
Fターム[5E313EE37]の内容
電気部品の供給、取付け (45,778) | 部品の取付け (11,906) | 部品の取付形式 (5,187) | ヘッドを用いた取付け (5,133) | ヘッドの持つチャック以外の機構 (1,242) | 取付部品のチャック状態での姿勢の規正 (316)
Fターム[5E313EE37]に分類される特許
1 - 20 / 316
部品搭載装置、及び部品搭載方法
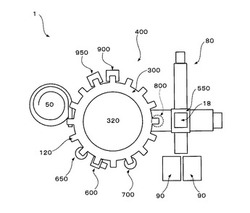
【課題】部品の搭載を高速で行えるようにした。
【解決手段】供給される部品30を保持する保持機構120を有し、部品30を被搭載部材20まで搬送する搬送装置400と、この保持機構120によって保持されている部品30に対して接着材を塗布する塗布装置600を備えるようにした。結果、接着材が塗布された部品30を、接着材が乾燥する前に、被搭載部材20に高速で搭載する。
(もっと読む)
基板作業装置

【課題】作業ヘッドごとに別個の駆動源を設ける必要がないとともに、互いに異なる作業を行う複数の作業ヘッドの付け替え作業時の負担を軽減することが可能な基板作業装置を提供する。
【解決手段】この基板作業装置100は、基板に対して液状材の塗布作業を行うディスペンスヘッド10、および、基板に対して実装作業を行うマウントヘッド20を選択的に付け替え可能なヘッド装着部31と、ディスペンスヘッド10およびマウントヘッド20に共通に用いられ、ヘッド装着部31にディスペンスヘッド10が装着された場合には液状材が塗布されるようにディスペンスヘッド10を駆動し、ヘッド装着部31にマウントヘッド20が装着された場合にはマウントヘッド20を駆動するR軸モータ33とを備える。
(もっと読む)
部品供給装置および部品位置認識方法
【課題】ウエハの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品の位置を高精度に認識することができる部品供給装置および部品位置認識方法を提供すること。
【解決手段】部品供給装置20は、部品突上げ装置70の第2移動装置71に装着されたウエハ照明装置80で部品供給位置Aに搬送されたウエハUに対し下方から光を広角に照射し、部品装着装置30の第1移動装置31に取付けられたカメラ39でウエハUの円周の一部を撮像する。このため、画像にはウエハUの表面に形成された回路等は写り込まず、ウエハUは影として写ることになる。これにより、ウエハUの円周位置を簡易且つ確実に精度良く検出し、ウエハカット部品Pの位置を高精度に認識することができる。よって、従来の光センサは不要となり、部品供給装置20の低コスト化および小型化を図ることができる。
(もっと読む)
対基板作業システム
【課題】 対基板作業機を備えた対基板作業システムに求められる利便性を向上させる。
【解決手段】 (a)複数の作業ヘッド21の中から、任意に選択された1つのものを装着可能に構成され、かつ、それら複数の作業ヘッドのうちの他のいずれのものとも交換可能に構成された対基板作業機と、(b)その対基板作業機を管理する管理装置440,442とを備えた対基板作業システムにおいて、管理装置に、複数の作業ヘッドの各々に関する情報を対基板作業機の外部において格納するヘッド関連情報外部格納部506に設ける。複数の作業ヘッドのいずれにも交換可能とされており、かつ、それら複数の作業ヘッドの各々に関する情報が、対基板作業機の外部において格納されていることで、当該対基板作業システムは、利便性の高いものとなる。
(もっと読む)
電子部品供給装置
【課題】幅広のテープフィーダを装着予定部に確実に装着可能な供給装置を提供する。
【解決手段】テープフィーダ76,77と、テープフィーダが着脱可能に装着される装着台102とを備えた供給装置において、装着台が、互いに同じ幅とされた複数の装着部150に区分けされており、1つの装着部に所定幅のテープフィーダ76を、2つ以上の装着部に幅広テープフィーダ77を装着可能とされ、装着部にテープフィーダが装着されることを示すための表示部124を備え、幅広テープフィーダの装着を示すための表示部124c〜fを第1の表示状態とし、所定の幅のテープフィーダの装着を示すための表示部124a,b,gを第2の表示状態とするように構成する。この構成により、幅広のテープフィーダと所定幅のテープフィーダとの装着位置を混同することなく、各テープフィーダを装着予定部に装着することが可能となる。
