
Fターム[4K033SA01]の内容
Fターム[4K033SA01]の下位に属するFターム
Fターム[4K033SA01]に分類される特許
1 - 20 / 51
無方向性電磁鋼板の製造方法
【課題】冷間圧延方向の磁気特性に優れる無方向性電磁鋼板を製造する有利な方法を提案する。
【解決手段】C:0.005mass%以下、Si:2〜7mass%、Mn:0.03〜3mass%、Al:0.01mass%以下、N:0.005mass%以下、S:0.005mass%以下を含有し、さらに、Caを0.0005〜0.01mass%かつSとの原子比(Ca(mass%)/40)/(S(mass%)/32)が0.5〜3.5の範囲で含有し、残部がFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、熱延板焼鈍し、冷間圧延した後、再結晶焼鈍を施して結晶粒径dを70μm以下とした後、圧下率が1〜15%のスキンパス圧延し、歪取焼鈍を施す無方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板とその製造方法および変圧器

【課題】圧縮応力に対する磁歪感受性を低減し、もって、変圧器等の鉄心における騒音を効果的に低減することができる、磁歪特性に優れる方向性電磁鋼板と、その鋼板を用いた低騒音の変圧器を提供する。
【解決手段】Si:3.0〜7.0mass%、Mn:0.04〜0.15mass%、Sb:0.01〜0.10mass%およびSn:0.01〜0.20mass%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、張力付与被膜が被成してなる方向性電磁鋼板であって、ゴス方位{110}<001>粒における圧延方向を回転軸とした結晶方位の平均方位差角δが6°以下であり、かつ、圧延方向に圧縮応力3.92MPaを付加した状態において50Hz、1.7Tで磁化したときの磁歪λp−pが1.7×10−6以下である方向性電磁鋼板。
(もっと読む)
打抜き性に優れるIPMモータのロータ鉄心用鋼板、その製造方法、IPMモータのロータ鉄心及びIPMモータ
【課題】IPMモータのロータ鉄心として用いるときにIPMモータのリラクタンストルクの低下を招くことなく、高強度化を図ることが可能で、打抜き性にも優れるロータ鉄心用鋼板を提供する。
【解決手段】C:0.06超〜0.90質量%以下、Si:0〜3.0質量%、Mn:0.05〜2.5質量%、P:0.05質量%以下、S:0.02質量%以下、酸可溶Al:0.005〜3.0質量%かつSi+Al:3.1質量%以下、残部がFe及び不可避的不純物からなる成分組成を有する熱間圧延鋼板を冷間圧延し、連続焼入れライン又は連続焼鈍ラインにてAc3−10℃以上に加熱後、Ms点以下まで20℃/s以上の冷却速度で冷却し、200〜450℃の温度域に20s以上保持することにより、降伏強度が780N/mm2以上かつ降伏比が85%以上であり、磁束密度B8000が1.65T以上である打抜き性に優れるロータ鉄心用鋼板を得る。
(もっと読む)
高速回転IPMモータのロータ鉄心用鋼板、その製造方法、IPMモータのロータ鉄心及びIPMモータ
【課題】IPMモータのロータ鉄心として用いるときにIPMモータのリラクタンストルクの低下を招くことなく、高速回転に対応可能な高い降伏強度及び高い比例限を有するロータ鉄心用鋼板を提供する。
【解決手段】C:0.03〜0.90質量%以下、Si:0〜3.0質量%、Mn:0.05〜2.5質量%、P:0.05質量%以下、S:0.02質量%以下、酸可溶Al:0.005〜0.20質量%、N:0.001〜0.020質量%、残部がFe及び不可避的不純物からなる成分組成を有する熱間圧延鋼板を、冷間圧延により最終圧延率を10%以上とした後、200〜500℃の温度域に加熱することにより、降伏強度が780N/mm2以上かつ比例限が600N/mm2以上であり、磁束密度B8000が1.65T以上である高速回転IPMモータのロータ鉄心用鋼板を得る。
(もっと読む)
方向性電磁鋼板の製造方法および方向性電磁鋼板の評価方法
【課題】方向性電磁鋼板をインヒビターレス素材を用いて製造する場合に、従来懸念された粒径変動を効果的に抑制して、安定して所望の磁気特性を発現させることができる品質安定性に優れた方向性電磁鋼板の有利な製造方法を提供する。
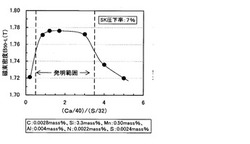
【解決手段】インヒビターレスの成分系で、Caを3質量ppm以上 15質量ppm以下で含有するスラブを素材として方向性電磁鋼板を製造するに際し、
