
Fターム[5E313DD31]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 部品連による供給 (1,714)
Fターム[5E313DD31]の下位に属するFターム
部品連カセットの取扱 (169)
部品連からの取付部品の分離 (552)
空テープ、引剥テープの取扱 (165)
Fターム[5E313DD31]に分類される特許
81 - 100 / 828
部品実装システム及び部品実装方法
【課題】基板に反りや歪み等の変形が生じている場合であっても印刷検査作業の目的を十分な精度で達成することができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
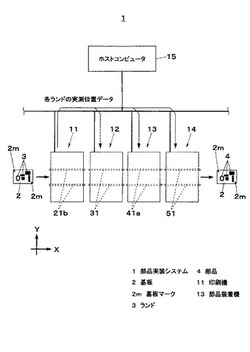
【解決手段】印刷機11は、ランド撮像カメラ25により、基板2上に設けられた基板マーク2m及び各ランド3を撮像し、基板マーク2mの位置を基準とした各ランド3の実測位置データを作成して、そのデータを下流工程側の印刷検査機12に送信する。印刷機11は基板マーク2m及び各ランド3を撮像した後、基板2上の各ランド3にペーストPtの印刷を施し、部品装着機13はそのランド3に部品4を装着する。印刷検査機12は、印刷機11がペーストPtの印刷を施した基板2に対し、印刷機11が作成した各ランド3の実測位置データから求められる基板2上の各ランド3の位置に対してペーストPtがどれだけずれて印刷されているかの検査を行う。
(もっと読む)
対基板作業機

【課題】対基板作業機において、作業に関する情報を迅速にオペレータに報知することを課題とする。
【解決手段】1対の搬送装置32,34と1対の対基板作業実行装置50,52とを備え、1対の対基板作業実行装置の各々が、1対の搬送装置の各々に保持された回路基板に対して、独立して作業を行う独立作業モードと、1対の対基板作業実行装置が、1対の搬送装置のいずれかに保持された回路基板に対して、協調して作業を行う協調作業モードとが選択的に実現可能な対基板作業機において、独立作業モードでは、1対の表示装置の各々に、1対の対基板作業実行装置の各々が行う作業に関する個別の情報を表示(142)し、協調作業モードでは、1対の表示装置に、1対の対基板作業実行装置が協調して行う作業に関する情報を表示(138)するように構成する。このように構成すれば、いずれのモードにおいても、情報を迅速にオペレータに報知することが可能となる。
(もっと読む)
基板生産システム
【課題】第1および第2のリフローを搬送レーンの基板搬送方向の中間位置に並設することにより、ライン長を短縮できる基板生産システムを提供する。
【解決手段】デュアルコンベアの搬送方向の中間位置に配設され、第1および第2の搬送レーンを搬送される基板Bをそれぞれリフロー処理する第1および第2のリフロー25、26と、第1のリフローの直前の前段に配設され、第1の搬送レーンを搬送される基板に対して部品を実装する第1の部品実装装置23と、第2のリフローの直前の前段に配設され、第2の搬送レーンを搬送される基板に対して部品を実装する第2の部品実装装置28と、第1のリフローの直後の後段に配設され、第1の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実施する第1の付帯作業装置27と、第2のリフローの直後の後段に配設され、第2の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実行する第2の付帯作業装置24とを有する。
(もっと読む)
部品実装機
【課題】部品実装機の稼働中に、いずれかのフィーダが部品切れ又は異常になったときに予備フィーダに切り替えて部品実装を継続する場合の生産性を向上できるようにする。
【解決手段】部品実装機の稼働中に、いずれかのフィーダ23が部品切れ又は異常になったときに、それ以降にコンベア13により搬入する回路基板12の停止位置を、部品切れ又は異常のフィーダ23と同じ部品を供給する予備フィーダ24の位置に応じて変更する。具体的には、予備フィーダ24から供給される部品の吸着位置と回路基板12上の部品装着位置との間の装着ヘッド33の移動時間(移動距離)が最短となるように回路基板12の停止位置を変更する。
(もっと読む)
