
Fターム[5E313DD31]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 部品連による供給 (1,714)
Fターム[5E313DD31]の下位に属するFターム
部品連カセットの取扱 (169)
部品連からの取付部品の分離 (552)
空テープ、引剥テープの取扱 (165)
Fターム[5E313DD31]に分類される特許
21 - 40 / 828
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
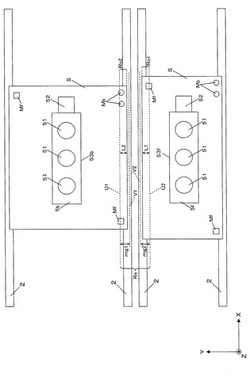
【課題】並列に配置された基板搬送系Cf、Cbへの基板Sの搬送順序を適切化することで、ヘッドユニット5f、5bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cfへの基板Sの搬送順序と基板搬送系Cbへの基板Sの搬送順序との組み合わせC(i)が複数生成される。そして、組み合わせC(i)が示す順序で基板搬送系Cf、Cbそれぞれに基板Sを搬送した場合に、ヘッドユニット5f、5bの排他領域Reからの退避動作が発生するか否かを判断した結果に基づいて、複数の組み合わせC(i)の中から、基板搬送系Cf、Cbに基板Sを搬送する順序が選定される。これによって各基板搬送系Cf、Cbへの基板Sの搬送順序が適切化されて、ヘッドユニット5f、5bの退避動作の発生を抑制することが可能となり、スループットの向上を図ることができる。
(もっと読む)
装着ヘッドおよび電子部品実装機

【課題】外力により吸着ノズルが変位しにくい装着ヘッドおよび電子部品実装機を提供することを課題とする。
【解決手段】装着ヘッド8は、ヘッド本体80と、ヘッド本体80に配置される駆動源82と、一対の可動ノズル85L、85Rと、駆動源82と一対の可動ノズル85L、85Rとを、一対の可動ノズル85L、85R間のピッチを変更可能に、連結するリンク機構部86と、を備える。一対の可動ノズル85L、85Rに同じ入力方向から外力FL、FRが加わる場合、一方の可動ノズル85Lからリンク機構部86に加わる荷重FLaと、他方の可動ノズル85Rからリンク機構部86に加わる荷重FRaと、がリンク機構部86に対して、互いに反対方向から加わることを特徴とする。
(もっと読む)
バルクフィーダ、ケースチェンジャ及びチップマウンタ
【課題】ケース交換を自動で行うのに適したバルクフィーダを提供する。
【解決手段】バルクフィーダ20は、ケース取付通路21aの前端口に部品収納済みケース25を挿入し後方移動させることによって、ケース取付通路21aの所定保持位置で保持されているケース25を所定排出位置に強制的に押し込んでケース排出孔21cを通じて落下させることできると共に、部品収納済みケース25をケース取付通路21aの所定保持位置で保持させることできる。
(もっと読む)
装着ヘッド
【課題】実用性の高い装着ヘッドを提供する。
【解決手段】回路基板に電子部品を装着するために電子部品を吸着保持する装着ヘッドにおいて、負圧源に接続され、装着ヘッドの内部に形成される吸引通路62と、その吸引通路の外周面に配設されたフィルタ64と、装着ヘッドの下端面に開口し、電子部品を吸着保持するための吸引口68と、その吸引口と吸引通路とを、フィルタを介して連通する連通路66,70,72とを備え、その連通路が装着ヘッドの外周面に開口し、その開口からフィルタを視認可能に構成する。このような構成によれば、塵埃が付着したフィルタの外周面を、装着ヘッドの外部から視認することが可能となる。したがって、フィルタを装着ヘッド内部から取り出すことなく、フィルタの汚れ等をチェックすることが可能となり、装着ヘッドの実用性を向上させることが可能となる。
(もっと読む)
異常検出装置
【課題】 サーボモータによって駆動される被駆動部の異常部位を特定可能な異常検出装置を提供する。
【解決手段】 本発明の異常検出装置は、サーボモータの位置情報が位置検出器から入力される入力部と、位置情報を周波数変換する周波数変換部と、周波数変換された所定周波数における振幅と被駆動部の異常を判定する閾値とを比較する比較判定部と、を有し、比較判定部は、所定周波数における振幅が被駆動部の異常を判定する閾値以上となる周波数から被駆動部の異常部位を特定する。