スラブ成分中のS量を、Ca量に応じて、次式(1)
8+Ca(ppm)×0.7<S(ppm)≦50 (ppm) --- (1)
の関係を満足する範囲に調整する。
(もっと読む)
鋼板の加熱方法および加熱装置
【課題】鋼板を急速加熱する際、鋼板を拘束するロールの有無に拘わらず発生する絞りを効果的に防止することができる鋼板の加熱方法を提案すると共に、その方法に用いる加熱装置を提供する。
【解決手段】連続的に搬送される鋼板を加熱する方法において、鋼板面に投影した形状が上流側に凸形状のソレノイド型誘導加熱コイル等を用いて鋼板の板幅中央部を先行して加熱し、加熱時の鋼板の等温線が上流側に凸形状となるよう加熱することで、一つの大きなしわを発生させて絞りを防止する鋼板の加熱方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】製品コイル内の鉄損が均一かつ極めて低い極薄方向性電磁鋼板の製造方法を提案する。
【解決手段】mass%で、C:0.04〜0.12%、Si:1.5〜5.0%、Mn:0.01〜1.0%、sol.Al:0.010〜0.040%、N:0.004〜0.02%、SおよびSeを合計で0.005〜0.05含有する鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、前記鋼スラブにおけるsol.AlとNの含有量の比(sol.Al/N)と、二次再結晶焼鈍時の鋼板板厚d(mm)とが、4d+1.52≦sol.Al/N≦4d+2.32の式を満たし、かつ、前記仕上焼鈍の加熱過程で二次再結晶前の鋼板を775〜875℃の温度に40〜200時間保持した後、875〜1050℃の温度域を昇温速度10〜60℃/hrで加熱し、二次再結晶と純化処理を施す。
(もっと読む)
無方向性電磁鋼板の製造方法
【課題】冷間圧延における脆性を懸念する必要がなくかつ磁気特性にも優れる無方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】C:0.01mass%以下、Si:7mass%以下、Mn:0.03〜3mass%、S:0.0050mass%以下、Al:3mass%以下、N:0.0050mass%以下、残部がFeおよび不可避的不純物からなる鋼スラブを熱間圧延し、熱延板焼鈍し、冷間圧延し、仕上焼鈍する一連の工程からなる無方向性電磁鋼板の製造方法において、上記熱延板焼鈍後の結晶粒径dが下記式;50≦d≦135−(0.7×ρ)(ここで、d:平均結晶粒径(μm)、ρ:鋼の固有抵抗ρ(μΩ・cm))を満たすよう制御し、冷間圧延後の再結晶焼鈍における740℃までの平均昇温速度を100℃/sec以上とする無方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】磁気特性に優れる方向性電磁鋼板を生産性よく製造する有利な方法を提案する。
【解決手段】mass%で、C:0.020〜0.15%、Si:2.5〜7.0%、Mn:0.005〜0.3%、sol.Al:0.01〜0.05%、N:0.002〜0.012%、SおよびSeのうちの1種または2種:合計で0.05%以下、Sn:0.01〜0.20%、Sb:(0.2×Sn)%以上0.10%以下、Ni:{0.7×(Sn+Sb)}%以上1.0%以下を含有する鋼スラブを、熱間圧延し、中間焼鈍を挟む2回以上の冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、上記鋼スラブのSn,SbおよびNiの含有量に応じて、熱間圧延における1150℃以下での圧下率Rおよび中間焼鈍における最高到達温度T(℃)を適正範囲に制御することを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
磁気特性予測装置、磁気特性予測方法、及びコンピュータプログラム
【課題】 焼鈍前の軟磁性材料からなる鋼板の集合組織から、軟磁性材料からなる鋼板の焼鈍後の磁気特性を予測できるようにする。
【解決手段】 解析された「焼鈍後の各結晶粒A」の<100>方向と磁界の方向とのなす最小角度αminを導出する。次に、<100>方向と磁界の方向とのなす最小角度αminを用いて、焼鈍後の鋼板に与えられる磁界Hの磁化容易軸方向の成分H<100>を導出し、それに対応する「磁化容易軸方向の磁束密度B<100>」を、「鋼板を構成する材料の単結晶の<100>方向におけるB−H曲線」から導出する。次に、最小角度αminを用いて、磁界Hの方向の磁束密度B<100>Hを、各結晶粒Aの「磁界Hの方向の磁束密度B<100>H(I)」として導出する。最後に、各結晶粒Aの「磁界Hの方向の磁束密度B<100>H(I)」について、結晶粒Aの焼鈍後の面積SIによる加重平均を行う。
