
Fターム[4K043EA04]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の態様 (390) | 連続処理 (377) | 被熱処理物を非コイル状で搬送 (295)
Fターム[4K043EA04]の下位に属するFターム
Fターム[4K043EA04]に分類される特許
41 - 60 / 72
酸化膜厚計測方法及びその装置
【課題】直火加熱炉入側での溶剤の塗布量と、直火加熱炉出側での鋼板表面の酸化膜厚とを計測することが可能であり、且つ、高精度な計測を実施することができる鋼板表面の酸化膜厚計測方法及びその装置を得る。
【解決手段】直火加熱炉の入側で、鋼板1に赤外光を照射し、その反射光の強度を測定し、直火加熱炉の出側で、鋼板1から自発放射される放射光の強度を測定し、鋼板1に赤外光を照射し、鋼板1から自発放射される放射光と、照射した光の反射光とが合成された反射・放射光の強度を測定し、反射光の強度と、反射光の強度が測定された鋼板1の同位置の放射光の強度及び反射・放射光の強度とに基づき、鋼板1の表面に生成される鉄系酸化物の膜厚d及び鋼板1に塗布された溶剤の塗布量Wの少なくとも1つを求めるものである。
(もっと読む)
圧延材の冷却制御方法及び圧延装置

【課題】中間温度の実績値と目標値との間に差が生じたとしても、冷却手段における冷却速度を当初の設定値(一定値)に略一致させ、且つ圧延材の巻き取り温度を目標値に一致又は近づける。
【解決手段】中間温度計20での実績値を基に、予め設定され且つ一定値を有する冷却速度を満たしつつ圧延材5の巻き取り温度が目標値に一致又は近づくように、前記中間温度計20より下流側に位置する冷却バンクの開バルブ本数を変更する。
(もっと読む)
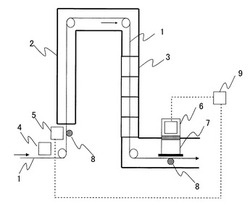
連続熱処理設備の張力制御方法
【課題】連続熱処理設備でストリップの張力を制御する。
【解決手段】熱処理炉10と、この熱処理炉10内に設けられ且つ駆動モータ12によって回転される複数のハースロール11とを備えた連続熱処理設備2を用いて、ストリップ3の熱処理をするに際し、熱処理炉10内のストリップ3を通板させつつストリップ3の張力を制御する連続熱処理設備の張力制御方法であって、ストリップ3の張力が所定値になるように、駆動モータ12の駆動時の界磁電流を調整する。
(もっと読む)
高力鋼のストリップを熱浸漬亜鉛メッキの目的のために連続的に焼なまし及び下準備するための方法
【課題】 高力鋼のストリップを液体金属の浴中で熱浸漬被覆する目的のためにそれを連続的に焼なまし及び下準備するための方法を提供する。
【解決手段】 鋼ストリップは少なくとも二つのセクション内で処理され、それらは、ストリップの進行方向で考えると連続して加熱及び温度維持セクションと冷却及び移動セクションを含み、加熱及び温度維持セクション内でストリップは加熱され、次いで酸化性雰囲気で所定の焼なまし温度に維持され、冷却及び移動セクション内で焼なましされたストリップは還元性雰囲気で少なくとも冷却されかつ先行セクション内で形成された酸化物層内に存在する酸化鉄の完全な還元を受ける。このとき酸化性雰囲気は還元性雰囲気から分離され、制御された酸素含有量が加熱及び温度維持セクション内で50〜1000ppmに維持され、かつ制御された水素含有量が冷却及び移動セクション内で4%未満、好ましくは0.5%未満の値に維持される。
(もっと読む)
ガスクッション型ノズル
【課題】走行する鋼帯の非接触支持部あるいはガスシール部で鋼帯の両面が交互に幅方向に弓形に変形するフラッタリング等のバタツキを抑えることができるガスクッション型ノズルを提供すること。
