
Fターム[4K033RA04]の内容
Fターム[4K033RA04]に分類される特許
41 - 60 / 173
方向性電磁鋼板
【課題】磁区細分化用の溝を形成した素材を実機トランスに組上げた場合の、騒音を低く抑えることができる、優れた騒音特性を有する方向性電磁鋼板を提供する。
【解決手段】鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板につき、前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBを所定の範囲に規制する。
(もっと読む)
方向性電磁鋼板およびその製造方法
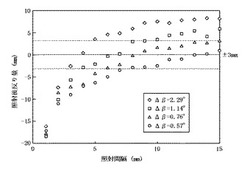
【課題】磁区細分化処理により低鉄損を実現した方向性電磁鋼板において、変圧器鉄心等に積層して使用した場合に鉄心が発生する騒音を低減させる方途について提案する。
【解決手段】鋼板表面における被膜のクラック総長さが10000μm2当たり20μm以下である方向性電磁鋼板に、該鋼板の圧延方向と交差する方向へ線状に導入する熱歪みによる、磁区細分化を、前記圧延方向に所定間隔の下に施して、鋼板の反りを前記圧延方向長さ500mm当たり3mm以下とする。
(もっと読む)
方向性電磁鋼板の製造方法

【課題】製造工程を増やしたり特別な手段を講じたりすることなく、簡便な方法で、高温仕上焼鈍時におけるコイル下側面端部の形状不良を防止することができる方向性電磁鋼板の製造方法を提案する。
【解決手段】方向性電磁鋼板用鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、焼鈍分離剤を塗布した後、コイルに巻取り、アップエンド状態で仕上焼鈍を施して方向性電磁鋼板を製造する方法において、上記コイル巻き取りの際に、仕上焼鈍時のコイル下側面の形状不良が発生し難い位置に凸部を形成するとともに、上記凸部形成により仕上焼鈍時のコイル上側面に生ずる凸部の一部に平坦部を設けることを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】熱歪や溝を圧延方向とほぼ直角方向に導入する手法並びに、鋼板に張力を付与する手法を併用する磁区細分化処理における適正条件を与えることにより、方向性電磁鋼板の鉄損をさらに低減する。
【解決手段】表面に被膜を有する方向性電磁鋼板に、電子ビーム照射による磁区細分化処理を施すに当たり、前記電子ビーム照射に先立ち、前記被膜により鋼板に付与されている張力T(MPa)を測定し、その後に施す電子ビーム照射の圧延方向への照射間隔Wr(mm)を前記張力Tの0.1〜0.6倍に制御する。
(もっと読む)
電子ビーム照射方法
【課題】電子ビームの照射をリアルタイムで確実に検出することが可能な手法について提案する。
【解決手段】走行する金属ストリップに向けて電子ビームの照射を行うに当たり、該電子ビームの照射に伴って前記金属ストリップの表面に発生する、X線を検出することによって電子ビームの照射状態を把握する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性を発現する電子ビーム照射による磁区細分化処理を行った方向性電磁鋼板を提供する。
【解決手段】フォルステライト被膜による鋼板への付与張力が、圧延方向および圧延方向と直角な方向ともに2.0MPa以上であって、かつ電子ビーム照射面における熱歪み導入領域のスポット径Aと照射ピッチBの比が0.5≦B/A≦5.0の関係を満足する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】レーザー照射面での反りの問題および平坦化焼鈍における張力付与膜の部分破壊の問題を同時に解消し、磁区細分化効果並びに張力付与効果を十二分に享受し得る方途について提供する。
【解決手段】コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施し、次いで平坦化焼鈍を施してから、該鋼板の圧延方向と交差する向きにレーザーを照射する、磁区細分化処理を施すに当り、前記平坦化焼鈍後の鋼板に前記コイル由来の反りを残存させ、該反りの凸面側にレーザーを照射して該鋼板を平坦に矯正する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた低騒音性および低鉄損特性を発現するレ