部品実装ラインの生産管理装置及び生産管理方法
【課題】1つの部品実装ラインで複数の生産ジョブを実行する場合におけるトータルラインサイクルタイムが短くなるように部品実装ラインのバランスを最適化する。
【解決手段】各生産ジョブ毎に複数の実装機12のうちのボトルネック実装機のサイクルタイムと実装関連機のサイクルタイムをそれぞれ設定し、各生産ジョブ毎にボトルネック実装機のサイクルタイムと実装関連機のサイクルタイムとを比較して長い方のサイクルタイムを各生産ジョブのラインサイクルタイムとすると共に、これら複数の生産ジョブのラインサイクルタイムを合計して、複数の生産ジョブの実質的な合計生産時間であるトータルラインサイクルタイムを求め、このトータルラインサイクルタイムが短くなるように複数の実装機12のフィーダ16の一部を実装機12間で入れ替えて各生産ジョブの部品実装順序を変更することで、各生産ジョブのボトルネック実装機のサイクルタイムを最適化する。
(もっと読む)
画像処理装置および電子部品実装機
【課題】画像から簡単にはんだ部を抽出可能な画像処理装置および電子部品実装機を提供する。
【解決手段】画像処理装置6は、基板の撮像エリアに照明光を照射する照明部61と、照明光が照射された撮像エリアを撮像する撮像部60と、撮像により取得された画像を処理する画像処理部62と、を備える。照明部61は、撮像エリアに対して直交する方向から照明光を照射し、撮像エリアは、基板に塗布されたはんだが露光するはんだ部と、はんだが露光しない非はんだ部と、を有し、画像処理部62は、はんだ部と非はんだ部との照明光に対する反射率の違いを利用して、画像からはんだ部を抽出する。
(もっと読む)
電子部品実装機
【課題】ワークと電子部品との平行度を高くすることができる電子部品実装機を提供することを課題とする。
【解決手段】電子部品実装機1は、ワークBf、Brのうち電子部品Pが装着される装着領域Aを下側から支持するバックアップ部351fと、装着領域Aの上方に配置され電子部品Pを装着領域Aに装着する吸着ノズル37と、電子部品Pを装着領域Aに装着する際に装着領域Aの上面と電子部品Pの下面とが略平行に揃うように、バックアップ部351fおよび吸着ノズル37のうち少なくとも一方を傾動させる傾動部352fと、を備える。
(もっと読む)
電気部品装着機
【課題】 実用性の高いヘッド周回型装着機を提供する。
【解決手段】 電気部品装着機を、装着ヘッド48と、その装着ヘッドを支持する梁46と、装着ヘッドを梁に沿って移動させるヘッド移動装置と、梁を周回させる梁周回装置とを含むように構成する。装着ヘッド自体を周回させるのではなく、装着ヘッドを移動可能に支持する梁を周回させるため、装着ヘッドによって電気部品を回路基板上に載置する際、回路基板を移動させることなく、その回路基板上の任意の位置に電気部品を載置することが可能となる。
(もっと読む)
部品実装システム、部品実装方法、プログラム、記録媒体
【課題】、実装処理位置MPa〜MPcが有する実装位置誤差の経時変化によらず、各実装処理位置MPa〜MPcへの実装部品の分配を適切な状態に維持することを可能とする。
【解決手段】実際に基板Bに実装された部品の位置が測定され、この測定結果に基づいて、実装処理位置MPa〜MPcで実装された部品の実装目標位置に対する実装位置誤差が、部品毎に各実装処理位置MPa〜MPcと対応付けて求められる。実装位置誤差と実装目標位置に対する実装位置精度とを部品毎に比較した結果に基づいて、実装処理位置MPa〜MPcのうちから実装を行なう実装処理位置が部品毎に決定される。よって、実装処理位置MPa〜MPcが有する実装位置誤差の経時変化によらず、各実装処理位置MPa〜MPcへの実装部品の分配を適切な状態に維持することが可能となる。
(もっと読む)
電子部品実装装置
【課題】2列の搬送コンベアを備えた基板搬送機構を有する構成において、基板種の切替に伴う段取り替え作業を作業性よく効率的に実行することができる電子部品実装装置を提供することを目的とする。
【解決手段】電子部品実装装置の基板搬送機構を構成する搬送コンベア2A,2Bの基板下受け機構20において、下受けピン25を下受け位置変更可能に保持する矩形平板状の下受けプレート23に、枢支軸31廻りに回動する回動把持部材32を備え、通常時において上面より上に突出せず作業者による取り出し作業時には突出して把持可能となる取り出し用把持部30を、下受けプレート23の基板搬送方向における上流側および下流側の両側端面に備え、回動把持部材32を作業者が把持して下受けプレート23を取り外す構成とする。
