
Fターム[5E313DD31]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 部品連による供給 (1,714)
Fターム[5E313DD31]の下位に属するFターム
部品連カセットの取扱 (169)
部品連からの取付部品の分離 (552)
空テープ、引剥テープの取扱 (165)
Fターム[5E313DD31]に分類される特許
101 - 120 / 828
部品実装機
【課題】照明光の影響による部品の認識位置のずれを補正できるようにする。
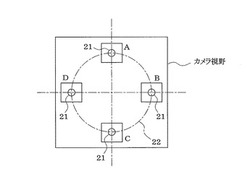
【解決手段】生産開始前に複数本の吸着ノズル21に吸着した複数の部品A〜Dの認識位置のずれ量をそれぞれ計測して、その計測データを記憶手段に記憶しておき、その後、生産中に前記記憶手段から認識位置ずれ量のデータを読み込んで各吸着ノズル21に吸着した部品A〜Dの認識位置のずれを補正する。認識位置のずれ量の計測は、生産開始前に吸着ノズル21に部品を吸着した状態で該吸着ノズル21の中心をカメラの視野中心と一致させて該部品を撮像して画像処理して該部品の位置を認識すると共に、該吸着ノズル21の位置を生産中の一括撮像位置に移動させて該カメラで該部品を撮像して画像処理して該部品の位置を認識し、これら2箇所の認識位置間の距離と該吸着ノズル21の移動距離との差を認識位置ずれ量として算出するようにすれば良い。
(もっと読む)
部品実装装置、情報処理装置、情報処理方法及び基板製造方法

【課題】装着すべきフィーダが装着部の所定の位置に装着されていない場合でも、運転を停止することなく、そのフィーダの部品を基板に実装することができる部品実装装置、情報処理装置等の技術を提供すること。
【解決手段】本技術に係る部品実装装置は、複数のフィーダと、装着部と、実装ユニットと、制御ユニットとを具備する。複数のフィーダは、部品を収容し、収容された部品の種類の情報を含む情報である部品情報を記憶可能であり、種類ごとに部品をそれぞれ供給する。装着部には、複数のフィーダがそれぞれ装着される。実装ユニットは、装着部にそれぞれ装着された複数のフィーダから部品をそれぞれ取り出し、取り出した部品を基板に実装する。制御ユニットは、装着部における複数のフィーダのそれぞれの装着位置の情報である位置情報、及び、複数のフィーダにそれぞれ記憶された部品情報に基づき、実装ユニットによる部品の実装処理を実行する。
(もっと読む)
部品実装装置、情報処理装置、位置検出方法及び基板製造方法
【課題】正確に基板の停止位置を検出することができる部品実装装置、情報処理装置、基板の位置検出方法及び基板の製造方法を提供すること。
【解決手段】本技術に係る部品実装装置は、搬送ユニットと、実装ユニット、検出ユニットと、制御ユニットとを具備する。前記搬送ユニットは、基板を搬送する。前記実装ユニットは、部品を前記基板に実装する。前記検出ユニットは、前記基板に設けられた第1及び第2の検出対象を検出可能である。前記第2の検出対象は、少なくとも搬送方向において前記第1の検出対象から前記基板上で所定の距離離れて設けられ、前記実装ユニットによる実装動作の基準位置となる。前記制御ユニットは、前記検出ユニットによる前記第1の検出対象の検出に基づいて、前記基板の搬送を停止するための停止信号を前記搬送ユニットに出力し、停止した前記基板の前記第2の検出対象を前記検出ユニットにより検出させる。
(もっと読む)
部品実装装置、および、ノズル下降防止方法
【課題】ノズル駆動源に電力が供給されない事象が発生した時にノズルが降下することを防止する。
【解決手段】ヘッド基体119と、ノズル111を往復駆動するノズル駆動源112と、ノズル111とともに往復動する第一係合部材113と設け、往復動可能なロッド121と、ロッド121の往復動を案内する案内手段123と、ロッド121を上向きに付勢する付勢手段124と、動作範囲の下方にロッド121を維持し、また、維持状態を解除する維持手段125とからなるノズル落下防止駆動部140と、ロッド121に接続されて複数のノズル111を一度に持ち上げる第二係合部材122とを備える。
(もっと読む)
吸着ノズル、実装装置、電子部品の実装方法及び実装基板の製造方法
【課題】吸着ノズルに対する電子部品の吸着状態の誤認識を抑制することができる吸着ノズル等の技術を提供すること。