(もっと読む)
電子部品実装装置におけるフィーダランク分け装置およびフィーダランク分け方法
【課題】吸着ノズルとパーツフィーダの組み合わせを考慮に入れた動作履歴情報に基づいて、パーツフィーダのランク分けを適正に簡便な方法で行うことができる電子部品実装装置におけるフィーダランク分け装置およびフィーダランク分け方法を提供することを目的とする。
【解決手段】電子部品の吸着位置ずれ量を継続して検出した検出履歴データから、吸着ノズルとパーツフィーダとの単位吸着組合わせ毎に位置合わせ精度を示す第1の工程能力指数を算出するとともに、複数の単位吸着組合わせについて算出された複数の第1の工程能力指数のデータに基づいて吸着ノズルとパーツフィーダのそれぞれについての個別の位置合わせ精度を示す第2の工程能力指数を算出し、算出された第2の工程能力指数のデータに基づいて、複数のパーツフィーダについて位置合わせ精度等級のランク分けを行う。
(もっと読む)
電子部品実装装置におけるメンテナンスの要否判定装置およびメンテナンスの要否判定方法
【課題】吸着ノズルおよびパーツフィーダのそれぞれの性能監視を簡便な方法で行ってメンテナンスの要否を適正に判断することができる電子部品実装装置におけるメンテナンスの要否判定装置およびメンテナンスの要否判定方法を提供することを目的とする。
【解決手段】電子部品の吸着位置ずれ量を継続して検出した検出履歴データから、吸着ノズルとパーツフィーダとの単位吸着組合わせ毎に位置合わせ精度を示す第1の工程能力指数を算出するとともに、複数の単位吸着組合わせについて算出された複数の第1の工程能力指数のデータに基づいて吸着ノズルとパーツフィーダのそれぞれについての個別の位置合わせ精度を示す第2の工程能力指数を算出し、算出された第2の工程能力指数のデータに基づいて、吸着ノズルとパーツフィーダのメンテナンスの要否を個別に判定する。
(もっと読む)
電子部品搭載装置および電子部品搭載方法
【課題】電子部品の搭載時間を短縮する。
【解決手段】供給される電子部品10を受け取る受け取り部3a〜3eと、受け取り部3a〜3eで受け取った電子部品10を保持して予め決められた搭載位置に移動させる移動機構4と、移動機構4を制御する制御部とを備えて、電子部品10を基板100に搭載可能に構成され、受け取り部3a〜3eは、供給された電子部品10を支持する支持部と、支持部によって支持されている電子部品10の電気的特性を測定する測定部とを備えて構成され、制御部は、測定部によって測定された電子部品10の電気的特性が予め決められた条件を満たすときに移動機構4を制御して電子部品10を搭載位置に移動させて基板100に搭載させる。
(もっと読む)
対基板作業機
【課題】 対基板作業機の利便性を向上させることを課題とする。
【解決手段】 スライド128と、そのスライドをガイドに沿って移動させるスライド移動装置と、スライドに離脱可能に装着された実装ヘッド21とを備えた対基板作業機において、実装ヘッドとして、互いに種類が異なる複数の実装ヘッドの中から任意に選択された1つのものを装着可能とし、かつ、それら複数の実装ヘッドのうちの他のものと交換可能に構成するとともに、スライドに設けられて実装ヘッドを支承する支承部338と、その支承部によって支承された実装ヘッドを固定するヘッド固定装置342とを備えさえ、操作者の操作部材の操作によって、ヘッド固定装置による実装ヘッドの固定およびその固定の解除が行われるようにする。種々の実装ヘッドがワンタッチで着脱可能されるため、利便性において優れる。
(もっと読む)
電子部品実装体の製造装置
【課題】電子部品に生じた回転方向における位置ずれを確実に補正することにより、実装体の歩留まりを向上できる電子部品実装体の製造装置を提供する。
