
Fターム[4K043EA04]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の態様 (390) | 連続処理 (377) | 被熱処理物を非コイル状で搬送 (295)
Fターム[4K043EA04]の下位に属するFターム
Fターム[4K043EA04]に分類される特許
21 - 40 / 72
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
各種高強度鋼の生産に適するフレキシブルな薄い帯鋼処理ラインにおいて、アンコイリング及び洗浄、加熱、均熱、徐冷、ジェット冷却、水焼入れ冷却、酸洗、再加熱、オーバーエージング、最終冷却、テンパー、フィニッシュ、塗油及び巻取りというステーションが順次に設けられ、アンコイリング及び洗浄ステーション、酸洗ステーション、再加熱ステーションのそれぞれに接続通路を介して接続される電気めっきステーションと、溶融亜鉛めっき炉のノーズを介して再加熱ステーションに接続され、接続通路を介してめっき後の冷却と最終冷却ステーションに接続される溶融亜鉛めっき及びめっき層合金化焼鈍しステーションと、電気めっきステーション、テンパーステーション、フィニッシュステーションのそれぞれに接続通路を介して接続されるパッシベーション及び他の後処理のステーションと、をさらに備え、前記の再加熱ステーションは、移動可能なバイパスを介してオーバーエージングステーションに連通される。本発明によれば、普通の冷延板、溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産及び電気Zn、Niめっき板の生産、特に超高強度レベルの冷延板、電気亜鉛めっき板と溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。 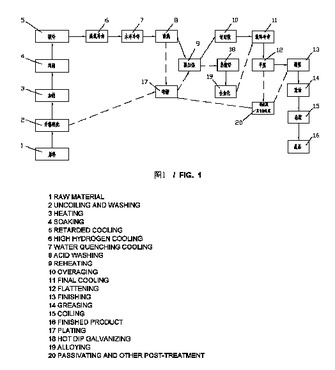 (もっと読む)
(もっと読む)
鋼線材の熱処理方法

【課題】線径の異なる鋼線材に適用しても、異常組織の生成を抑制し、鋼線材の表面から中心に亘ってパーライトの均質な組織にすることができる鋼線材の熱処理方法を提供する。
【解決手段】質量%で、C:0.4〜1.1%を含有する鋼線材をストランド方式で連続的にパーライト変態させる鋼線材の熱処理方法は、鋼線材を850℃以上1050℃以下の温度に加熱してオーステナイト化するオーステナイト化工程と、オーステナイト化した鋼線材をA3点以上A3点+70℃以下、或いは、Acm点以上Acm点+70℃以下の温度に冷却し、その温度域で中間保持する中間保持工程と、中間保持後の鋼線材を540℃以上700℃以下の変態温度に冷却・保持し、パーライト変態させるパーライト化工程とを備える。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】めっき前鋼板表面のスケール残存に起因して合金化処理後のめっき表面が不均一になるのを防止し、塗装後も表面の均一性に優れた合金化溶融亜鉛めっき鋼板を製造できるようにする
【解決手段】母材鋼板を還元焼鈍した後、溶融亜鉛めっきし、さらに合金化処理を行う合金化溶融亜鉛めっき鋼板の製造方法において、母材鋼板の表面酸素量Yを150mg/m2以下に規定し、還元焼鈍する前に、前記母材鋼板を加熱して母材鋼板表面の酸素付着量Xが25〜500mg/m2の範囲内で、かつXとYが(1)式を満足するように母材鋼板を酸化する処理を行い、引き続き還元処理する。Y×2.5≦X(1)
(もっと読む)
化成処理性に優れた高Si冷延鋼板の製造方法
【課題】Siを0.6%以上含有しても、良好な化成処理性を有する高Si冷延鋼板の製造方法を提供する。