【解決手段】本技術の一形態に係る吸着ノズルは、第1の吸引領域と、第2の吸引領域とを具備する。前記第1の吸引領域は、第1の電極と、第2の電極とを有し、実装基板上に実装される第1の電子部品の前記第1の電極に対応する領域が開口されて形成される。前記第2の吸引領域は、前記第2の電極に対応する領域が開口されて形成される。
(もっと読む)
電子部品装着機および電子部品装着システム
【課題】対向ツインヘッドタイプの電子部品装着機において、1つの基板に対して2台の装着ヘッドによって電子部品を装着する場合に、電子部品の装着時間を短縮する。
【解決手段】基板Sa上における電子部品Pの装着領域Aに基づいて、装着領域AにおけるY軸方向の中心位置OYを算出する。装着領域AにおけるY軸方向の中心位置OYを電子部品装着可能領域におけるY軸方向の中心位置(搬送基準中心)Y0に一致させるために、コンベア20aのY軸方向の移動距離LYa1を算出する。移動距離LYa1に基づいてコンベア20aを移動させた後に、一対の装着ヘッド51a,56aにより電子部品を基板Saに装着させる。
(もっと読む)
部品実装システム
【課題】制御データ上の目標塗布位置からずれた位置に接着剤が塗布された場合であっても、部品を安定した状態で基板に装着することができるようにした部品実装システムを提供することを目的とする。
【解決手段】基板2上に形成された接着剤塗布体BDTを含む基板2上の領域Rgを上方から撮像する撮像手段としての撮像カメラ24を備え、撮像カメラ24により撮像した基板2上の領域Rgの画像認識を行って、基板2上に形成された接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量を算出する。そして、その算出した接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量のデータを、下流工程側に配置された部品実装装置13に送信し、部品実装装置13はその位置ずれ量のデータを受け取り、その受け取った位置ずれ量のデータに基づいて補正を行ったうえで補正後の目標装着位置MSHに部品4を装着する。
(もっと読む)
部品実装方法
【課題】タクトタイムの増大を抑えつつ、部品の落下に起因して不良基板が生成されることを防止することができる部品実装方法を提供することを目的とする。
【解決手段】複数の吸着ノズル15のそれぞれに部品4を吸着させ、各部品4を部品カメラ18に撮像させて画像認識を実行し、得られた画像認識結果に基づいて吸着ノズル15に対する吸着状態が不良な部品4の検出を行う。そして、検出した吸着状態が不良な部品4(廃棄予定の部品4)を除く部品4を基板2に装着させた後、廃棄予定の部品4を再び部品カメラ18に撮像させて部品4の画像認識を実行し、得られた画像認識結果に基づいて吸着状態が良好な部品4を基板2に装着させた後も廃棄予定の部品4が全て吸着ノズル15に吸着されたままになっているか否かの判断を行う。
(もっと読む)
部品実装装置及び部品実装方法
【課題】安価な構成で吸着ノズルの清掃を行いながら部品実装作業を実行することができる部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】フィーダベース12のスロット12aに着脱自在に装着され、他のスロット12aに装着されたテープフィーダ13の部品供給口13pに対応する箇所に粘着面23aを上方に向けた粘着テープ23が貼り付けられたノズル清掃具14を備え、吸着ノズル17を粘着テープ23に押し当てて吸着ノズル17に付着した異物を除去する
(もっと読む)
部品装着ライン設計装置、プログラム及び部品装着システム
【課題】複数の基板を生産する際の部品装着ラインの変更作業量ができるだけ小さくなるような部品装着ラインの変更計画を算出する。
【解決手段】部品装着ライン設計装置110の生産順序算出部121は、基板種類のペア毎に、当該ペアに含まれる一の基板種類に対応する部品装着ライン情報で特定される部品装着ラインから、このペアに含まれる他の基板種類に対応する部品装着ライン情報で特定される部品
装着ラインに変更する際の作業量を算出する処理と、この作業量が小さい基板種類から順に生産するように、基板種類の部品装着ラインへの投入順序を特定する処理と、を行う。
(もっと読む)