【解決手段】走行する鋼帯1の両面側に対向配置した一対の受圧板2に設けたノズル3より噴射するガスにより静圧を発生させ、鋼帯1を非接触支持あるいはガスシールするガスクッション型ノズルNにおいて、一対の受圧板2,2の中心を、鋼帯1の幅方向中央より鋼帯1の幅方向に互いに反対方向にずらして配置することにより、鋼帯1の両面側に発生させる静圧の鋼帯幅方向分布の頂点を、鋼帯1の幅方向中央より鋼帯1の幅方向に互いに反対方向にずらす。
(もっと読む)
酸素−燃料バーナーを備えた連続熱処理炉内における鋼帯の熱処理方法
鋼製品、特に鋼帯又は鋼板を、少なくとも1つのバーナーが設けられたブースターゾーン(6、7、8)内で開始温度から目標温度に導く熱処理方法。バーナーは、燃料、特に燃料ガスと21%を超える酸素含有量の酸素含有ガスとで運転される(酸素燃料バーナー)。鋼製品はバーナーによって生じた炎と直接接触し、炎中の空気比λは開始温度及び/又は目標温度の関数として設定される。バーナーは、炎が鋼製品をその全周に亘り搬送方向を横切って取り囲むように調節される。従って、鋼製品は正確に制御された酸化度合で均一に加熱される。  (もっと読む)
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造装置ならびに高強度合金化溶融亜鉛めっき鋼板の製造方法
【課題】本発明は、めっき性が良好で耐食性に優れた高Siを含有する高強度溶融亜鉛めっき鋼板およびその製造装置ならびに高強度合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】Si:0.4〜2.0質量%を含む高強度鋼板に連続溶融亜鉛めっきを施す際に、鋼板を予熱し、次いで、直火還元炉で直火還元バーナーの空気比を0.6以上0.9未満とした還元雰囲気で鋼板を還元し、その後、水素還元を行う間接加熱炉で水分圧と水素分圧の対数log(PH2O/PH2)が下式(1)を満たす雰囲気で鋼板を還元し、間接加熱炉からめっき設備入側のスナウト部まで間では下式(2)を満たす雰囲気として還元及び冷却を行い、連続溶融亜鉛めっきを施す高強度溶融亜鉛めっき鋼板の製造方法。また、溶融亜鉛めっき後に合金化処理を行う。
−1.6≦log(PH2O/PH2)≦−0.5 ・・・ (1)
log(PH2O/PH2)≦−1.5 ・・・ (2)
(もっと読む)
鋼板の制御冷却装置および冷却方法
【課題】 厚鋼板の制御冷却において鋼板全長にわたり板反りがない均一冷却を行う鋼板冷却方法を提供する。
【解決手段】 熱間圧延を行った後、高温状態にある鋼板を複数組の上下水切りロールで圧延後の高温の鋼板を拘束しながら搬送し、鋼板上下面から冷却する方法において、多数のノズル孔を有し、空気および水の2流体を個別に、または同時に噴霧する冷却用ノズルを用いて鋼板を冷却する方法であって、供給する水が低水量または低水圧である場合には、冷却装置先端に到達する流路に浸入しうる空気を排除して安定した噴霧パターンを得ることを特徴とする鋼板の冷却方法である。また上記方法を実施するための装置は、空気の供給系を有する外側ヘッダーとこのヘッダーの空気噴射面に多数整列配置された空気噴射ノズルと、冷却水の供給系を有する内側ヘッダーとヘッダーの冷却水噴射面に多数整列配置された冷却水噴射ノズルから構成される鋼板冷却装置。
(もっと読む)
連続焼鈍炉における板温制御方法及び装置
【課題】ストリップ蛇行の発生を抑制して歩留を向上させることができるようにする。
【解決手段】過時効帯における将来の板厚及び板幅情報を用いて、板接触部及び板非接触部のロール温度、ストリップ温度、炉内雰囲気温度を予測して計算する予測計算手段と、前記予測計算手段の計算結果に基づいて前記ロールの板接触部及び板非接触部、ストリップ及び炉内雰囲気を加熱装置により加熱する加熱制御手段とを設け、過時効帯における将来の温度推移を予測して、ロール幅方向温度差について評価し、定常・非定常に関係なくロール幅方向温度差が生じないようにする。
(もっと読む)
鋼帯の製造方法