(もっと読む)
方向性電磁鋼板
【課題】磁区細分化用の溝を形成した素材を実機トランスに組上げた場合の、騒音を低く抑えることができる、優れた騒音特性を有する方向性電磁鋼板を提供する。
【解決手段】鋼板表裏面のいずれか片面に磁区細分化を司る溝を有し、該鋼板の表裏面にフォルステライト被膜および張力コーティングをそなえる方向性電磁鋼板につき、前記溝を有する面における張力コーティングの付着量をA(g/m2)および、前記溝のない面における張力コーティングの付着量をB(g/m2)とするとき、これらの付着量AおよびBを所定の範囲に規制する。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】磁区細分化処理により低鉄損を実現した方向性電磁鋼板において、変圧器鉄心等に積層して使用した場合に鉄心が発生する騒音を低減させる方途について提案する。
【解決手段】鋼板表面における被膜のクラック総長さが10000μm2当たり20μm以下である方向性電磁鋼板に、該鋼板の圧延方向と交差する方向へ線状に導入する熱歪みによる、磁区細分化を、前記圧延方向に所定間隔の下に施して、鋼板の反りを前記圧延方向長さ500mm当たり3mm以下とする。
(もっと読む)
無方向性珪素鋼の表面粗大結晶粒の改善方法
無方向性珪素鋼の表面粗大結晶粒の改善方法であって、
(1)製錬、キャスティングステップ:成分の重量比がC:0.001〜0.005%,Si:0.1%〜1.80%,Mn:0.10%〜0.80%,P≦0.04%,Al:0.20%〜0.80%,S≦0.005%,N≦0.005%であり、残りはFeである無方向性珪素鋼になるよう、製錬とRH精錬処理を行い、液鋼をキャスティングし、成形させるステップと、
(2)熱間圧延し、鋼板を作るステップと、
(3)焼きならしステップ:焼きならし温度が800℃〜900℃で、焼きならし均熱時間が15S〜30Sで、焼きならし炉の酸素含有量が0.5%以下で、そして焼きならしされてから、鋼板の最大結晶粒と平均結晶粒のサイズの比が3以下であるように焼きならしを行なうステップと、
(4)酸洗い、冷間圧延、アニール、コーティングして無方向性珪素鋼製品を得るステップとを備える無方向性珪素鋼の表面粗大結晶粒の改善方法である。本発明は現有の条件で、熱処理工程を追加せず、そして、並行の熱加工もすることなく、無方向性珪素鋼の表面の粗大結晶粒問題を解決した。  (もっと読む)
(もっと読む)
速い繰り返しのシンクロトロンのための冷延電磁鋼板およびその製造方法
速い繰り返しのシンクロトロンのための冷延電磁鋼板およびその製造方法であって、その方法が、1)上記冷延電磁鋼板の組成が、Cが0.001〜0.003重量%、Siが0.60〜0.90重量%、Mnが0.40%〜0.70重量%、Pが≦0.04重量%、Alが0.60〜0.80重量%、Sが≦0.0035重量%、Nが≦0.003重量%、ならびに、残分がFeであり、;上記組成に基づき、溶鉱し、RH精錬、次いで液状の鋼を鋳造し半製品を形成する溶鉱および鋳造工程;2)熱間圧延する工程;3)焼きならし温度が960℃〜980℃で制御され、焼きならし時間を30〜60秒に制限する中で、焼きならしする工程;4)酸洗いするおよび冷間圧延する;5)アニール温度が850℃〜870℃で制御され、アニール時間が13〜15秒で制御されたアニールする工程;6)コーティングした後に、無配向性ケイ素鋼生成物を得る工程;を包含する。本発明の冷延電磁鋼板は、磁界強度が10エルステッド(Oe)に到達した後にゼロまで戻る場合特に、低い保磁性を有し、上記材料の保磁性がHc≦79.6A/mであり;B50≧1.75Tである高い磁束密度;およびP15/50≦4.2W/kgの低い鉄損失であり、そして歪み−アニールの後の鉄損失は、P15/50≦3.5W/kgである。 (もっと読む)
著しく鉄損が低い方向性電磁鋼板の製造方法
【課題】著しく鉄損の低い方向性電磁鋼板を、工業的規模にて、安定的に製造する方法を提供する。
