
Fターム[4K042DD01]の内容
Fターム[4K042DD01]に分類される特許
1 - 20 / 51
マイクロメカニカル時計部品の熱処理方法

【課題】マイクロメカニカル時計部品の物理的特性を局部的に変化させる。
【解決手段】LIGA法によって得られる極めて低い熱慣性を示すマイクロメカニカル時計構成部品のための熱処理方法であって、その方法は、マイクロメカニカル時計構成部品の一領域を局部的に加熱することで、局部的な相変態により硬さを高めるステップを含んでおり、十分に短い時間、構成部品は加熱されることでその熱処理の影響を受けるのは局部的に加熱される領域のみであって、構成部品の非処理部分の相は変わらない。
(もっと読む)
熱間プレス成形品およびその製造方法
【課題】Zn−Fe系めっき層を形成した表面処理鋼板を用いて、熱間プレス成形するに際し、プレス成形中に、めっき層の剥離や母材の粒界割れを回避して良好な特性の熱間プレス成形品を製造するための有用な方法、およびこうした方法によって得られる熱間プレス成形品を提供する。
【解決手段】Zn−Fe系めっき層が素地鋼板表面に形成された表面処理鋼板を、熱間プレス成形法によって成形して熱間プレス成形品を製造するに当たり、前記表面処理鋼板を、素地鋼板のAc1変態点以上、950℃以下の温度に加熱し、めっき層中のFe含有量に応じためっき層の凝固点以下の温度まで表面処理鋼板を冷却した後、成形を開始する。
(もっと読む)
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品を提供する。
【解決手段】熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、マルテンサイト:80〜97面積%、残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下からなるものである。
(もっと読む)
熱間プレス部材の製造方法
【課題】従来よりもさらに靭性に優れる熱間プレス部材の製造方法を提供する。
【解決手段】C:0.15〜0.45%、Mn+Cr:0.5〜3.0%、さらにP:0.05%以下、S:0.03%以下、Si:0.5%以下、Ni:3%以下、Cu:1%以下、V:1%以下およびAl:1%以下の1種または2種以上を含有し、残部Fe及び不純物からなる化学組成を有する鋼材を、Ac3点以上(Ac3点+100℃)以下の温度域に10分間以下保持したのちに熱間プレスを施し、次いで上部臨界冷却速度以上の冷却速度でMf点まで冷却する焼入れ処理を施して引張強さを1.2GPa以上としたのちに、150℃以上200℃以下の温度域に10分間以上保持する熱処理を施すことによって、熱間プレス部材を製造する。
(もっと読む)
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品を提供する。
【解決手段】熱間プレス成形法によって鋼板を成形した熱間プレス成形品であって、金属組織が、フェライト:30〜80面積%、ベイニティックフェライト:30面積%未満(0面積%を含まない)、マルテンサイト:30面積%以下(0面積%を含まない)、残留オーステナイト:3〜20面積%からなるものである。
(もっと読む)
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品、このような熱間プレス成形品を製造するための有用な方法および熱間プレス成形用薄鋼板を提供する。
【解決手段】熱間プレス成形法によって薄鋼板を成形した熱間プレス成形品であって、金属組織が、ベイニティックフェライト:70〜97面積%、マルテンサイト:27面積%以下、および残留オーステナイト:3〜20面積%を夫々含み、残部組織:5面積%以下からなる。
(もっと読む)
ホットプレス成形方法および成形装置