(もっと読む)
電子部品装着装置及び電子部品装着方法
【課題】
本発明は、オペレータの選択内容を明確にすることで、欠品の原因を早期に解決でき、稼働率の高い電子部品装着装置及び電子部品装着方法を提供する。
【解決手段】
装着処理を行う間に生産中断したときに前記装着ヘッドの装着ステップの情報を表わすステップ情報と前記電子部品を装着するしないを選択し選択指示内容を保持する装着設定情報とを有する最終装着ステップ情報と、電子部品の装着状態を示す装着状態情報とを有する再開確認画面を表示し、前記再開確認画面を記憶することを特徴とする。
(もっと読む)
基準マークモデルテンプレート作成方法
【課題】回路基材の基準マークのモデルテンプレートを誤りなく作成し得る方法を得る。
【解決手段】回路基材の基準マーク形成予定位置周辺を撮像装置により撮像し、それにより得られた画像の中から基準マークの像である可能性の高い像である基準マーク候補を抽出する基準マーク候補抽出工程(S2,S8〜S11)と、抽出された基準マーク候補が複数種類予定されている基準マークのいずれであるかを判別するマーク種判別工程(S3)と、そのマーク種判別工程の実施により種類が判明した基準マークのモデルテンプレートを作成するテンプレート作成工程(S5,S7)との実行により、モデルテンプレートの作成を行う。基準マーク候補抽出工程を、ハールライク特徴を用いた階層型アダブースト検出器を利用して基準マーク候補を抽出する工程とし、マーク種判別工程をニューラルネットワークを利用してマーク種を判別する工程とする。
(もっと読む)
電子部品実装システムおよび電子部品実装システムにおける実装基板の製造方法
【課題】伸縮変形を生じる基板を対象とする場合にあっても、基板に印刷された半田ペーストの位置と部品搭載位置との位置ずれを減少させることができる電子部品実装システムおよび実装基板の製造方法を提供することを目的とする。
【解決手段】スクリーン印刷工程に先立ってスクリーン印刷装置においてマスク認識マークおよび基板認識マークを認識する第1のマーク認識工程で得られた認識結果および実装位置データに基づいて当該基板においてペーストを印刷すべき複数の印刷目標位置を部品搭載工程において用いられる位置補正アルゴリズムと同様の位置補正演算によって求め、次いでマスク認識マークの認識結果および印刷位置データに基づいて、求められた複数の印刷目標位置に複数のパターン孔が近似的に一致する度合いが、所定の条件下で極大となるように基板をスクリーンマスクに対して位置合わせする。
(もっと読む)
部品実装ラインの部品実装方法
【課題】生産中の基板種に関わる部品補給作業および次に生産する基板種に関わる部品準備作業を行うそれぞれの作業者の動線が重ならずに作業効率が良好であり、マルチジョブの生産形態で生産中断を極力回避できる部品実装ラインの部品実装方法を提供する。
【解決手段】部品実装機1が複数段直列に配置された部品実装ライン8の部品実装方法であって、生産順序に従って生産する基板の基板種を第1および第2部品供給装置側基板種に交互に振り分け、部品移載装置が第1および第2部品供給装置3、4のうちの一方3から部品(部品種PA、PB)を採取して一方側基板種の基板に装着しているときに、当該生産中の一方側基板種に続いて生産する他方側基板種の基板に装着される部品種PC〜PFの部品をそれぞれ収容する部品収容装置を第1および第2部品供給装置のうちの他方4にセットすることを各段の部品実装機1において行うようにした。
(もっと読む)
画像形成装置および画像形成方法ならびに部品実装装置
【課題】安定した3次元認識画像を形成して正しい部品認識結果を得ることができる画像形成装置および画像形成方法ならびに部品実装装置を提供する。
【解決手段】計測対象面への入射方向を挟んで対称に配置され受光面の計測対象面に対する傾斜角度が各対毎に相異なる2対の位置検出素子群25A,25Bを有し、走査光の計測対象面からの反射光の受光位置を検出する位置検出部25と、各位置検出素子が受光する光量が所定の範囲内にあるか否かを判定する受光量判定部34と、同一の位置検出素子群に属する位置検出素子による反射光の受光位置検出結果の差異の大きさが所定の基準値以下であるか否かを判定する受光位置検出結果判定部35とを備え、位置検出部25の受光位置検出結果に基づき受光量判定部34および受光位置検出結果判定部35の判定結果を加味して計測対象面の3次元認識画像を形成する構成とする。