(もっと読む)
電子部品装着装置の測定方法
【課題】電子部品装着装置にて実装された電子部品の位置を正確に測定できるようにすること。
【解決手段】検査用基板PPに設けられ、複数の認識マーク34から構成されるキャリブレーションマーク33を基板認識カメラ19で撮像して認識処理し、検査用基板PPの倍率及び傾きのパラメータを求め、更に、検査用基板PPに装着された電子部品を基板認識カメラ19で撮像して装着位置を認識し、前記パラメータに基づいて電子部品が装着されている位置を補正する。
(もっと読む)
電子部品実装装置および電子部品実装装置におけるペースト転写方法
【課題】塗膜形成ステージにおけるペーストの残量管理を適正に行って、ペーストの転写品質を安定させることができる電子部品実装装置および電子部品実装装置におけるペースト転写方法を提供することを目的とする。
【解決手段】塗膜形成面24aにフラックス25の塗膜を形成するスキージ28aと、塗膜形成面24aのフラックス25を掻き寄せるスクレーパ29aの間に検出方向を塗膜形成面24aに向けて配設された光センサ14によってフラックス25の凸状部25aを検出することにより、塗膜形成ステージ24へのフラックス25の補給の要否を判断するペースト残量検出手段を備え、スクレーパ29aによる掻取り動作に際し、塗膜形成ステージ24が移動開始した後に光センサ14によってフラックス25を検出する。
(もっと読む)
対基板作業システム
【課題】実用性の高い対基板作業システムを提供する。
【解決手段】回路基板が、配列された複数の作業機の上流側に配置されたものから下流側に配置されたものにわたって搬送され、回路基板に作業が順次実行される対基板作業システムにおいて、複数の作業機のうちの1つが停止した場合に、その1つの作業機の停止時間である作業停止想定時間TSを、制御装置内に記憶されている作業停止時間に基づいて推定(S2)し、作業停止想定時間が第1閾時間Aを超えた場合には、複数の作業機のうちの停止作業機より上流側の全ての作業機である上流側作業機での回路基板の搬送を停止(S4)し、作業停止想定時間が第2閾時間(B−(TK+TN1+TN2))を超えた場合には、上流側作業機での回路基板の搬送を停止し、上流側作業機による作業を停止(S6)するように構成する。この構成により、復旧時の生産への影響と廃棄回路基板の抑制とのバランスを図ることが可能となる。
(もっと読む)
基板搬送装置、基板搬送方法および表面実装機
【課題】第1位置に停止している基板を第2位置に向けて搬送し、当該第2位置に正確に、かつ安定して停止させる。
【解決手段】基板を基板停止位置から実装作業位置に向けて搬送している最中に中間位置到達時間ATを計測し、これによって基板の搬送状況(突発的要因の発生の有無)を把握する。そして、基板を実装作業位置に搬送させる前に、中間位置到達時間ATに応じて減速開始タイミングT14および減速度bを変更することで減速パターンを制御し、これによって当該基板を正確に実装作業位置に停止位置決めする。このようにフィードフォワード制御によって基板を実装作業位置に搬送しているため、1枚目の基板であっても、2枚目以降の基板であっても、搬送中に突発的な要因によって基板搬送状況は変化しても、それに応じた基板搬送を行うので、基板を安定して実装作業位置に搬送することができる。
(もっと読む)
部品実装装置、および、三次元形状測定装置
【課題】影の影響を除去し正確に位相シフト法による三次元データを高速に取得する。
【解決手段】直交する第一方向と第二方向とに撮像画素が行列状に並ぶエリアイメージセンサ111を有するカメラ101と、カメラ101と測定対象物200とを第一方向に相対的かつ連続的に移動させる移動手段102と、第一アングルで第一周期光を照射する第一照射手段131と、第二アングルで第二周期光を照射する第二照射手段132と、第一照射時間と第二照射時間とが重ならないように制御する照射制御手段104と、エリアイメージセンサ111の複数の第一ライン171を用い、第一照射手段131が照射する際の対象部分の像を取得し、複数の第二ライン172を用い、第二照射手段132が照射する際の像を取得する像取得手段105とを備える。