【課題】加熱した鋼板をプレス成形するホットプレス技術において、生産性の向上を図ることができるホットプレス成形方法および成形装置を提供する。
【解決手段】鋼板1のホットプレスを行うに際して、鋼板1を金型(ダイ11、パンチ13)でプレス成形した後、金型間(ダイ11とパンチ13の間)で鋼板1を冷却中(下死点保持中)に鋼板1の温度を測定し、マルテンサイト変態終了温度に達した直後に、金型(ダイ11、パンチ13)を開放して鋼板1を取り出す。
(もっと読む)
焼入れ装置及び焼入れ方法
【課題】設備費を抑制しながら、ワークを焼入れする際に、該ワークを効果的に冷却することが可能な焼入れ装置を提供する。
【解決手段】歯車2(ワーク)の各歯を加熱するレーザ発振器4(加熱手段)と、歯車2を上下方向の両側から挟み込むように歯車2に接触して、該歯車2を冷却する冷却治具5、5と、を備えたので、設備費を抑えながら、歯車2の各歯を焼入れする際に、歯車2の各歯を効果的に冷却することができる。
(もっと読む)
熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板
【課題】強度と伸びのバランスを適切な範囲にコントロールでき、且つ高延性である熱間プレス成形品、このような熱間プレス成形品を製造するための有用な方法および熱間成形用薄鋼板を提供する。
【解決手段】本発明の熱間プレス成形品は、薄鋼板を熱間プレス法によって成形された熱間プレス成形品であって、金属組織が、残留オーステナイト:3〜20体積%を含むものであり、マルテンサイトまたはベイナイトが80体積%以上の金属組織を有する薄鋼板を、プレス成形金型を用いてプレス成形するに際して、前記薄鋼板をAc1変態点以上、(Ac1変態点×0.2+Ac3変態点×0.8)以下の温度に加熱した後、成形を開始し、成形中は金型内で20℃/秒以上の平均冷却速度を確保して製造する。
(もっと読む)
せん断加工部品およびその製造方法
【課題】高強度鋼板のせん断加工面の端面の表層の組織に着目して、その組織を、水素割れが生じにくい組織とすることによって、せん断加工面の端面の水素割れ性を改善したせん断加工部品およびその製造方法を提供することを課題としている。
【解決手段】鋼板にせん断加工を施してなるせん断加工部品であって、せん断加工の端面の表面から深さ方向に少なくとも30μmの範囲内の領域が、平均粒径5.0μm以下、平均アスペクト比1〜3のポリゴナルフェライトを50%以上含む組織からなるせん断加工部を、少なくとも一つ有することを特徴とするせん断加工部品。
(もっと読む)
プレス成形鋼板の製造方法およびその製造設備列
【課題】本発明は、加熱装置の密閉度を増すことにより、加熱装置内の不活性ガス雰囲気を保ち、スケールの生成を抑制することを目的とする。
【解決手段】鋼板コイルを巻戻す工程と、巻戻された鋼板の搬送ライン上で、プレス成形する工程とを有するプレス成形鋼板の製造方法であって、
前記プレス成形する工程を行う前に、巻戻された前記鋼板を不活性ガス雰囲気下で加熱する工程を行うことを特徴とするプレス成形鋼板の製造方法。
(もっと読む)
熱間プレス成形された鋼板部材および熱間プレス鋼板部材用鋼板ならびにそれらの製造方法
【課題】焼入れままで靱性が良好で、引張強さが1.8GPa以上の熱間プレス成形された鋼板部材を提供する。
【解決手段】鋼板部材は、旧オーステナイト粒径10μm以下で、自動焼戻しマルテンサイトを含む微細組織を有する。鋼板の化学組成は、C:0.26〜0.45%、Mn+Cr:0.5〜3.0%、Nb:0.02〜1.0%、3.42N+0.001≦Ti≦3.42N+0.5を満たす量のTi、さらにSi:0.5%以下、Ni:2%以下、Cu:1%以下、V:1%以下及びAl:1%以下の1種又は2種以上、場合によりB:0.01%以下、Nb:1.0%以下、Mo:1.0%以下、Ca:0.001〜0.005%の1種又は2種以上を含有する。この鋼板をAc3点以上、(Ac3点+100℃)以下の温度で5分以下保持した後で熱間プレス成形し、次いでMs点までの冷却速度が上部臨界冷却速度以上、かつMs点から150℃までの平均冷却速度が10〜500℃/秒の冷却により焼入れを行う。