【解決手段】C:0.05〜0.3質量%、Si:0.6〜3質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.05質量%以下、Al:0.01〜1質量%、N:0.01質量%以下を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する冷延鋼板を連続焼鈍する際に、昇温時に鋼板温度が少なくとも550℃以上で空気比0.95以上の直火バーナを用いて鋼板を加熱し、鋼板温度が650℃を超えるまで昇温し、その後、露点−25℃以下の、1〜10体積%H2+残部N2ガス雰囲気の炉で均熱焼鈍する。
(もっと読む)
シールロール及びシールロール装置

【課題】繊維の飛散や摩耗を低減し、加工精度も確保しながら、シール性能を良好にすることができるシールロール及びシールロール装置を提供する。
【解決手段】水平型や縦型の連続式炉などの出入り口部に対向配置され、連続熱処理される材料を両面から挟着するシールロール1において、軸芯3の回りに、繊維層4が形成され、繊維層4に、軸芯3方向に適宜間隔をおいて形成される環状の溝部6、及び、隣り合うこれら溝部で挟んで、弾性変形可能に形成される環状のブロック部5を備える。
(もっと読む)
熱間圧延棒線の直接焼入方法
【課題】 炭素鋼のコイル状棒線を高強度化するため熱間圧延後直接焼入する。
【解決手段】 仕上げ圧延後の赤熱棒線をレイング式巻取機によって垂直らせんリング列に成形し、直接冷水槽中の集積台上に落下させる。集積台はリング列中心軸と偏心して水平回転させ且つ集積高さに対応して下降させ且つ集積部位を水面直下としているので水中で正確な幾何的ルーズコイルが形成される。冷水槽は上層部で遠心放射状の流れを形成していて集積されたリングは直ちに且つ均等に急冷され焼入がなされる。
(もっと読む)
Si含有鋼板の製造方法
【課題】Siを0.05質量%以上含むSi含有鋼板1を加熱・均熱帯2と気水冷却または水冷却による急冷を行う冷却帯3を通過させて連続焼鈍した後、酸洗設備5で酸洗し、電気めっき設備6でNiまたはNi合金の薄めっきを施すことからなるSi含有鋼板の製造方法において顕著に見られる黄変を防止する。
【解決手段】電気めっき後の鋼板1に、黄変防止処理設備7において、(A)分子量160以下の低分子量カルボン酸およびその塩、ならびに(B)キレート剤系ホスホン酸およびその塩から選ばれた1種または2種以上を合計500〜30000mg/L含有する黄変防止処理液と接触させることにより黄変防止処理を施す。
(もっと読む)
ハースロール
【課題】合金元素として多量のマンガン(Mn)を含有する高張力鋼板を搬送する場合であっても、ハースロールのロール周面に形成されたジルコニア皮膜が破壊されないようにする。
【解決手段】酸化イットリウム(Y2 O3 )で安定化された又は部分安定化されたジルコニア(ZrO2 )粉末を溶射することにより、酸素含有率〔O〕(単位:質量%)とイットリウム含有率〔Y〕(単位:質量%)との関係が下記の(1)式を満たす皮膜を形成する。
〔O〕≧−0.06〔Y〕+26‥‥(1)
(もっと読む)
炉温制御装置及び炉温制御方法
【課題】炉温変更に対して高い応答性を得ることができる炉温制御装置及び炉温制御方法を提供すること。
【解決手段】炉の雰囲気ガスの循環経路として、昇温用熱交換器4aを備えた昇温用循環経路3aと降温用熱交換器4bを備えた降温用循環経路3bとをそれぞれ独立して設けると共に、昇温用循環経路3aから炉内への雰囲気ガス導入口5aと降温用循環経路3bから炉内への雰囲気ガス導入口5bとをそれぞれ独立して設け、各雰囲気ガス導入口5a,5bの近傍に開閉弁6a,6bを設け、さらに昇温用循環経路3a及び降温用循環経路3bに、雰囲気ガスを雰囲気ガス導入口5a,5bから炉内に導入することなく循環経路内で循環させるためのリターン経路7a,7bを設けた。
(もっと読む)
ステンレス鋼帯板の冷却において平坦度を制御する方法および装置