(もっと読む)
電子部品の実装方法及び実装システム
【課題】生産性の向上を容易にするとともに、実装システムの簡素化を容易にする電子部品の実装方法および実装システムを提供する。
【解決手段】(a)はんだを含む電極204が表面に形成された電子部品200を準備し、(b)熱硬化性樹脂を含む樹脂固形物103を、基板上で電子部品の周縁部と重なる部分に載置し、(c)電子部品の周縁部を樹脂固形物の上に重ねるように、電極を接続端子102と対向させた状態で、電子部品を前記基板上に搭載し、(d)はんだの融点及び樹脂固形物の硬化温度よりも高い温度まで基板等を加熱した後、冷却することで、熱硬化性樹脂の硬化物により電子部品を基板と接着するとともに、はんだにより電極を接続端子と接合する、電子部品の実装方法。
(もっと読む)
部品実装システム及び部品実装システムにおける状態診断方法
【課題】検査部内における損傷等部位の発生を早期に発見することができ、損傷等部位の特定も容易な部品実装システム及び部品実装システムにおける状態診断方法を提供することを目的とする。
【解決手段】撮像により得られた検査用画像に基づいて部品4の基板2への装着状態の検査を行う検査部R2における制御装置50の診断部50eは、光電変換素子40aが光を受光していない状態で撮像ヘッド40を移動させて信号伝送ケーブル41から伝送されるディジタル信号を検査用信号として一定時間採取し、得られた結果に基づいて、撮像ヘッド40が特定の位置を通過するときに検査用信号の出力レベルが予め定められた基準範囲Dから一時的に外れた状態を検知した場合に、信号伝送ケーブル41に異常があると判断する。
(もっと読む)
実装基板製造システムおよび実装基板の製造方法
【課題】基板の搬送ラインに沿って配設された複数の基板処理装置により多品種の実装基板を生産する実装基板製造システムにおいて、生産性を向上させる。
【解決手段】実装機5は、複数のテープフィーダー551を部品収容部550に装着可能で、しかもテープフィーダー551の配置態様を変更可能となっており、共通段取りした状態で複数の品種の実装基板を製造する。そして、実装機5が全品種のうち少なくとも一品種でボトルネックとなっている場合に、当該実装機におけるテープフィーダー551の配置態様を変更することでボトルネックとなっている品種での実装機5のCTを短縮している。
(もっと読む)
非接触給電装置
【課題】非接触給電の伝送効率が高い非接触給電装置を提供する。
【解決手段】インピーダンス調整部56は、送電側インピーダンス値を、現在装着されている部品採取ヘッド32のノズルホルダー部43を昇降させるZ軸サーボモータ46を駆動する昇降回路、およびノズルホルダー部43を回転させるR軸サーボモータ47を駆動する回転回路の負荷インピーダンス値と同一値に高精度に調整する。よって、部品採取ヘッド32に対する非接触給電の伝送効率を高めることができる。また、インピーダンス測定回路が不要となるため、非接触給電装置50の低コスト化および小型化を図ることができる。
(もっと読む)
部品実装システム及び部品実装システムにおける状態診断方法
【課題】検査部内における損傷等部位の発生を早期に発見することができ、損傷等部位の特定も容易な部品実装システム及び部品実装システムにおける状態診断方法を提供することを目的とする。
【解決手段】撮像により得られた検査用画像に基づいて部品4の基板2への装着状態の検査を行う検査部R2において、光電変換素子40aが光を受光していない状態で信号伝送ケーブル41から伝送されるディジタル信号を検査用信号として一定時間採取し、得られた結果に基づいて検査部R2の状態診断を行う制御装置50の診断部50eを備える。診断部50eは、得られた検査用信号の出力レベルが予め定められた基準範囲Dから継続的に外れた状態を検知した場合には、撮像ヘッド40に異常があると判断する。
(もっと読む)
ノズル交換用治具およびノズル交換方法
【課題】駆動機構を必要とせずに簡便な構成で吸着ノズルの交換を自動的に行うことができるノズル交換用治具およびノズル交換方法を提供する。