(もっと読む)
切刃およびその製造方法
【課題】刃の表面に印章を提供する。
【解決手段】炭素鋼材料から形成された本体を含む刃が提供される。前記本体は刃先部と側面部とを有する。前記側面部はその上に有色酸化被膜220を有する。前記酸化被膜の選択された部分は前記下層の炭素鋼材料が露出されるように除去されて、当該酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供される。
(もっと読む)
軌道輪の製造方法、軌道輪および転がり軸受
【課題】焼入装置の製作コストを抑制しつつ、高周波焼入によって焼入硬化層を転走面に沿って全周にわたって均質に形成することが可能な軌道輪の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、0.95〜1.10%の炭素と、0.40〜0.70%の珪素と、0.90〜1.15%のマンガンと、0.90〜1.20%のクロムとを含有し、残部鉄および不純物からなる鋼から構成される成形体を準備する工程(S10)と、成形体において軌道輪の転走面となるべき環状領域の一部に面するように配置され、成形体を誘導加熱する誘導加熱部材を、環状領域の周方向に沿って相対的に回転させることにより、成形体にA1点以上の温度に加熱された環状の加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)とを備えている。
(もっと読む)
焼入れ装置
【課題】金属部品の成形および焼入れのための設備に要するコストを低減でき、酸化スケールの生成を防止できながら、高強度かつ高品質な金属部品を得ることができる、焼入れ装置を提供する。
【解決手段】クランプ機構6(下クランプ部材7および上クランプ部材8)により金属部品2が挟持され、その金属部品2の焼入れ対象部分51の両側に第1電極34の接点部41および第2電極36の接点部46が当接される。この状態で、電源43がオンされて、第1電極34および第2電極36間に金属部品2を介して電流が流される。これにより、焼入れ対象部分51にジュール熱が発生し、焼入れ対象部分51が加熱される。その後、焼入れ対象部分51に下冷却型14および上冷却型25が当接され、焼入れ対象部分51が冷却されつつ型締めされる。
(もっと読む)
熱処理硬化鋼板を用いた局部的に異種強度を有する自動車部品の製造方法
【課題】局部的に異種強度を有する自動車部品の製造方法に関するものであり、より詳しくは、局部的に異種厚を有する熱処理硬化鋼を用いた自動車部品の製造方法に関して開示する。
【解決手段】本発明は、要求される強度によって、異種厚を有する熱処理硬化鋼板または異種材質を有する熱処理硬化鋼板を用いてブランクシートを準備するブランクシート準備段階;レーザー溶接(Laser welding)を用いて前記ブランクシートを連結してブランク結合体を形成するブランク結合体形成段階;前記ブランク結合体を冷間プレス成形する冷間成形段階;及び冷間成形された部品をAC3温度以上に加熱した後、金型に拘束した状態で急冷して成形残留応力を解消し、強度を向上させる熱処理硬化段階;を含む自動車部品の製造方法を提供する。
(もっと読む)
耐食性、耐疲労性に優れた高強度焼き入れ成形体
【課題】亜鉛系めっき鋼材にて、焼き入れ後の成形品の耐食性を冷間成型品と同等以上とした、耐食性と耐疲労性に優れた高強度焼き入れ成形体を提供する。