【課題】鋼帯冷却開始温度が高い場合であっても、酸化物生成を抑制する作用が優れ、かつ冷却時の温度ムラによる鋼帯形状の劣化を防止できる鋼帯の製造方法を提供する。
【解決手段】加熱処理工程と、加熱処理後に冷却する冷却工程を含む鋼帯の製造方法において、前記冷却工程は、アスコルビン酸化合物、またはさらにオキシカルボン酸を含む液体をスプレーにより噴射し、鋼帯を冷却する。前記液体中のアスコルビン酸化合物の含有量は、質量比で0.1%以上2%以下である。前記液体中のオキシカルボン酸の含有量は、質量比で0.1%以上3%以下である。
(もっと読む)
連続熱処理設備の速度制御方法、装置、及びコンピュータプログラム
【課題】 制約条件に基づくネック速度スケジュールを考慮しつつ、厳密性を保ちながら、板温変化量と通板の中央速度との相関の最適化を図る。
【解決手段】 各熱処理炉200、300、400での制約条件に基づいて、現在からストリップ100がx[m]進行する間のネック速度スケジュールを作成するネック速度スケジュール作成部2と、ネック速度スケジュールをベースにして、中央速度の上限値及びネック速度スケジュールに対するバイアス値を考慮した上で、予め用意された複数パターンの速度変更タイミング及び速度変更レートに基づいて速度スケジュールを作成し、それぞれの速度スケジュールについて加熱炉200の出側板温の応答性をシミュレーションにより予測する加熱炉シミュレータ3と、加熱炉200の出側板温の応答性及び速度変更レートを要素として含む評価関数を使用して速度変更タイミング及び速度変更レートを決定する中央速度探索部4とを備える。
(もっと読む)
酸化鉄層を含まない鉄線
【課題】 メッキやビニール被覆包装等の防錆処理を施すことなく、優れた耐食性を有する鉄線を安価に提供する。
【解決手段】 引張強度が280〜400Mpaの鉄線において、鉄線表面の酸化鉄層の厚さが0.5〜0μmであることを特徴とする鉄線であり、該鉄線は表面処理が施されていることが好ましく、表面処理は酸化防止剤の塗布が好ましい。更に前記鉄線の製造方法は、無酸化物雰囲気中で焼鈍することを特徴とするであり、前記無酸化物雰囲気は窒素ガス及び/又は水素ガス雰囲気下であることが好ましい。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】無酸化炉−還元炉方式の溶融めっき設備で発生する不めっきや合金化のばらつき,それに起因する外観不良などを合金化の昇温速度や合金化温度到達後の冷却速度を制御することを目的としている。
【解決手段】
無酸化炉−還元炉方式の溶融亜鉛めっき設備を用いて鋼板を焼鈍した後,該鋼板を大気に接触させることなく,溶融亜鉛めっきを主体とする溶融金属中を通板せしめ,次いで加熱合金化する合金化溶融亜鉛めっき鋼板の製造方法において,無酸化炉内の酸素濃度を体積%で1%以下,還元炉の酸素濃度を体積ppmで100ppm以下,還元炉の水素濃度を体積%で5%以上とし,溶融めっき後の加熱合金化を,誘導加熱装置にて板温昇温速度70℃/s以下で加熱合金化した後,温度を保持することなく,該加熱合金化温度から5℃/s〜30℃/sの冷却速度で板温が400℃以下に到達するまでガス冷却することを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
(もっと読む)
鋼帯の通電加熱方法
【課題】溶接点で鋼帯の断面積が変化する場合であっても溶融金属浴に浸入する最終到達板温を板破断とメッキ剥離が発生しない一定範囲に収めることができるうえ、溶接点の前後で通電カットを行う場合であっても鋼帯の最終到達板温を確保することができる鋼帯の通電加熱方法の提供。
【解決手段】鋼帯の断面積が異なる先行材と後行材とを繋ぐ溶接点が通電加熱範囲内を通過する際に、溶接点が通電ロールを通過してから加熱電流設定値切替点までの切替距離L2が下記A式を満足するように加熱電流の切替を行う鋼帯の通電加熱方法。 L2=L1× (1-t)×(Ja')2/((1-t)×(Ja')2+(1+t)×(Jb')2)・・・A
