
Fターム[4K043HA04]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の付随処理(設備も含む) (177) | 表面処理 (137) | 表面被覆処理(一時的被覆も含む) (104) | メッキ (79)
Fターム[4K043HA04]に分類される特許
1 - 20 / 79
耐デラミネーション特性に優れた極細鋼線とその製造方法
【課題】パーライト組織を有する高炭素鋼線材を冷間伸線加工して得られた、引張強度が3000MPa以上であり、線径が50〜380μmの概円形断面を有する極細鋼線において、耐デラミネーション特性をさらに向上させる。
【解決手段】極細鋼線の表面に銅めっきまたはブラスめっきを有し、極細鋼線の横断面の鋼線と前記めっきの境界線が、基本となる鋼線横断面の慨円形形状よりも内側に突起状に入り込んだ突起部が形成されており、その突起部の深さが1.0μm以下であり、前記めっきの突起部内に存在するき裂について、その長さの最大値が0.8μm以下であるとともにき裂の進展方向と鋼線横断面の半径方向とのなす角が35°以上であるようにする。
(もっと読む)
ハースロール
【課題】合金元素として多量のMnを含有する高張力鋼板を製造するための焼鈍炉などで長期間使用されても、ロール面に形成されるジルコニア皮膜が破壊され難く、長期間の使用に耐え得るハースロールを提供する。
【解決手段】ロール基材の胴周表面に、溶射により複数層の皮膜を形成したハースロールであって、ロール基材の胴周表面に、下層側から順に、MCrAlX合金(但し、MはCo、Ni、Feの中から選ばれる1種以上、XはY、Hf、Si、Taの中から選ばれる1種以上)からなる第1層皮膜と、安定化剤としてCeO2を15〜30mass%含有する安定化ジルコニアからなる若しくは該安定化ジルコニアを主体とするセラミックスからなる第2層皮膜と、安定化剤としてCeO2を30〜40mass%含有する安定化ジルコニアからなる若しくは該安定化ジルコニアを主体とするセラミックスからなる最表層皮膜を有する。
(もっと読む)
めっき鋼板の製造方法

【課題】非金属介在物の存在が確認された鋼板についてブリスター発生を抑制し得る、めっき鋼板の製造方法を提供する。
【解決手段】溶鋼を鋳造して鋳片を得る工程と、上記鋳片に熱間圧延を施して熱延鋼板を得る工程と、上記熱延鋼板を、非金属介在物を検出する介在物センサが出側に配置された冷間圧延ラインに通板させて、冷間圧延を施して冷延鋼板を得る工程と、上記冷延鋼板を、水素ガスを含む還元性ガスが供給された焼鈍炉と溶融めっき浴とを有する溶融めっきラインに通板させて、上記焼鈍炉で焼鈍した後に上記溶融めっき浴に浸漬させてめっきを施す工程と、を備え、上記介在物センサによる非金属介在物の検出量があらかじめ設定した値以上であった場合には、上記焼鈍炉での上記冷延鋼板の在炉時間を、予め定められている時間よりも短くする、めっき鋼板の製造方法。
(もっと読む)
鋼帯の連続焼鈍方法、溶融亜鉛めっき方法
【課題】焼鈍時に鋼中のSi、Mn等の易酸化性元素が鋼帯表面に濃化して易酸化性元素の酸化物が形成するのを防止する。
【解決手段】加熱帯、均熱帯及び冷却帯を備え、炉内ガスの一部を炉外に設けたリファイナに導入して露点を低下し、露点を低下したガスを炉内に戻す縦型焼鈍炉を用い、均熱帯と冷却帯の連結部を炉上部に配置し、均熱帯と冷却帯の連結部近傍の冷却帯及び均熱帯上部にリファイナに導入する炉内ガスの吸引口を設け、均熱帯と冷却帯の連結部及び均熱帯下部にリファイナから戻るがスの吐出口を設け、均熱帯と冷却帯の連結部近傍の冷却帯の吸引ガス量Qo1、均熱帯上部の吸引ガス量Qo2、均熱帯と冷却帯の連結部の吐出ガス量Qi1、均熱帯下部の吐出ガス量Qi2、冷却帯以降の雰囲気ガスの供給量Qf1、均熱帯の雰囲気ガスの供給量Qf2、均熱帯内容積Vs、均熱帯平均炉温Tsが0.3×Qf1<Qo1等の関係を満たすようにする。
(もっと読む)
連続焼鈍炉の炉内雰囲気調整方法
