
Fターム[4L045CB10]の内容
Fターム[4L045CB10]の下位に属するFターム
ブロック状 (19)
異なる面積の吐出孔含有 (10)
Fターム[4L045CB10]に分類される特許
61 - 77 / 77
複合電気紡糸装置、これを用いて製造された複合ナノ繊維不織布及び複合ナノ繊維フィラメント
本発明は、ナノ水準の繊度を有する繊維(ナノ繊維)を製造するための複合電気紡糸装置及びこれを用いて製造されたナノ繊維に関するものである。本発明による複合電気紡糸装置は、紡糸溶液主タンク(1);計量ポンプ(2);ノズルブロック(4);上記ノズルブロックに設置されたノズル(5);上記ノズルブロックから紡糸される繊維などを集積するコレクター(7);及びノズルブロック(4)とコレクター(7)に電圧を印加するための電圧発生裝置(9)から構成される電気紡糸裝置において、[I]上記ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列され、[II]上記紡糸溶液主タンク(1)が2個以上であり、[III]上記紡糸溶液主タンク(1)と上記ノズルブロック(4)の間に紡糸溶液ドロップ装置(3)が設けられていることを特徴とする。本発明は、2種以上の紡糸溶液を複合的に同時に電気紡糸することができるので、不織布及びフィラメントの物性(特性)を簡単な工程によって容易に管理可能であり、繊維形成効果が極大化になって、ナノ繊維及びその不織布を大量生産することができる。 (もっと読む)
糸条冷却装置
【課題】 単糸繊度の小さなハイマルチのマルチフィラメント糸に対して、繊度斑を抑制することによって糸揺れが少ない紡糸を可能とする糸条冷却装置を提供する。
【解決手段】 各熱可塑性合成フィラメントの単糸繊度が0.1〜1.0デシテックスである90〜300本の衣料用マルチフィラメント糸(2)を紡出するための紡糸孔が2重又は3重の多重同心円上に穿設された一枚の紡糸口金(1)と、該紡糸口金(1)の直下に設けた紡出糸条(2)を徐冷するための徐冷手段(3)と、該徐冷手段(3)の直下に設けられ且つ冷却風によって紡出糸条(2)を冷却する糸条冷却装置(4)とを少なくとも備えた溶融紡糸装置であって、前記糸条冷却装置が紡出糸条(2)を囲繞するように紡出糸条(2)の最外周側から最内周側へ向かって冷却風を放射状に発生させる円筒状の冷却風吹出装置(4)を備えたことを特徴とする糸条冷却装置とする。
(もっと読む)
糸条冷却装置

【課題】 紡出糸条の冷却時に生じる冷却不良、冷却斑、糸揺れなどの要因に起因する繊度斑や単糸切れなどの従来技術が有する諸問題を解消して、繊度斑が生じない高品質の糸条を安定に溶融紡糸できる糸条冷却装置を提供する。
【解決手段】 熱可塑性ポリマーを吐出する紡糸孔群が多重同心円上に穿設された紡糸口金から紡出されたマルチフィラメント糸を該紡糸口金下で徐冷する徐冷領域の直下に設けられ、かつ前記紡糸孔群から紡出されて円周状に多重配列されて下流側へ走行するマルチフィラメント糸に対して最外周列側から最内周列側へ放射状に冷却風を吹き出す円筒状の冷却風吹出手段と、該冷却風吹出手段の最上流側吹出部から吹き出される冷却風の速度を該最上流側吹出部より下流側の吹出部から吹き出される冷却風の風速よりも低速に制御する風速制御手段とを備えたことを特徴とする糸条冷却装置とする。
(もっと読む)
ポリエステル繊維とポリトリメチレンテレフタレート系繊維との混用品
【課題】 ソフトでしなやかな風合を有し、発色性、同色性が良好で、染色バッチごとの色のバラツキが少なく、色の再現性の高い染色物が得られ、染色堅牢度性能に優れたポリエステル繊維とポリトリメチレンテレフタレート系繊維との混用品を提供する。