(もっと読む)
電子部品装着装置
【課題】商用電源の供給が遮断した場合に、マイクロコンピュータのシャットダウン処理中に、作業者が電源投入スイッチ操作によるトラブルの発生の防止。
【解決手段】商用電源の供給が遮断すると、第1DC電源回路21へ供給されなくなり、第1リレー26が消磁してそのスイッチ26Aが開成し、第2DC電源回路31に電源が供給されなくなる。すると、バッテリ電源38から給電が開始されると共に1秒後に停電検出信号を入力したマイコン32はシャットダウン処理を60秒間で行う。前記スイッチ26Aが開成すると、第2タイマー30は非通電となってそのスイッチ30Aが閉成し、第2DC電源回路31から12V電源が出力されて第3タイマー37は通電され、その90秒後にそのスイッチ37Aを閉成し、バッテリ電源38による第2DC電源回路31への給電は停止する。第2リレー27が消磁した際に、スイッチ27Aが閉成し、ランプ40が点灯する。
(もっと読む)
電子部品実装装置
【課題】透明な操作パネル部を装置の窓部に設けることにより、操作対象を見ながら必要な操作を行えるようにした電子部品実装装置を提供する。
【解決手段】基板搬送装置30、移動台43、45、部品実装ヘッド52等の機械構成要素や電子部品を機外より透視可能な透明な窓部13を備えた電子部品実装装置において、窓部に、トラブル時や段取り替え時に操作が必要な機械構成要素や電子部品を視覚的に表示できる透明な操作パネル部60を設け、操作パネル部に表示された機械構成要素や電子部品を指示することにより、機械構成要素を動作させる動作コマンドを出力する動作制御部61を有する。
(もっと読む)
部品実装機
【課題】照明光の影響による部品の認識位置のずれを補正できるようにする。
【解決手段】生産開始前に複数本の吸着ノズル21に吸着した複数の部品A〜Dの認識位置のずれ量をそれぞれ計測して、その計測データを記憶手段に記憶しておき、その後、生産中に前記記憶手段から認識位置ずれ量のデータを読み込んで各吸着ノズル21に吸着した部品A〜Dの認識位置のずれを補正する。認識位置のずれ量の計測は、生産開始前に吸着ノズル21に部品を吸着した状態で該吸着ノズル21の中心をカメラの視野中心と一致させて該部品を撮像して画像処理して該部品の位置を認識すると共に、該吸着ノズル21の位置を生産中の一括撮像位置に移動させて該カメラで該部品を撮像して画像処理して該部品の位置を認識し、これら2箇所の認識位置間の距離と該吸着ノズル21の移動距離との差を認識位置ずれ量として算出するようにすれば良い。
(もっと読む)
回転角度検出装置、、回転角度検出方法、部品実装装置
【課題】回転軸VAを中心とする回転動作の他に回転軸VA方向への移動も移動部材85が行なう構成において、移動部材85の回転角度θeを磁気センサにより高精度に検出することを可能とする。
【解決手段】磁石91とホールIC921、922との回転軸VA方向への距離hが所定の検出距離となる検出位置Pdに移動部材85がある状態でのホールIC921、922の出力信号Ss、Scに基づいて、アーム61bに対する移動部材85の回転角度θeを検出する。したがって、ホールIC921,922と磁石91との距離の変化による影響を排して、ホールIC921,922の出力信号Ss、Scから、アーム61bに対する移動部材95の回転角度θeを高精度に検出することが可能となる。
(もっと読む)
搬送機構及びその搬送機構を用いた表面実装デバイス
【課題】本発明は、部品搬送ベルトの張力を安定的に保持できる搬送機構及びその搬送機構を用いた表面実装デバイスを提供することを目的とする。
【解決手段】本発明に係る搬送機構は、部品供給器、ベルト回収機構、両者を連結する部品搬送ベルト及び張力保持機構を備える。張力保持機構は、部品供給器とベルト回収機構との間に設置され、且つベース体と、ベース体に設置されている軸部材と、軸部材の周りを囲んで設置された弾性部材と、を備える。部品搬送ベルトが弛んだ場合、弾性部材の弾性力によって軸部材が移動して、部品搬送ベルトの張力を保持させる。
(もっと読む)
81 - 100 / 828
[ Back to top ]