【解決手段】電子部品Chを搬送する搬送路211と、前記搬送された電子部品Chを吸着して前記ベース部材F上まで移送する移送手段22と、前記搬送路211上の電子部品Chが前記移送手段22に吸着されてから前記ベース部材F上へと移送されるまでの間に、前記移送手段22に吸着された電子部品Chの吸着方向に交差する仮想面における当該吸着方向周りの回転方向における位置ずれを補正する補正手段23とを備え、前記補正手段23は、前記移送手段22に吸着された電子部品Chに当接しないように、前記移送手段22に対して離反した離反位置に設けられており、前記移送手段に吸着された電子部品Chのうち前記位置ずれをしているものを保持して正しい位置に補正し、補正後に当該保持を解く。
(もっと読む)
電子部品実装装置および電子部品実装装置におけるペースト転写方法
【課題】塗膜形成ステージにおけるペーストの残量管理を適正に行って、ペーストの転写品質を安定させることができる電子部品実装装置および電子部品実装装置におけるペースト転写方法を提供することを目的とする。
【解決手段】塗膜形成面24aにフラックス25の塗膜を形成するスキージ28aと、塗膜形成面24aのフラックス25を掻き寄せるスクレーパ29aの間に検出方向を塗膜形成面24aに向けて配設された光センサ14によってフラックス25の凸状部25aを検出することにより、塗膜形成ステージ24へのフラックス25の補給の要否を判断するペースト残量検出手段を備え、スクレーパ29aによる掻取り動作に際し、塗膜形成ステージ24が移動開始した後に光センサ14によってフラックス25を検出する。
(もっと読む)
電子部品供給装置
【課題】実用性の高い電子部品供給装置を提供する。
【解決手段】電子部品を所定の位置で供給するテープフィーダ74と、テープフィーダの下縁部をスライド可能に保持するスライド部98と、テープフィーダのテープ化部品の送り出し方向の側の側壁面102が取り付けられる側壁面取付部100と、テープフィーダの側壁面に上下方向に並んで立設される1対の立設ピン104,106と、側壁面取付部に形成され、1対の立設ピンが嵌合される1対の嵌合穴112,114とを備えた電子部品供給装置において、下方に位置する立設ピン106が偏心軸を中心に回転する偏心ピンであり、その偏心ピンが嵌合される嵌合穴114が上下方向に延びる長穴であり、偏心ピンを制御可能に回転させるように構成する。この構成により、テープフィーダを上方に位置する立設ピン104を中心に揺動させて、電子部品の供給位置を調整することが可能となる。
(もっと読む)
電子部品供給装置及び電子部品実装装置
【課題】テープに保持されたラジアルリード形電子部品を適切に吸着位置に搬送することができること。
【解決手段】ラジアルリード形電子部品を吸着領域に供給する電子部品供給装置であって、電子部品保持テープを案内する案内溝を備える筐体と、テープ送り爪ユニット及びテープ送り爪ユニットをテープ送り方向に往復移動させる駆動部と、を備え、案内溝に案内された電子部品保持テープをテープ送り方向に搬送するフィードユニットと、吸着領域に移動された前記ラジアルリード形電子部品のリードを切断し、前記ラジアルリード形電子部品と前記電子部品保持テープとを分離するカットユニットと、テープ送り爪ユニットと筐体とのテープ送り方向における相対位置を調整する位置調整機構と、を有することで上記課題を解決する。
(もっと読む)
部品実装装置
【課題】従来技術では、部品保持高さを変更することは開示している。しかし、従来技術では、部品保持高さを変えることによる生じる新たな課題については配慮がなされていない。
【解決手段】本発明は、前記複数のノズルのうち少なくとも1つのノズルを保持するための回転可能な第1のノズル保持部と、前記第1のノズル保持部よりも上方に配置された回転可能な第2のノズル保持部と、前記複数のノズルの中から少なくとも1つのノズルを移動させる移動部と、を有し、さらに、前記移動部は、前記第1のノズル保持部に保持された前記複数のノズルの中から特定のノズルを前記第2のノズル保持部へ移動させる動作、及び前記第2のノズル保持部に保持された前記複数のノズルの中から特定のノズルを前記第1のノズル保持部へ移動させる動作のうち少なくとも1つの動作を行うことを特徴とする。
(もっと読む)
対基板作業実行システム
【課題】停電時におけるオペレータの安全を確保可能な対基板作業実行システムを提供する。