接着剤塗布装置
【課題】制御データ上の目標塗布位置からずれた位置に接着剤が塗布された場合であっても、下流側に設けられた部品実装装置により部品を安定した状態で基板に装着することができるようにした接着剤塗布装置を提供する。
【解決手段】基板上に形成された接着剤塗布体BDTを含む基板上の領域Rgを上方から撮像する撮像手段としての撮像カメラ24を備え、撮像カメラ24により撮像した基板上の領域Rgの画像認識を行って、基板上に形成された接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量を算出する。そして、その算出した接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量のデータを、下流工程側に配置された部品実装装置に送信する。
(もっと読む)
テープフィーダおよび部品実装装置
【課題】キャリアテープの振動を防止して部品姿勢を安定させ、正常な部品供給を確保することができるテープフィーダおよびこのテープフィーダが装着された部品実装装置を提供することを目的とする。
【解決手段】キャリアテープ15を上面側から押さえつけてガイドする押さえ部材21に設けられたガイド面21eに、ベーステープ15aからトップテープが剥離されるテープ剥離位置よりも下流側であって、ベーステープ15aにおける送り穴15dよりも外側の外縁位置に対応して、テープ送り方向に沿って所定範囲で下方に突出して設けられた凸部27を設ける。これにより、押さえ部材21がキャリアテープ15を上面側から押さえつけた状態において、凸部27がベーステープ15aにおける外縁位置に上面側から当接してこのベーステープ15aの振動を規制する。
(もっと読む)
スプライシング冶具及びスプライシング方法
【課題】
本発明は、連結テープが確実に張り合わされ、剥がれを防止できるスプライシング冶具及びスプライシング方法を提供することにある。
【解決手段】
本発明は、電子部品を収納する収納部を有するキャリアテープと、前記収納部を覆うようにカバーするカバーテープを有する2つの供給テープを連結テープでスプライシングするスプライシング冶具において、前記連結テープで接続された接続面を有する前記2つの供給テープを下から支持する下ベースと、前記接続面の上部を上から押圧する押圧部材を有する上ベースと、前記上ベースと下ベースを相対的に移動させ前記押圧部材を前記接続部に接触させる接触手段とを有することを特徴とする。
(もっと読む)
部品実装システム
【課題】基板の仕掛品の発生を抑止することができる部品実装システムを提供する。
【解決手段】制御部は、n番目の基板への印刷処理が完了したことが確認されたら(ステップS1でYES)、部品の残量情報を取得すると共に(ステップS2)、印刷処理を行われたものの部品実装が完了していない仕掛かり基板の枚数情報を取得する(ステップS3)。そして、上記仕掛かり基板枚数、部品の残量情報及び基板1枚当たりに実装される部品数の情報を参照して、印刷装置本体にn+1番目の基板に対して印刷処理を実行させるか、或いは、印刷処理を停止させるかを判定する(ステップS4)。n+1番目の基板が生産可能と判定された場合(ステップS4でYES)、印刷処理の実行指示が発せられる(ステップS5)。一方、基板の生産が不可と判定された場合(ステップS4でNO)、印刷処理の停止指示が発せられる(ステップS5)。
(もっと読む)
電子部品装着装置及び電子部品装着装置の段取り方法
【課題】本発明は、段取り作業全般的に作業員の負担を軽減できる電子部品装着装置の段取り方法または段取りを短時間で確実に行なえる信頼性の高い電子部品装着装置を提供することである。
【解決手段】本発明は、電子部品を供給するフィーダから電子部品を取出し、基板である生産機種に前記電子部品を装着する装着作業を行い、全ての前記基板に対して前記装着作業が終了した現生産機種から次期生産機種の生産に必要な段取り作業を行う電子部品装着装置または電子部品装着装置の段取り方法において、前記段取りは、前記段取り作業を複数のブロックに分け、前記ブッロク単位で段取りが必要な箇所を表示し、前記ブロック単位で作業員が行う作業員内容を表示することを特徴とする。
(もっと読む)
撮像装置及び撮像方法
【課題】挿入部品の撮像を短時間で行って部品実装装置の実装タクトの増大を防止することができるようにした撮像装置及び撮像方法を提供することを目的とする。