【課題】従来の方法では、炉内の水分除去が不十分で、露点を目標の−45℃以下とするのに長時間を要するため、容易に低露点雰囲気とならしめる炉内雰囲気改善法を提供する。
【解決手段】炉内雰囲気ガスから一部取り出したガスをリファイナー7で脱湿した後、再び炉内12へ供給する、連続焼鈍炉3の雰囲気調整方法において、前記取り出したガスを前記リファイナーに通した後、熱交換器6にてガス温度を400〜600℃にする昇温を行った上で、焼鈍炉壁10から炉壁耐火物11内部を経由させて炉内へ供給する。
(もっと読む)
ゴム物品補強用鋼線の製造方法並びにゴム物品補強用スチールコード及び空気入りタイヤ
【課題】高炭素鋼の線材を用いてスチールワイヤを製造する際に、最終伸線工程に工夫を加えることにより、高強度でかつ延性にも優れるスチールワイヤを得ることのできるゴム補強用鋼線の製造方法を提供する。
【解決手段】めっき処理後の高炭素鋼線に湿式伸線による最終伸線を行うゴム物品補強用鋼線の製造方法において、湿式伸線を太線の伸線機で行い、この最終伸線の中段以降で、鋼線の減面率を順次に減少させて鋼線の伸線加工時の温度上昇を抑制する。
(もっと読む)
鋼板の連続焼鈍方法および溶融亜鉛めっき鋼板の製造方法
【課題】ピックアップ欠陥発生、炉壁損傷の問題の少ない低露点の雰囲気を安定して得ることができ、鋼中のSi、Mn等の易酸化性元素が焼鈍時に鋼板表面に濃化してSi、Mn等の易酸化性元素の酸化物が形成されるのを防止し、Si等の易酸化性元素を含有する鋼板の焼鈍に適した鋼板の連続焼鈍方法を提供する。
【解決手段】連続焼鈍炉において、鋼板温度が600℃以上である温度域の雰囲気ガスを、Cを1質量%以上含有する固形物と接触させ、雰囲気ガス中の水分と固形物中のCを反応させて雰囲気ガスの露点を低下させることを特徴とする鋼板の連続焼鈍方法。
(もっと読む)
焼鈍炉及び焼鈍炉における冷却方法
【課題】ガスジェット冷却方式により金属帯を冷却する際の冷却能力を向上させることのできる焼鈍炉を提供すること。
【解決手段】連続的に搬送される金属帯3を炉体10の冷却帯15で冷却する焼鈍炉1において、冷却帯15において冷媒ガスを吹き付けて金属帯3を冷却するガスジェット冷却装置21と、炉体10において冷却帯15を含む範囲S1の入側及び出側に設けられたシール手段31と、冷却帯15を含む範囲S1内を加圧するための加圧手段41とを備えることを特徴とする。これにより、冷却のために用いられる冷媒ガスも加圧されてその密度が増大するので、その分、単位時間当たりに吹き付けられる冷媒ガス重量が増大し、冷媒ガスによる冷却能力を向上させることができる。
(もっと読む)
ケーブル用導体の熱処理方法
【課題】少なくとも導体の走行線速を150m/分とすることを可能とし、導体の軟化および伸び特性を低下させることなく錫メッキ層が粗くならないケーブル用導体の熱処理方法と熱処理装置を提供する。
【解決手段】錫メッキされた銅の導体1に第1と第2の給電シープ間6a,6bで通電することにより錫メッキの融点以上まで加熱し、次いで、冷却装置4の冷却水5に浸して冷却するケーブル用導体の熱処理で、導体の線速を150m/分以上とし、下流側に位置する第2の給電シープ6bを冷却水中に配する。そして、導体1の横断面の周囲長さが1.47mm〜1.80mmで冷却水温度を28〜30℃、導体の横断面の周囲長さが0.67mm〜0.70mmで冷却水温度を38〜40℃とし、導体の冷却を第2の給電シーブに達する前に開始する。
(もっと読む)
鋼帯の連続処理ラインにおける蛇行制御装置及び蛇行制御方法
【課題】上流側の蛇行抑制手段で蛇行異常を検出したときに、下流側の蛇行抑制手段で最適なストリップの通過制御を行う。
【解決手段】ストリップ2の終端に次のストリップ2の前端を溶接して連続して処理を行う鋼帯の連続処理ラインに当該ストリップの蛇行を抑制する複数の蛇行抑制手段5A〜5D及び各蛇行抑制手段の蛇行量を検出する蛇行検出手段が配置され、前記蛇行検出手段で溶接点通過時に蛇行異常状態が検出されたか否かに応じて下流側の蛇行抑制手段5B〜5Dの制御態様を変更する蛇行抑制制御手段32が設けられ、前記蛇行抑制制御手段32は、前記蛇行異常状態でない正常時には下流側の蛇行抑制手段5B〜5Dでの溶接点通過時の蛇行抑制制御を許容し、前記蛇行異常状態であるときには、下流側の蛇行抑制手段5B〜5Dでの溶接部通過時の蛇行抑制制御を中断させる。