【解決手段】 ポリエチレンテレフタレートに分子量300〜2000のポリエチレングリコールを3〜6重量%共重合したポリエステルで、90重量%以上がエチレンテレフタレート繰り返し単位からなるポリエチレンテレフタレートからなり、単糸デシテックスが1.4以下で、測定周波数110Hzにおける力学的損失正接(tanδ)が最大を示す温度(Tmax)が85℃以上105℃以下であるポリエステル繊維とポリトリメチレンテレフタレート系繊維との混用品。
(もっと読む)
ポリエステル繊維とポリアミド繊維との混用品
【課題】ソフトでしなやかな風合を有し、発色性、同色性が良好で、染色バッチごとの色のバラツキが少なく、色の再現性の高い染色物が得られ、染色堅牢度性能に優れたポリエステル繊維とポリアミド繊維との混用品を提供する。
【解決手段】ポリエチレンテレフタレートに分子量300〜2000のポリエチレングリコールを3〜6重量%共重合したポリエステルで、90重量%以上がエチレンテレフタレート繰り返し単位からなるポリエチレンテレフタレートからなり、単糸デシテックスが1.4以下で、測定周波数110Hzにおける力学的損失正接(tanδ)が最大を示す温度(Tmax)が85℃以上105℃以下であるポリエステル繊維とポリアミド繊維との混用品。
(もっと読む)
混繊糸からなる織編物
【課題】 ドライ風合いと優れたドレープ性、ふくらみ感およびパール調なミルキー感を有する高発色性と防透け性、UVカット効果を有する混繊糸からなる織編物及びその製造方法の提供。
【解決手段】 0.1〜6モル%の5−スルホイソフタル酸金属塩と0.1〜5重量%の重量平均分子量200〜6000のポリエチレングリコールを共重合し、アンチモンを含まないか原子換算の含有量が30ppm以下、更に酸化チタン粒子を1〜2重量%含有したポリエステルからなる2種類以上の異なる断面形状のポリエステルマルチフィラメント糸であって、一方が凹部を有しない断面形状のフィラメント糸、他方が3〜8個の凹部を有する断面形状のフィラメント糸であり、それぞれの断面形状のフィラメント糸がランダムな状態で混繊しており、さらに色調L値が90〜95、残留伸度が36〜50%であることを特徴とする混繊糸からなる織編物。
(もっと読む)
紡糸口金および極細繊維の製造方法
【課題】極細繊維を安定して製造することができる紡糸口金。
【解決手段】下記特性を有する紡糸口金(1)口金外径が75〜125mm、(2)ポリマー導入孔が円周状に2〜6列配列、(3)口金中心とポリマー導入孔の中心とを結ぶ線を半径として、その最大値の2倍で定義されるD2(mm)と口金の外径D1(mm)との関係が、 0.6×D1≦D2≦0.85×D1(4)前記ポリマー導入孔の列間隔L(mm)と導入孔径D3(mm)との関係が、 1.3×D3≦L≦6×D3(5)1つのポリマー導入孔に対して吐出孔が2〜8孔(6)1つのポリマー導入孔に穿孔された吐出孔を1つの群として、ポリマー導入孔の中心と吐出孔の中心とを結ぶ線を半径として、その最大値の2倍で定義されるD4(mm)とポリマー導入孔径D3(mm)との比、 D4/D3=0.5〜0.9(7)吐出孔総数120〜600孔(8)1つの群内の吐出孔が口金半径方向に並ばない
(もっと読む)
溶融紡糸口金
【課題】繊度斑及び単糸切れを生ずることなく、合成繊維を低コストで安定して生産可能な溶融紡糸口金を提供する。
【解決手段】複数の吐出孔を千鳥格子直線配列した吐出孔群を複数列有する溶融紡糸口金において、前記吐出孔群の間隔L1を下記(1)〜(4)のようにしたことを特徴とする溶融紡糸口金。 (1)1口金から2群の糸条を紡糸する場合 20≦L1(mm) (2)1口金から3群の糸条を紡糸する場合 12≦L1≦18(mm) (3)1口金から4群の糸条を紡糸する場合 11≦L1≦15(mm) (4)1口金から6群の糸条を紡糸する場合 11≦L1≦13(mm)
(もっと読む)
糸条の製造方法および装置