【解決手段】吸着ノズル17に吸着されて撮像視野Rg内に位置した部品4が表面実装部品4aである場合に、その部品4に対して斜め下方から光を照射して部品4の下面を照明する第1照明装置32と、吸着ノズル17に吸着されて撮像視野Rg内に位置した部品4が挿入部品4bである場合に、その部品4に対して第1照明装置32による光の照射角度よりも水平方向照射に近い照射角度で光を照射して部品4の下方延出部4Fのみを照明する第2照明装置33を備え、部品4が表面実装部品4aであるか挿入部品4bであるかに応じて第1照明装置32による部品4の照明と第2照明装置33による部品4の照明の切り替えを行う。
(もっと読む)
部品実装装置及び部品実装方法
【課題】挿入部品の撮像を短時間で行って実装タクトの増大を防止することができるようにした部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】吸着ノズル17に吸着されて部品カメラ19の撮像視野Rg内に移動された部品4が表面実装部品4aである場合にはその部品4に対して斜め下方から光を照射する第1照明装置32によって部品4の下面を照明して部品カメラ19により部品4を撮像し、吸着ノズル17に吸着されて部品カメラ19の撮像視野Rg内に移動された部品4が下方に延出する下方延出部4Fを有した挿入部品4bである場合にはその部品4に対して第1照明装置32による光の照射角度よりも水平方向照射に近い照射角度で光を照射する第2照明装置33によって下方延出部4Fのみを照明して部品カメラ19により部品4を撮像する。
(もっと読む)
電子部品実装装置及び電子部品実装方法
【課題】効率良く高精度な部品認識・部品搭載を行うことができる電子部品実装装置及び電子部品実装方法を提供する。
【解決手段】電子部品を回路基板5への搭載角度が大きい順にソートし、電子部品の吸着順を決定すると共に、各電子部品を吸着した後に回転させる量をそれぞれ決定する。この回転量は、全ての電子部品を順次吸着・回転した結果、全ての電子部品の吸着姿勢がそれぞれの搭載姿勢となるように決定する。そして、全ての電子部品を吸着した後、吸着ノズルに吸着された搭載姿勢の電子部品を順次ビジョン認識し、その認識結果に基づいて、回路基板5上の所定の搭載位置に電子部品を順次搭載する。
(もっと読む)
部品実装方法および部品実装装置
【課題】簡易な部品実装動作制御により平坦でない部品装着面を有する基板に部品を高精度に且つ短時間に実装することができる部品実装方法および装置を提供すること。
【解決手段】基板保持装置情報および基板情報に基づいて、平坦でない部品装着面11aにおける実装部11dの法線が鉛直方向を向くように基板保持装置2の基板保持台21を回転する。これにより、部品移載装置6に採取された部品を実装部11dの法線上に移動した後は、部品移載装置6を鉛直方向に移動させるのみの簡易な部品実装動作制御により部品を実装でき、部品位置ズレを防止し、短時間に部品実装できる。また、回転量、基板保持装置情報および基板情報に基づいて、実装部11dの位置の補正量を演算し、該実装部11dの位置の補正量および基板情報から補正実装位置を演算する。これにより、水平、鉛直方向の正確な補正実装位置が求められ、部品を高精度に実装できる。
(もっと読む)
電子部品実装装置および電子部品実装装置における画像読取り方法
【課題】簡易な構成の画像読取り部によってエリアセンサの配列方向に起因する搭載ヘッドの動作の制約を排除して画像読取りのための所要時間を短縮することができる電子部品実装装置および電子部品実装装置における画像読取り方法を提供することを目的とする。
【解決手段】搭載ヘッド14A,14Bに保持された電子部品の画像を読み取る画像読取り装置6A、6Bを、格子状に配列して構成された撮像素子から個別に画像信号を出力可能なエリアセンサ24を有する構成とし、撮像素子列25Yの上方で搭載ヘッドを第1方向へ移動させながら撮像素子列25Yから画像信号を出力させる第1方向走査動作と、撮像素子列25Xの上方で搭載ヘッドを第2方向へ移動させながら撮像素子列25Xから画像信号を出力させる第2方向走査動作とのいずれによっても画像の読み取りが可能に構成する。
(もっと読む)
101 - 120 / 828
[ Back to top ]