本発明は、仕上げラインにおける焼きなまし後の冷却に関連して、ステンレス鋼帯板の平坦度を制御する方法および装置に関する。帯板(1)は、まず、少なくとも1つの冷却媒体を帯板の移動方向に対して横断するように配設した少なくとも1つの群の供給機器(5、6)を介して、帯板(1)の全幅に対して供給して、帯板の移動方向(2)にて冷却し、冷却媒体の量は、平坦度用に帯板の所望の温度に関して記録された所定のデータを用いて調節し、次に、帯板の温度を測定して(8)、温度測定後に、温度の測定値が所定の温度値と異なる場合、少なくとも1つの冷却媒体を、帯板移動方向(2)を横断するように配設した少なくとも1つの群の供給機器(9)を介して供給する更なる冷却段階を実行してから、複数の制御ユニット(12)を含んで帯板移動方向(2)を横断するように配設する制御機器(11)を使用して平坦度を制御する。  (もっと読む)
(もっと読む)
時効析出型合金ストリップの熱処理方法
【課題】従来のストリップと比較し、引張強度に優れ、良好なストリップ形状を有し、幅方向の特性差の小さいストリップを得ることができる、厚さ0.5mm以下の時効析出型合金ストリップの熱処理方法を提供すること。
【解決手段】厚さ0.5mm以下の時効析出型合金ストリップに対して、前記ストリップの最高到達温度をT(℃)、前記ストリップを構成する時効析出型合金の融点をTm(℃)としたとき、前記ストリップをT/Tm=0.75〜0.95を満たす条件で加熱する加熱処理工程と、前記加熱処理工程により加熱された前記ストリップを冷却する冷却処理工程とを含む熱処理方法を実施する。
(もっと読む)
キュリー点を有する鋼帯の連続焼鈍方法および連続焼鈍設備
【課題】キュリー点を有する鋼帯を長手方向に均一に焼鈍することができる、鋼帯の連続焼鈍方法及び連続焼鈍設備を提供する。
【解決手段】加熱帯、均熱帯、冷却帯からなる連続焼鈍設備での、キュリー点(Tc)を有する鋼帯のTcを超える焼鈍温度での連続焼鈍方法において、前記加熱帯での加熱処理を3領域に区分し、第1加熱帯では、ガス加熱による輻射加熱手段及び/又は電気ヒータによる輻射加熱手段により、鋼帯をTc−50℃未満まで加熱し、続く第2加熱帯では、該加熱鋼帯を、ソレノイドコイル式高周波誘導加熱手段により、Tc−30℃乃至Tc−5℃の領域まで加熱し、最後の第3加熱帯では、該加熱鋼帯を、ガス加熱による輻射加熱手段及び/又は電気ヒータによる輻射加熱手段により、Tcを超える処理目標温度まで加熱する。
(もっと読む)
連続処理ラインにおけるライン速度制御システム、方法、及びコンピュータプログラム
【課題】オペレータの意図を反映させたライン速度スケジュールを自動的に作成できるようにする。
【解決手段】コイル別上限速度計算処理部22では、各々のコイルについて、連続処理ライン上の制約に応じた各種上限速度を計算し、その結果を出力してライン速度スケジュール作成処理部23に渡す。この場合に、区間を指定しての上限速度のオペレータ入力がなされており、そのオペレータ入力を適用する要因に合致している場合は、オペレータ入力された上限速度を上限速度V4とする。ライン速度スケジュール作成処理部23では、コイル別上限速度計算処理部22によって得られた各々の上限速度について、それが適用されるライン上での位置の範囲を求め、その結果に基づいてライン速度スケジュールを作成する。
(もっと読む)
長さ方向において厚さが変化する鋼ストリップを焼きなましする方法
本発明は、少なくとも厚肉部及び薄肉部を備えることで長さ方向において厚さが変化する鋼ストリップを焼きなましする方法であって、ストリップが冷間圧延されて厚肉部及び薄肉部を形成しており、一つの厚肉部及び一つの薄肉部が数メートル以下の長さを有する方法に関する。本発明によれば、焼きなましが連続焼きなましにより行われる。 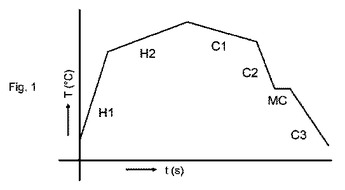 (もっと読む)