【解決手段】実装ヘッドに嵌脱自在に装着される吸着ノズル14Bを自動的に交換するために用いられるノズル交換用治具を、吸着ノズル14Bが嵌入可能で且つ吸着ノズル14Bに設けられた鍔状部14dのノズル軸廻りの回転を許容する嵌入空間である収納凹部43と、収納凹部43に設けられ鍔状部14dの下面に当接して上下方向位置を保持するノズル保持面43cと、収納凹部43を覆って設けられ吸着ノズル14Bを上昇させる上昇動作時に鍔状部14dを部分的に係止可能な係止部材としての蓋部材41と、蓋部材41に収納凹部43の上方に位置して設けられ鍔状部14dがノズル軸廻りの所定の回転位置にある状態において上下方向に挿通可能な開口部42とを備えた構成とした。
(もっと読む)
部品実装ラインの生産管理装置及び生産管理方法
【課題】回路基板を同じ部品実装ラインに再投入する処理を何回か繰り返して回路基板に全ての部品を実装する場合に、人為ミスによる不良基板の生産を防止する。
【解決手段】部品実装ラインの生産を管理する生産管理コンピュータ23は、部品実装ラインの回路基板投入側に配置したリーダ22で、部品実装ラインに投入された回路基板11の基板ID記録部21から基板IDを読み取り、部品実装ラインから搬出される回路基板11の終了済みの実装工程の情報を当該回路基板11の基板IDと関連付けて記憶装置24に記憶させる。部品実装ラインの稼働中は、部品実装ラインに再投入される回路基板11の基板ID記録部21からリーダ22で読み取った基板IDに基づいて、再投入される回路基板11の終了済みの実装工程の情報を記憶装置24の記憶データから検索し、次に実行すべき実装工程を決定して該実装工程で実装すべき部品を該回路基板11に実装する。
(もっと読む)
電子部品実装装置
【課題】部品供給台車を着脱可能な電子部品実装装置において、設備稼動中における部品供給台車の交換を作業者の安全を確保しつつかつ安価なシステムで実現可能とする。
【解決手段】装置本体1aが、カバー27内のガントリー移動空間26aと台車収容空間25aとを連通する開口29を有し、この開口29が、部品供給台車31からの部品取り出し位置にあるガントリー26によって閉塞可能である。装置本体1aには、ガントリー26が開口29を閉塞したことを検出する第一センサー36と、台車収容空間25aに部品供給台車31が収容されたことを検出する第二センサー37,38,39とが設けられる。
(もっと読む)
部品供給方法および部品実装装置
【課題】複数の収納部保持部に複数の部品収納部を自由配置でセットしても部品採取効率を高めることができる部品供給方法および部品実装装置を提供すること。
【解決手段】制御装置9は、現状のフィーダ17の並び順と並べ替え後のフィーダ17の並び順とにおいて、部品採取ヘッド23の移動の時間差または距離差および時間差または距離差が大きい順番の少なくとも一方を表示装置92に表示するようにしている。このため、作業者は、複数の装着スロット18aに複数のフィーダ17を自由配置でセットしても、基板PBに部品を装着する部品採取ヘッド23の動作中にフィーダ17を表示にしたがって並び替えることにより、1枚の基板PBを生産するときの部品採取ヘッド23の総移動時間または総移動距離を短縮して部品採取効率を高めることができる。よって、基板PBに対する部品の実装タクトを向上することができる。
(もっと読む)
電子部品装着方法及び電子部品装着装置
【課題】基板における特定の装着領域や割り基板部について、電子部品を装着しないようにすること。
【解決手段】作業管理者は生産運転画面をモニタ25に表示させて、割り指定をするに設定する。そして、CPU20は前記モニタ25に割り指定画面を表示させるので、作業管理者はこの画面で割りパターンを設定する。すると、CPU20は実装順の展開データである「オート」用の装着データ(スキップ設定前の状態)に、割り指定された情報に基づいて書き込みをするように制御しスキップ設定をする。従って、作業管理者により再度生産運転画面を表示させて、タッチパネルスイッチ26である運転開始のための「スタート」スイッチ部26Gが押圧操作がされると、所定箇所にスキップ情報「S」が書き込まれたスキップを除いて電子部品の装着動作が行われる。
(もっと読む)
21 - 40 / 828
[ Back to top ]