【課題】口金から吐出された線状ポリマーを集束ガイドで集束した後に巻き取る糸条のの製造方法及び装置において、線状ポリマーの糸道安定化に顕著な効果を発揮する糸条の製造方法と製造装置を提供すること。
【解決手段】ループに沿って配置された口金孔を持つ溶融紡糸口金より吐出された線状ポリマー群に対して、ループの外側から内向きへの張力、線状ポリマー群の中心側からループの外側への張力を順次付与し、集束ガイドにて糸条を集束した後、第1ゴデロール、第2ゴデロールを等経由してワインダーで糸条を巻き取る。
(もっと読む)
混繊複合繊維およびその繊維を用いてなる織編物
【課題】 ドライ風合いを得ることができると共に、すぐれたドレープ性、ふくらみ感を有し、さらに制電性を兼ね備えた混繊複合繊維およびその繊維を用いてなる織編物を提供する。
【解決手段】 親水性の高いポリマーを制電剤として特定量含有する2種以上の異なる断面形状のポリエステルフィラメント糸であって、一方が凹部を有しない断面形状のフィラメント糸、他方が3〜8個の凹部を有する断面形状のフィラメント糸であり、それぞれのフィラメント糸がランダムな状態で混繊している混繊繊維であり、比抵抗、繊維表面状態を同時に満足する混繊複合繊維、およびその混繊複合繊維からなる、バイレック法による吸水特性が30mm以上、滴下法による拡散速度が10秒以下である織編物。
(もっと読む)
クッションシート及びその製造方法
【課題】製造スピードを高めることができて、生産性を向上させることができるとともに、良好な滑り性、触感及び通気性を確保することができるクッションシート及びその製造方法を提供する。
【解決手段】クッションシート本体12の表面に溶融状態の繊維状合成樹脂13を布引するように接着硬化させることにより、低摩擦層14を形成する。繊維状合成樹脂13の太さは、10〜600μmの範囲内で設定する。繊維状合成樹脂13の接着量は、クッションシート本体12の1平方メートル当たり5〜100gの範囲内、好ましくは10〜40gの範囲内で設定する。
(もっと読む)
ガラス繊維の製造方法及び製造装置
底部(11)と、該底部(11)の外周縁より上方に延出し多数の細孔(9)が形成されている周壁(8)と、該周壁(8)の上端より内方に延出する環状フランジ(25)とよりなる、垂直な回転軸(7)周りに高速回転可能な有底中空円筒状の回転体(4)を高速回転させ、該回転体(4)の底部(11)に、溶融ガラス(10)を落下し、回転体(4)の高速回転により生ずる遠心力により、前記細孔(9)を通して、前記溶融ガラス(10)を噴出させて、溶融ガラスをフィラメントとし、ガラス繊維を製造する、ガラス繊維製造方法において、前記周壁(8)の内面(8A)から、前記環状フランジ(25)の内縁(31)よりも少なくとも10mm以上大きく離れており、該内面(8A)から75mm以下離れており、かつ、底部(11)の壁が肉厚である位置(26)に、前記溶融ガラス(10)を落下させる。また、前記回転体(4)の底部(11)が、平円板状の底壁(30)と、該周壁(30)の周りに配置され、外方に向かって上方に傾斜する傾斜壁(29)とよりなり、該傾斜壁(29)の厚さ(k)は、前記底壁(30)との接続部分において最も厚く、周壁(8)に向かって漸減する。  (もっと読む)
(もっと読む)
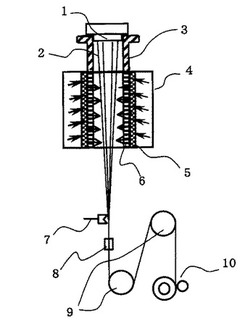
ナノ繊維からなる連続状フィラメントの製造方法
本発明は、ナノ繊維からなる連続状フィラメントの製造方法に関するものであって、高分子紡糸溶液を高電圧が印加されているノズル(5)を通して、(I)長さ方向に沿って一定の幅(u)と深さ(h)を有する溝らが一定間隔に形成されているエンドレスベルト(endless belt)形態の非導電体板(7a)と、(II)前記非導電体板の溝に挿入されている導電体版(7b)とから構成され、高電圧が印加されているコレクター(7)の上に電気紡糸してリボン形態のナノ繊維ウェブを製造し、前記ナノ繊維ウェブをコレクター(7)から分離してから、集束、延伸及び巻き取りすることを特徴とする。