(もっと読む)
金属ストリップの連続処理設備における操業支援装置、操業支援方法、コンピュータプログラム、及びコンピュータ読み取り可能な記録媒体
【課題】金属ストリップを連続処理設備にて処理する以前の時点で測定された形状指標に基づいて、当該ストリップの蛇行量と生産障害につながる危険率を推定し、予め操業オペレータに提示することで、必要以上に処理能力を損なうことなく可及的に高い生産性を可能にする。
【解決手段】伸び率差等の金属ストリップ形状指標を測定して、幅方向座標の関数で重み付けを行い、更にその左右差を評価する演算を実行して重み付き形状指標左右差を算出する(ステップS203)。重み付き形状指標左右差の統計量から蛇行量を推定するモデルを作成し(ステップS206)、このモデルを用いてストリップが生産障害を発生させる危険率を推定し(ステップS207)、操業オペレータに提示する(ステップS210)。
(もっと読む)
金属板の誘導加熱装置
【課題】薄い金属板であっても、磁性、非磁性を問わず加熱ができ、かつ板端部の過加熱を抑制できる誘導加熱装置を提供する。
【解決手段】周回する誘導コイルの内側を通過する金属板を誘導加熱する装置であって、金属板の表面側と裏面側の誘導コイルを構成する導体を、それぞれ前記金属板へ垂直投影した際の垂直投影像において、前記表面側と裏面側の導体同士が、前記金属板の長手方向に対して互いに重ならないように、前記導体同士をずらして配置するとともに、前記金属板の両端部とその両外側に位置する前記導体との間に、それぞれ磁性体コアを設けたことを特徴とする。
(もっと読む)
ロッドまたはワイヤ製造システム、それに関連する方法、およびそれに関連する製品
冷却ユニット、冷却ユニットを含む加熱−冷却作業、ロッドまたはワイヤ製造システム、ロッドまたはワイヤを製造する方法、ロッドまたはワイヤの熱処理の方法、金属を処理する方法、スチールロッドまたはスチールワイヤおよび向上した引張強度を有する処理金属が開示される。冷却ユニットは、少なくとも1つの適応可能焼入れ区域および少なくとも1つの適応可能浸漬区域を含む。少なくとも1つの適応可能焼入れ区域は浸漬温度に焼入れ可能である。少なくとも1つの適応可能浸漬区域は実質的に浸漬温度を維持することが可能である。  (もっと読む)
(もっと読む)
搬送ロールおよび連続焼鈍炉用ハースロール
【課題】鋼板の通板時に問題となるスリップ、蛇行、ゴミ付き、ビルドアップを同時に解決することができる搬送ロールおよび連続焼鈍炉用ハースロールを提供する。
【解決手段】表面に溶射被膜を有する鋼板製造用搬送ロールであって、前記溶射被膜がセラミック成分含有率80vol%以下のサーメットまたは耐熱合金からなり、該溶射被膜上に、溶射金属、Cr、Si、Zr、Alのいずれか1種類または2種類以上からなる酸化物層を有し、該酸化物層の表面をJISB0633に準拠してカットオフ値を初期値に設定して測定した粗さパラメータRと、カットオフ値を前記初期値の1/10に設定して測定した粗さパラメータR′との比R/R′が4以上であることを特徴とする搬送ロールおよび連続焼鈍炉用ハースロール。
(もっと読む)
熱処理炉における金属材の制御方法
本発明は、連続運転される熱処理炉に収容され本質的に水平方向に進行する被熱処理金属材(1)を、冷却(3)の際、金属材の支持用要素(6)の間に配置された領域の箇所で浮遊させる金属材の制御方法に関するものである。金属材(1)の軌道を測定装置(11)によって測定し、得られた測定結果に基づき、金属材(1)は制御された冷却剤の噴射を受けて、金属材(1)の軌道が、少なくとも金属材の支持用要素の間に位置する領域において、軌道に沿って取り付けられ冷却剤を搬送するための装置(8)の間を進むようにする。  (もっと読む)
(もっと読む)
21 - 40 / 72
[ Back to top ]