【解決手段】亜鉛めっき系鋼材をホットスタンプのため加熱し、成形して焼き入れした高強度焼き入れ成形体であって、焼き入れ後の成形体鋼材表面に、Znを主成分としてFeが下記測定方法で9質量%以上、30質量%以下の亜鉛めっき層が、30g/m2以上形成されていることを特徴とする。なお亜鉛めっき層中のFe濃度測定方法は、NH4Cl:150g/lの水溶液中で4mA/cm2で飽和カロメル電極を参照電極として定電流電解により−800mVvs.SCE以下に大きく変化する点でのГ層までを電解し電解液をICPによりFe、Znの量、組成比を測定する方法である。
(もっと読む)
熱間プレス方法、および成形品の製造方法
【課題】良好な形状で高強度の部品を効率よく製造することが可能な熱間プレス方法を提供する。
【解決手段】質量%にて、Cを0.08%以上0.45%以下、MnおよびCrの合計が0.5%以上3.0%以下、残部がC、Mn、Cr以外の任意の添加物、Fe、および不可避的不純物である化学成分からなり、Ac3点以上の温度に加熱された鋼板をAr3点以上のプレス開始温度から金型にてプレス成形する方法であって、鋼板を金型の下死点にて拘束しながら鋼板の臨界冷却速度以上の冷却速度で200℃以上(Ms−120)℃以下の温度にまで冷却し、次いで、鋼板を金型から取り出し、金型による下死点での拘束終了からの鋼板の温度降下量が15℃以上となる前に金型とは異なる手段で拘束を開始し、200℃未満の温度にまで冷却する過程を含むことを特徴とする。
(もっと読む)
表面特性に優れた熱間プレス用亜鉛めっき鋼板並びにこれを利用した熱間プレス成形部品及びその製造方法
本発明の一側面は表面から深さ1μm以内に、酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層を含む素地鋼板と、上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層上に形成されたAlを30重量%以上含むAl濃化層と、上記Al濃化層上に形成された亜鉛めっき層を含み、上記表面拡散層と上記Al濃化層の間には平均厚さが150nm以下の焼鈍酸化物が不連続的に分布し、上記素地鋼板の表面から深さ1μm以内に上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の含量が0.1重量%以上である表面特性に優れた熱間プレス用亜鉛めっき鋼板を提供することで、焼鈍前に酸素親和力の少ない金属を有効な厚さにコーティングし、鋼板表面に焼鈍酸化物が生成することを抑制して均一な亜鉛めっき層を形成し、プレス加工熱処理時に亜鉛めっき層の合金化が促進されて亜鉛めっき層の溶融温度が短時間内に上昇することで、めっき層の劣化を防止することができ、熱間プレス成形後に形成された内部酸化物の発生を最小化することができる。
また、本発明の他の一側面によると、熱間プレス加熱時にめっき層の表面に亜鉛めっき層の劣化を防止することができる酸化物層を形成させ、めっき層内のZn、Fe及び金属の3元相を形成させて亜鉛めっき層を安定的に保持することができ、表面状態を良好に確保してリン酸塩処理性に優れ、別途のリン酸塩処理をしなくても電着塗装時に塗装性及び途膜密着性を確保することができ、熱間プレス成形時に素地鋼板にクラックが発生することを防止して加工性を向上させることができる。 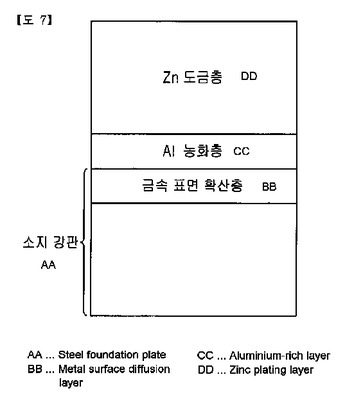 (もっと読む)
(もっと読む)
メッキ鋼材の熱間プレス成形方法及びこれを用いた熱間プレス成形品
本発明は、メッキ鋼材を用いた熱間プレス成形の際に、ブランクに適正な熱処理条件を付与してメッキ層揮発及び酸化スケールの発生を抑制し、且つ2次加熱時に温度の差を付与して異なる強度と物性を確保することができる熱間プレス成形方法に関し、上記メッキ鋼材全体を1次加熱し維持する段階と、上記維持後、メッキ鋼材の全体又は一部をさらに急速加熱する2次加熱段階と、上記2次加熱されたメッキ鋼材を熱間プレス成形し冷却する段階と、を含むメッキ鋼材の熱間プレス成形方法及びこれを用いた熱間プレス成形品に関する。  (もっと読む)
(もっと読む)
1 - 20 / 51
[ Back to top ]