ーザー照射または電子ビーム照射による磁区細分化処理を行った方向性電磁鋼板を提供す
る。
【解決手段】フォルステライト被膜および張力コーティングにより、鋼板に付与する合計
張力が、圧延方向で10.0MPa以上、圧延方向に対して直角方向で5.0MPa以上で、かつこれ
らの合計張力が、次式の関係を満足する。
1.0 ≦ A/B ≦ 5.0
A: 圧延方向のフォルステライト被膜および張力コーティングによる合計張力
B: 圧延方向に対して直角方向のフォルステライト被膜および張力コーティングに
よる合計張力
(もっと読む)
方向性電磁鋼板の製造方法
【課題】レーザー照射による磁区細分化技術に工夫を加えることにより、鉄損を効果的に低減させ得る方向性電磁鋼板の製造方法を提供する。
【解決手段】方向性電磁鋼板の製造工程中、最終仕上げ焼鈍工程において、鋼板表面に形成されるフォルステライト被膜の目付量を4.0 g/m2以上、平均粒径を0.9μm 以下とし、かつ磁束密度B8を1.91T以上とした方向性電磁鋼板に対して、
波長が0.2μm以上、0.9μm以下のレーザー光を、鋼板の圧延方向と交差する方向に線状に繰り返して照射する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】近年の低鉄損化の要求に応えた方向性電磁鋼板を提供する。
【解決手段】レーザー照射により磁区細分化を行う、磁束密度B8が1.91T以上の方向性電磁鋼板において、フォルステライト被膜中のN含有量を3.0質量%以下に抑制する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】2回以上の冷延を利用して製造する方向性電磁鋼板において、オーステナイト−フェライト変態を利用して二次再結晶後に優れた磁気特性を発現させる。
【解決手段】所定の成分組成になる鋼スラブを素材とし、2回以上の冷延を利用して方向性電磁鋼板を製造するに際し、最終冷間圧延を除くいずれかの冷間圧延に先立って、500℃以上750℃以下の温度範囲で、10分以上480時間以下の熱処理を行う。
(もっと読む)
方向性電磁鋼板の鉄損改善装置および鉄損改善方法
【課題】粉塵の問題を解消し、汚染によるレーザ照射能の低減を未然に防止し、方向性電磁鋼板の鉄損低減を確実に行うことのできる装置および方法について提案する。
【解決手段】仕上げ焼鈍済みの方向性電磁鋼板の表面にレーザーを照射して電磁鋼板の鉄損を減少させるに当り、前記レーザーの照射装置におけるレーザー放射点と前記鋼板上におけるレーザー照射点との距離をL(mm)、前記レーザー放射点と前記レーザー照射点とを結ぶ直線が鉛直方向となす角度をθ(°)とするとき、Lを50以上とし、かつ
L≦100の場合は、60−0.3L≦θ≦60
100<L≦400の場合は、40−0.1L≦θ≦60
400<Lの場合は、θ≦60
となる位置に、前記レーザー放射点を配する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】レーザー照射により磁区構造を制御して鉄損を低減させる方向性電磁鋼板において、より大きな鉄損低減効果を有する方向性電磁鋼板を、その有利な製造方法と共に提供する。
【解決手段】表面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板を製造するに際し、
(1) 該方向性電磁鋼板中に混入するCr量を0.1質量%以下に抑制する、
(2) 該フォルステライト被膜の被覆量が酸素目付量で3.0g/m2以上とし、かつ該フォルステライト被膜下部における該方向性電磁鋼板の地鉄部に食い込んだアンカー部の厚みを1.5μm以下とする、
(3) 長さ:280mmの試験片の片面にのみ該フォルステライト被膜を有する状態での鋼板の反り量が10mm以上で、かつ該片面にのみ該フォルステライト被膜と該張力コーティングとを有する状態での鋼板の反り量が20mm以上とする。
(もっと読む)
焼鈍分離剤および方向性電磁鋼板の製造方法
【課題】特に横置き状態でのコイルの内周形状が変形する問題を、焼鈍分離剤に工夫を加えて解消する。
【解決手段】マグネシアを主体とし、かつ体積収縮率が20%以上80%以下である方向性電磁鋼板用の焼鈍分離剤として、該焼鈍分離剤中にイットリウム化合物をY2O3換算で0.0005質量%以上0.01質量%以下含有させたものを用いる。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】放電痕の制御性を大幅に向上させた移行型のプラズマアークを用いて磁区細分化処理することにより、鉄損低減効果を大幅に向上させた低鉄損方向性電磁鋼板の製造方法を提案する。