ここに、L2:通電ロールから加熱電流設定値切替点までの切替距離L1:通電加熱範囲における加熱長,Ja:先行材の設定電流密度,Jb:後行材の設定電流密度,a:先行材の断面積,b:後行材の断面積,Ja’=Jb×b/a,Jb’=Ja×a/b,t:定数
(もっと読む)
連続雰囲気焼鈍炉出入口のシール方法及びシール設備
【課題】 連続雰囲気焼鈍炉でストリップを焼鈍するための連続雰囲気焼鈍
炉出入口のフェルトシールによるストリップ表面の疵付きを防止する連続雰囲
気焼鈍炉出入口のシール方法及びシール設備の提供。
【解決手段】 連続雰囲気焼鈍炉出入口に配置されて鋼板(1)を挟み込む
一対のシールロール(11、21)を回転する工程を有し、該シールロール(
11、21)の回転速度を、その表面に巻回されたシール材(10)の周速度
が鋼板(1)の走行速度に対して0.002%〜5%となる様に設定されてい
る。
(もっと読む)
極細研磨用線の製造方法
【課題】 線クセが少なくて取り扱い性に優れるとともに、エッチングの前後で線クセが殆ど変化しない、ほぼストレート形状の真直性に優れた極細研磨用線を、安定して供給できるようにする。
【解決手段】 ピアノ線を熱処理後に伸線し、徐々に線径を小さくして、最終伸線で所要線径(0.010〜0.050mm)のワイヤとする。そして、最終伸線加工後の線材を、不活性ガス雰囲気にて、ストレート形状を保持する張力を付加し、300〜500℃の温度で低温焼鈍処理する。
(もっと読む)
移動する金属ストリップを冷却するための方法およびプラント
本発明は、連続的に移動する金属ストリップ2を冷却するための方法に関し、ストリップ2が、円弧を形成するように主冷却ローラ10に接触させられ、円弧の内側の曲線が、前記ローラの外面と共に、ローラの内部に向かってストリップ内の熱の一部を除去するための接触区域を画定し、ストリップ2が、ストリップの外側の曲線に作用する加圧ローラ14により、主冷却ローラ10に接触して保持され、加圧ローラ14は、弾性的に変形可能な熱容量性の媒体から作成され、ストリップ2から加圧ローラ14に伝達された熱が、第2の冷却手段16によって取り除かれる。 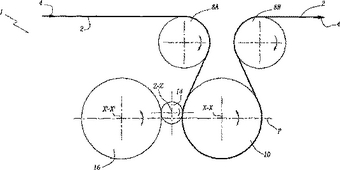 (もっと読む)
(もっと読む)
連続熱処理設備の冷却帯における鋼帯の冷却方法及び冷却装置
【課題】連続熱処理設備の冷却帯において、冷却効率の良い冷却速度を確保するとともに、酸化膜の生成を抑制する鋼帯の冷却方法及び冷却装置を提供する。
【解決手段】鋼帯1を連続的に通板させて熱処理する連続熱処理設備の冷却帯4にて脱気装置24により冷却水中の溶存酸素量を低減させた脱気水を使用して水冷却装置または気水冷却装置18により鋼帯を水冷却または気水冷却する連続熱処理設備の冷却帯における鋼帯の冷却方法。水冷却装置または気水冷却装置18の下流に水冷却または気水冷却した鋼帯に水素含有ガス吹き付け冷却装置25により水素含有ガスを吹き付けてもよい。
(もっと読む)
鋼帯の冷却装置
【課題】高冷却速度を得るためにノズル先端部から鋼帯迄の距離を近づけても安全な鋼帯の冷却装置を提供すること。
【解決手段】冷却箱3の表面に複数の突出ノズル4を配置し、この突出ノズル4から冷媒を噴出させて走行する鋼帯12を冷却する鋼帯の冷却装置2において、突出ノズル4を可撓性材料で形成する。
(もっと読む)
電磁誘導による金属帯材の加熱装置
帯材の長手方向を横切って帯材の一領域を取り囲む少なくとも一つの誘導コイル(B)を有する、電磁誘導によって金属帯材(A)を加熱する装置。コイル(B)は、その平均面(P)が、帯材の長手方向(D)と直交する、少なくとも一つの単巻き(1)を有する。  (もっと読む)
(もっと読む)
41 - 60 / 72
[ Back to top ]