(もっと読む)
金属ストリップの連続焼鈍炉
【課題】無駄に排出されている不活性ガスを利用して直接加熱帯から間接加熱帯への燃焼ガスの侵入を確実に防止する。
【解決手段】リファイナ3には、精製された雰囲気ガスを乾燥させるドライヤ35A,35Bを設けるとともに、当該ドライヤ35A,35Bを再生するための不活性ガスを供給するガス供給管44を設け、連続焼鈍炉の直接加熱帯12と間接加熱帯13との間にガスカーテンを形成するガス噴射ノズル2を設けるとともに、ドライヤ35A,35Bを再生した後の不活性ガスをガス噴射ノズル2に供給するガス供給管41を設け、ドライヤ35A,35Bは並列に一対設けられて、一方のドライヤと他方のドライヤの使用状態と再生状態が交互に切り替えられ、再生状態となったドライヤに供給された不活性ガスがガス噴射ノズル2に供給されるようになっている。
(もっと読む)
鋼帯の連続熱処理炉及びその操業方法
【課題】本発明は、連続熱処理炉の加熱効率を低下せずに、通板中の鋼帯からスケールがハースロール上に転写、焼付くのを防止可能な鋼帯の連続熱処理炉及びその操業方法を提供することを目的としている。
【解決手段】鋼帯をガスバーナで加熱する直火炉及びラジアントチューブで加熱する輻射炉で構成した加熱帯内に、該鋼帯を支持する複数個のハースロールを配設した連続熱処理炉を改良した。具体的には、前記ハースロールに非水冷方式及び水冷方式を採用すると共に、スケールの発生領域のみに、水冷方式のハースロールを配置するようにし、且つ該ハースロールの表面温度をFe酸化物の焼結温度未満に制御するようにした。
(もっと読む)
鋼帯搬送ロール表面の異物除去方法
【課題】 鋼帯の連続処理ラインに配置されている複数の搬送ロールに設けられているドクターブレードの圧下、開放を搬送ロール全体で制御して異物除去を行ない、鋼帯の品質不良部を減少させる搬送ロール表面の異物除去方法の提供。
【解決手段】 溶融亜鉛めっきライン、電気めっきライン、連続焼鈍ラインや塗装ライン等の鋼帯を連続的に処理するラインに設けられている複数の搬送ロールに付着した金属粉や埃等の異物を除去するために、各搬送ロールに設けたドクターブレードの圧下・開放動作およびドクターブレードの刃先及びその近辺に溜まっている掻き落とした異物を除去するための吸引装置の吸引動作を搬送中の鋼帯のトラッキングに連動させて制御することを特徴とする搬送ロール表面の異物除去方法。
(もっと読む)
ハースロールおよびその製造方法
【課題】優れた耐熱衝撃性を維持しながら、Mn酸化物との反応による変態を抑制できる新規なハースロールおよびその製造方法を提供する。
【解決手段】ロール材10の胴周面にセラミック溶射皮膜20を有するハースロール100であって、前記セラミック溶射皮膜20は、イットリア(Y2O3)を固溶させ部分安定化したジルコニア(ZrO2)の粉末を溶射し、その表面にイットリア(Y2O3)を含浸させてなる。このようなセラミック溶射皮膜を備えることによって優れた耐熱衝撃性を維持しながら、Mn酸化物との反応による変態を抑制することができる。
(もっと読む)
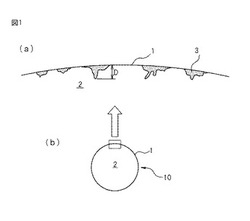
薄くポリマーコーティングされたマルテンサイト系ワイヤ
マルテンサイト、焼戻しマルテンサイト、ベイナイトまたはソルバイト構造を有する細長い鋼製エレメント(12)は、細長い鋼製エレメント(14)のすぐ上に厚さ20μm未満のポリマーコーティング(16)が施されている。摩擦係数および耐蝕性は、両方ともに、より低いコストのポリマーコーティングによって改善されている。 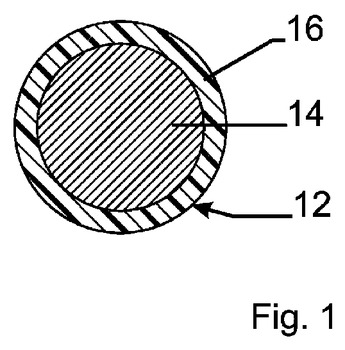 (もっと読む)
(もっと読む)
連続焼鈍及び溶融メッキ兼用設備
【課題】デフレクターロールの配置自由度が高く、ケーシング及びスナウトの内面に付着したメッキ用金属の除去作業も容易に行える連続焼鈍及び溶融メッキ兼用設備を提供する。