【解決手段】Siを1.5〜7.0mass%含有する二次再結晶焼鈍後の鋼板表面に絶縁被膜を被成した後、移行型プラズマアークを用いて磁区細分化処理を施す方向性電磁鋼板の製造方法において、上記磁区細分化処理を、プラズマトーチ先端から噴出するプラズマガスの周囲を包囲するよう希釈ガスを噴出させるとともに、プラズマガスの流量Gpに対する希釈ガスの流量Gsの比Gs/Gpを0.15〜12の範囲に制御して行うことにより低鉄損の方向性電磁鋼板を得る。
(もっと読む)
方向性電磁鋼板及び張力絶縁膜被覆方向性電磁鋼板
【課題】トランスの鉄心製造工程における積み重ね作業時には良好な潤滑性を持ち作業性が良好であり、かつ、方向性電磁鋼板コイルにおいては移動や搬送時に鋼板間のズレが生じることがない、方向性電磁鋼板及び張力絶縁膜被覆方向性電磁鋼板を提供する。
【解決手段】マグネシウム珪酸塩を含む被膜を有す方向性電磁鋼板であって、前記マグネシウム珪酸塩を含む被膜による前記鋼板の表面の被覆率が、90%超99%以下であることを特徴とする方向性電磁鋼板、及び力絶縁膜被覆方向性電磁鋼板。
(もっと読む)
方向性電磁鋼板の焼鈍分離剤及び方向性電磁鋼板の製造方法
【課題】皮膜性状及び磁気特性が良好な方向性電磁鋼板を安定して製造する。
【解決手段】常圧の窒素−水素混合気流中で加熱したとき、酸素を含むガスを放出し、500〜950℃の温度域におけるガスの放出による減量が2%以上である化合物を、添加物として2〜30質量%含むことを特徴とする方向性電磁鋼板の焼鈍分離剤。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】連続焼鈍炉を用いた比較的低温・短時間の仕上焼鈍で、安定的に二次再結晶を起こさせることが可能な方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】C:0.12mass%以下、Si:2.0〜4.5mass%、Mn:0.005〜0.3mass%、Al:0.005〜0.012mass%、N:0.0030〜0.010mass%、残部がFeおよび不可避的不純物からなる成分組成の鋼スラブを熱間圧延し、中間焼鈍を挟む2回以上の冷間圧延で冷延板とし、その後、連続焼鈍炉で1回以上の仕上焼鈍を施す方向性電磁鋼板の製造方法において、上記中間焼鈍を750〜950℃の温度で行い、冷間圧延における最終冷間圧延の圧下率を30〜80%の範囲とし、連続焼鈍で二次再結晶させることを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
著しく鉄損が低い方向性電磁鋼板の製造方法
【課題】著しく鉄損の低い方向性電磁鋼板を、工業的規模にて、安定的に製造する方法を提供する。
【解決手段】質量%で、C:0.02〜0.10%、Si:2.5〜4.5%、Mn:0.01〜0.15%、S:0.001〜0.050%、酸可溶性Al:0.01〜0.05%、N:0.002〜0.015%、Te:0.0005〜0.10%を含有し、残部Feおよび不可避的不純物からなるスラブを、1280℃以上に加熱し、熱間圧延を施した後、熱延板焼鈍を施し、一回の冷間圧延もしくは中間焼鈍を挟む二回以上の冷間圧延を施して冷延鋼板とした後、脱炭焼鈍を施し、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布してから仕上焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、脱炭焼鈍中もしくは脱炭焼鈍に先立つ昇温過程と脱炭焼鈍の間に溝付与する、あるいは脱炭焼鈍後に溝付与した後に再結晶焼鈍する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】高価な設備を用いることなく、簡便且つ効率的に鉄損を低減し得る方向性電磁鋼板の製造方法を提供する。
【解決手段】仕上げ焼鈍を経た後、張力絶縁被膜を形成した方向性電磁鋼板表面の圧延方向と交差する方向に延びる線状の領域に、氷、ドライアイスの何れか一方または両方の粒子を衝突させることにより、前記方向性電磁鋼板表面に局所的な歪みを導入することを特徴とする、方向性電磁鋼板の製造方法。
(もっと読む)
41 - 60 / 173
[ Back to top ]