また、本発明は、別途の紡績工程を行わなくても、電気紡糸方式によって簡単で連続的な工程でナノ繊維からなる連続状フィラメント(糸)を大量に製造することができる。
また、本発明は、ナノ繊維などを繊維の軸方向によく配向させることにより、集束性と延伸性を向上させることができる。したがって、もっと優秀な機械的物性を有するナノ繊維の連続状フィラメントを製造することができる。
(もっと読む)
紡糸プレート
【解決手段】本発明は、ジオテキスタイルを製造するために、溶融紡糸した繊維を製造するための紡糸プレートに関する。 (もっと読む)
多数の合成フィラメントを溶融紡糸し、冷却するための方法及び装置
本発明は、多数の合成フィラメントを溶融紡糸し、冷却するための装置に関する。この場合、フィラメントはまず環状の装置内で、紡糸ノズル(1)により押し出され、次いで送風ディフューザ(12)に沿って案内され、この送風ディフューザの周面から半径方向に流出する周面空気流により冷却される。本発明によれば、フィラメントは凝固のために、周面空気流による冷却の前に、付加的な冷却空気流(7)による前冷却を施される。この前冷却空気流(7)は、紡糸ノズル(1)と送風ディフューザ(12)との間に配置された冷却手段(6)により生ぜしめられる。  (もっと読む)
(もっと読む)
異形断面を有するポリマーフィラメント
本発明は、少なくとも一部が180度対称軸を持った断面ジグザグまたは二つの「W」形状を有するフィラメントから形成されたマルチフィラメント糸に関する。フィラメントは、一般に約0.1〜約4.0の範囲のフィラメント当たりデニールを有する。該フィラメントで形成された糸から製造された布は、高い水分吸上げ、ソフトな手触り、および絹のような光沢のある外観を有する。 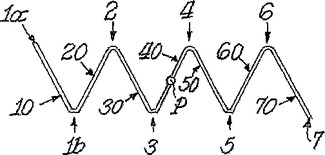 (もっと読む)
(もっと読む)
ステープルファイバーおよびその製造方法
ポリ(トリメチレンテレフタレート)のステープルファイバーの製造方法は、未延伸糸(1)を浸漬タンク(2)に供給し、ロール(3、4)によって進め、水中で濡らす工程を含む。濡らされた未延伸糸(1)はロール(5、6、7、8、10)によって浸漬タンク(9)での第1延伸段階に進められ、浸漬タンク(9)の水中でロール(10、11)間で部分延伸される。次に糸(1’)は、ロール(10)より速い速度で駆動されるロール(11、12、13、14、15、16)によって部分延伸される。部分延伸糸(1’’)は次に水スプレージェット(17)によって再び濡らされ、ロール(16)より速い速度で駆動されるロール(18、19、20、21)およびフィルムガイダー(22、23)によってさらに延伸される。ニップロール(5’、8’、14’、22’、25’)が糸滑りを最小限にするために用いられる。第2延伸後に、仕上剤噴霧器(24)が延伸糸(1’’’)に希薄仕上剤を塗布し、糸は次にフィルムガイダー(25、26)によって進められ、かつ、張力下に維持され、駆動される捲縮機ニップロール(26’)によってスタッファーボックス捲縮機(27)中へ進められ、捲縮機でそれはスチーム(28)の適用によって捲縮され、熱固定される。捲縮糸(1’’’’)は次に従来のベルトドライヤー(29)を通って弛緩状態で進められ、ロータリーカッター(30)でカットされ、貯蔵および輸送のために梱包される(31)。 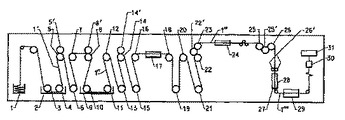 (もっと読む)
(もっと読む)
61 - 77 / 77
[ Back to top ]