【解決手段】連続焼鈍及び溶融メッキ兼用設備10は、連続焼鈍炉11の後段にスナウト19を介して溶融メッキポット20が配置されている。連続焼鈍炉11の出口11aには、筒状の第一のケーシング13の前端面13aが接続され、第一のケーシング13の後端面13bには、後端部14bが封止された第二のケーシング14が軸支部15を介して回動可能に連結されている。第一のケーシング13内の後端側にはターンダウンロール23が配置され、第二のケーシング14の後端部14bの下部には、斜め下方に延びるスナウト19の入口19aが接合されており、連続焼鈍炉11の出口11aとターンダウンロール23との間には、シール装置12が設けられている。
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
各種高強度鋼の生産に適するフレキシブルな薄い帯鋼処理ラインにおいて、アンコイリング及び洗浄、加熱、均熱、徐冷、ジェット冷却、水焼入れ冷却、酸洗、再加熱、オーバーエージング、最終冷却、テンパー、フィニッシュ、塗油及び巻取りというステーションが順次に設けられ、アンコイリング及び洗浄ステーション、酸洗ステーション、再加熱ステーションのそれぞれに接続通路を介して接続される電気めっきステーションと、溶融亜鉛めっき炉のノーズを介して再加熱ステーションに接続され、接続通路を介してめっき後の冷却と最終冷却ステーションに接続される溶融亜鉛めっき及びめっき層合金化焼鈍しステーションと、電気めっきステーション、テンパーステーション、フィニッシュステーションのそれぞれに接続通路を介して接続されるパッシベーション及び他の後処理のステーションと、をさらに備え、前記の再加熱ステーションは、移動可能なバイパスを介してオーバーエージングステーションに連通される。本発明によれば、普通の冷延板、溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産及び電気Zn、Niめっき板の生産、特に超高強度レベルの冷延板、電気亜鉛めっき板と溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。 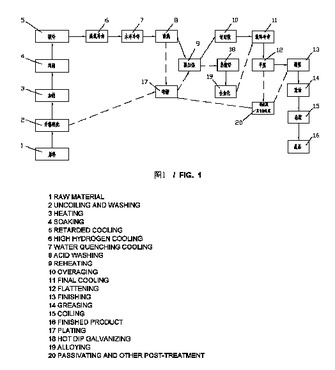 (もっと読む)
(もっと読む)
鋼板の焼鈍装置、これを含むメッキ鋼板の製造装置及びそれを用いたメッキ鋼板の製造方法
1以上のセクションを含め、前記1以上のセクションに非還元性雰囲気または弱還元性雰囲気のガスが充填された焼鈍装置及び前記焼鈍装置が含まれるメッキ鋼板の製造装置及びこの装置を介してメッキ鋼板を製造する方法が提供される。
追加的な酸化―還元熱処理工程や高価の合金元素を多量に含まなくても既存の焼鈍設備及び熱処理サイクルを用いて溶融メッキ鋼板に対するメッキ性、合金化性、耐ピックアップ性、メッキ密着性、耐剥離性(Anti−flaking)、耐クレーター(Anti−crater)、耐アッシュ性(Anti−ash)などのメッキ品質を大幅向上させることができる。また、優秀な品質を経済的で容易に確保することができて、その用度が多様で費用節減の側面から効果的である。 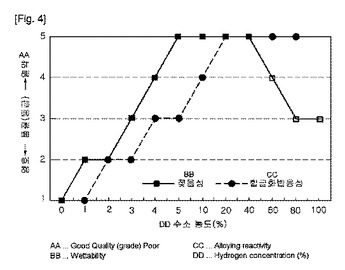 (もっと読む)
(もっと読む)
ばね用Niめっき鋼線およびその製造方法
【課題】耐熱性を向上させ、かつ、耐食性を付与した鋼線、特にばね用鋼線、およびその製造方法を提供する。
【解決手段】ばね用Niめっき鋼線は、重量%で、C:0.5〜0.8%、Si:1.2〜2.5%、Mn:0.5〜1.5%、Cr:0.05〜1.5%を含み、残部がFeおよび不可避的不純物からなり、表面に、厚さが2μm以上であるNiめっき層が形成されている。ばね用Niめっき鋼線は、さらにVおよびNiの一方もしくは両方を含んでもよく、その場合、これらの含有量はそれぞれ、V:0.05〜0.25%およびNi:0.05〜1.5%である。
(もっと読む)
1 - 20 / 79
[ Back to top ]