び切削工具
【課題】基材との密着性または耐久性に優れた硬質体を形成するための時効性金属材料表面の硬質化処理方法、及び時効性金属材料表面の硬質化処理装置、及び耐久性に優れ安価な切削工具を提供する。
【解決手段】固溶化熱処理した時効性金属材料19を、素地32中に析出成分を含む化合物31が析出しないように該金属材料19を冷却しながら、該金属材料の表面近傍の温度が析出成分を含む化合物31の析出温度域となるようにスパッタエッチングするとともに、該スパッタエッチング速度が該金属材料19の析出成分を含む化合物31の深さ方法の成長速度を超えない範囲でスパッタエッチングし、該金属材料19の該スパッタエッチング面に析出成分を含む硬度の高い化合物31の微小突起物を形成する。
(もっと読む)
高硬度鋼の高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1-(X+Z)AlXSiZ)N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,Si)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するTaBN(硼窒化タンタル)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するTaB2(硼化タンタル)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
リード切断用被覆金型部材
【課題】リード切断用被覆金型部材において、加工先端部は優れた耐摩耗性と耐溶着性を有し、摩耗の進行が抑えられるよになることから、長期の寿命化が可能となるようなリード切断用被覆金型部材を提供することである。
【解決手段】基体の表面に硬質皮膜が被覆されたリード切断用被覆金型部材において、該金型部材の少なくとも加工先端部近傍に硬質皮膜を有し、該硬質皮膜は周期律表4a、5a、6a族、Al、Siから選ばれる1種以上の金属成分と、C、N、O、Bから選ばれる1種以上の非金属成分とから構成され、該金型部材の加工先端部における丸み半径Rμmを、0.05≦R≦3としたことを特徴とするリード切断用被覆金型部材である。
(もっと読む)
多層膜被覆鋼材ピン
【課題】 電力の遮断機や駐車場の遮断機および鉄道の遮断機等機械部品の固定軸として用いられているピンが作動中に焼きつかないよう現在、ピンにグリスが塗布されている。このグリスが固着して開閉不能となる障害が多発している。本発明は耐凝着生の良い表面層を付与したピンを提供することによって、グリスの使用を不用とし、グリス固着による開閉障害をなくすことを目的とする。
【解決手段】ピンの表面に金属薄層を被覆し、その上にW-C層を被覆するかあるいは、Si-Cからなる薄層を被覆し、その上に、Hを10%から40%含ませた炭素系皮膜を被覆させる。また、高い力を受ける用途に対しては、鋼材の表面層にNを浸透させて、高硬度とした上に該多層構造の炭素系皮膜を被覆する。
これによって、グリスを用いなくてもピンと回転体との凝着を防ぐことができ、グリスの固着による事故をなくすことができる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Al1−XTiX)N(ただし、原子比で、Xは0.25〜0.60を示す)を満足する(Al,Ti)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するMoBN(硼窒化モリブデン)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するMoB(硼化モリブデン)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具
【課題】 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具を提供する。
【解決手段】 表面被覆超硬合金製切削工具が、炭化タングステン基超硬合金または炭窒化チタン系サーメットからなる超硬基体の表面に、(a)0.8〜5μmの平均層厚を有し、かつ、組成式:(Ti1−(X+Z)AlXSiZ)N(ただし、原子比で、Xは0.25〜0.65、Zは0.01〜0.10を示す)を満足する(Ti,Al,Si)N層からなる下部層、(b)0.1〜0.5μmの平均層厚を有するMoBN(硼窒化モリブデン)層からなる密着接合層、(c)0.8〜5μmの平均層厚を有するMoB(硼化モリブデン)層からなる上部層、以上(a)〜(c)で構成された硬質被覆層を形成してなる。
(もっと読む)
901 - 920 / 979
[ Back to top ]