【解決手段】質量%で、C:0.02〜0.10%、Si:2.5〜4.5%、Mn:0.01〜0.15%、S:0.001〜0.050%、酸可溶性Al:0.01〜0.05%、N:0.002〜0.015%、Te:0.0005〜0.10%を含有し、残部Feおよび不可避的不純物からなるスラブを、1280℃以上に加熱し、熱間圧延を施した後、熱延板焼鈍を施し、一回の冷間圧延もしくは中間焼鈍を挟む二回以上の冷間圧延を施して冷延鋼板とした後、脱炭焼鈍を施し、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布してから仕上焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、脱炭焼鈍中もしくは脱炭焼鈍に先立つ昇温過程と脱炭焼鈍の間に溝付与する、あるいは脱炭焼鈍後に溝付与した後に再結晶焼鈍する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】高価な設備を用いることなく、簡便且つ効率的に鉄損を低減し得る方向性電磁鋼板の製造方法を提供する。
【解決手段】仕上げ焼鈍を経た後、張力絶縁被膜を形成した方向性電磁鋼板表面の圧延方向と交差する方向に延びる線状の領域に、氷、ドライアイスの何れか一方または両方の粒子を衝突させることにより、前記方向性電磁鋼板表面に局所的な歪みを導入することを特徴とする、方向性電磁鋼板の製造方法。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】優れた被膜性状の方向性電磁鋼板を製造する技術を提供する。
【解決手段】mass%で、C:0.02〜0.10%、Si:2.0〜4.0%、Cu:0.002〜0.2%、SおよびSeのいずれか1種または2種を0.01〜0.08%を含有する鋼スラブを熱間圧延し、熱延板焼鈍し、中間焼鈍を挟む2回以上の冷間圧延し、脱炭焼鈍し、仕上焼鈍して方向性電磁鋼板を製造するに際し、最終冷延前の中間焼鈍加熱帯のPH2O/PH2を0.01〜0.2に制御し、均熱帯を非酸化性雰囲気とし、さらに必要に応じて酸洗および/または研削して、最終冷延前の鋼板表面の脱珪層深さを、次式;X(μm)=61.7[Cu]2−23.5[Cu]+3.2(ただし、[Cu]:地鉄中のCu含有量(mass%))で求められるX(μm)よりも深くし、かつ、鋼板表面の酸素目付量を両面当たり0.6g/m2以下に調整する。
(もっと読む)
方向性電磁鋼帯を製造する方法およびそれにより製造された方向性電磁鋼
本発明は、溶融ケイ素合金鋼材が50〜100mmの範囲で厚さを有するストランドで連続的に鋳造され、0.7〜4.0mmの範囲で厚さを有する最終熱間圧延鋼帯コイルを製造するために複数の一方向圧延スタンドで熱間圧延、次いで熱間圧延鋼帯の連続焼なまし、冷間圧延、一次再結晶と、場合により、脱炭および/または窒化を誘導するために冷間圧延鋼帯の連続焼なまし、焼なまし鋼帯の被覆、二次再結晶を誘導するために巻取り鋼帯の焼なまし、焼なまし鋼帯の連続熱平坦化焼なまし、および電気絶縁のために焼なまし鋼帯の被覆に付されることで提供される、方向性電磁鋼(GOES)帯を製造する方法と、それにより製造された製品に関する。 (もっと読む)
低鉄損高磁束密度方向性電気鋼板及びその製造方法
高炭素含有珪素鋼スラブを用いて方向性電気鋼板のゴス集合組職を向上させ、極薄圧延性とインヒビターの熱的安全性を向上させることで、極めて優れた磁気的特性を持つ低鉄損高磁束密度方向性電気鋼板及びその製造方法を提供する。本発明は、方向性電気鋼板に関し、高炭素含有珪素鋼スラブを加熱して熱間圧延した後、熱延板の焼鈍と冷間圧延を実施し、脱炭及び硝化焼鈍を実施した後、2次再結晶焼鈍を実施して方向性電気鋼板を製造する方法であって、熱延板の焼鈍と同時に脱炭を行う、低鉄損高磁束密度方向性電気鋼板の製造方法を提供する。 (もっと読む)
方向性電磁鋼板の製造方法
【課題】インヒビタを含有しない素材を用いて良好な磁気特性を有する方向性電磁鋼板を製造する方法を提案する。
【解決手段】インヒビタを含有しないSi:7.0mass%以下の鋼スラブを熱間圧延後、熱延板焼鈍し、1回の冷間圧延で最終板厚とし、または、熱間圧延後、必要に応じて熱延板焼鈍し、中間焼鈍を挟む2回以上の冷間圧延で最終板厚とし、その後、一次再結晶焼鈍と二次再結晶焼鈍を施す方向性電磁鋼板の製造方法において、上記1回の冷間圧延とした場合の熱延板焼鈍または2回以上の冷間圧延とした場合の最終冷間圧延直前の中間焼鈍が、750〜1200℃の温度で2〜300sec間保持する均熱処理と、750℃から400℃までを10〜200℃/secの平均冷却速度で冷却する急冷処理と、400℃到達後900秒以内に圧延圧下率0.2〜50%相当の歪を付与する歪付与処理とからなる方向性電磁鋼板の製造方法。
(もっと読む)
1 - 20 / 51
[ Back to top ]