【解決手段】それぞれが、駆動源26,56等を有し、その駆動源の作動によって回路基板に対する作業を実行する複数の作業実行装置14,16等と、それぞれが、光源を有し、その光源によって発光する機能を有する複数の光源含有機器76,86等と、複数の作業実行装置の各々の駆動源、および複数の光源含有機器の各々の光源への通電を制御する制御装置91とを備えた対基板作業実行システムにおいて、複数の光源含有機器の少なくとも1つの光源に電力を供給可能な非常用電源98を備え、停電時に、非常用電源から複数の光源含有機器の少なくとも1つの光源へ通電するように構成する。このように構成することで、停電発生時であっても、オペレータは周囲の状況を確認することが可能となり、安全を確保することが可能となる。
(もっと読む)
テープフィーダ、部品実装装置及び部品実装方法
【課題】部品取り出し口に対して部品を正確に供給することができるテープフィーダ、部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】スプロケット32の外周部に設けられた各突起32bのテープ部材20の送り孔22と係合する高さでのテープ部材20の進行方向の寸法S1がテープ部材20の送り孔22の径Dよりも大きく、各突起32bのテープ部材20の送り孔22と係合する高さでのテープ部材20の進行方向と直交する方向の寸法S2がテープ部材20の送り孔22の径Dよりも小さい。
(もっと読む)
部品実装システム及び部品実装方法
【課題】オペレータがシャフト部材に対する緩衝機能が低下している吸着ノズルを的確に把握して適切な処置を迅速に施すことができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】装着ヘッド24が装着した基板2上の各部品4の目標装着位置P0からの位置ずれ量を算出した後(ST15)、その算出した基板2上の各部品4の目標装着位置P0からの位置ずれ量と予め定められた基板2上の各部品4に関する吸着ノズル34の識別子及び装着順序とに基づいて、吸着ノズル34ごとの部品4の目標装着位置P0からの位置ずれ量の時系列的な推移を算出する(ST16)。そして算出した吸着ノズル34ごとの部品4の目標装着位置P0からの位置ずれ量の時系列的な推移に基づいて、部品4の目標装着位置P0の位置ずれ量が漸増している吸着ノズルを特定し(ST17)その特定した吸着ノズル34の識別子を報知する(ST19)。
(もっと読む)
ダミーチップおよびそれを用いた部品装着精度検査方法
【課題】 比較的安価に、かつ、高精度な装着精度検査を行い得るダミーチップ、および装着精度検査方法を提供する。
【解決手段】 ダミーチップ110を、被吸着面112側から見た場合においても装着面114側から見た場合においても、それら被吸着面と装着面との少なくとも一方より大きな1つの外周線118が輪郭として視認される形状とし、そのダミーチップを用いて、電気部品装着機の装着精度に関する検査を行う。当該ダミーチップの作製精度を極端に高くせずとも、被吸着面側から撮像して得られたそのダミーチップの撮像データと、装着面側から撮像して得られたそのダミーチップの撮像データとが、当該ダミーチップの形状に関して一致するため、比較的安価であり、かつ、高精度な装着精度検査を行い得る。
(もっと読む)
部品実装装置及び部品実装方法
【課題】部品ひとつ当たりに要する電極部への装着時間を短縮して基板の生産性を向上させることができる部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】設定した電極部角度仮設定値φ1等に基づいて、吸着ツール63aに吸着させた部品3の角度を電極部角度仮設定値φ1に一致させるとした場合に、減速機69内に存在するバックラッシに起因する駆動軸68aに対する吸着ツール63aの不追従が生じないようにするために駆動軸68aを順方向とは反対の逆方向に回転させるアンチバックラッシ動作を実行する必要があるか否かの判断を行う。そして、アンチバックラッシ動作を実行する必要があると判断した場合には、電極部角度φの検出と並行してアンチバックラッシ動作を行い、電極部角度φの検出を行った後に駆動軸68aを順方向に回転させて吸着ツール63aを目標回転位置に位置決めする。
(もっと読む)
演算装置、部品実装装置、及びプログラム
【課題】部品実装装置に係わり、異常発生率を低下させることができる技術を提供する。
【解決手段】本部品実装装置(演算装置)は、吸着動作の際のノズルと部品との距離を表す状態パラメータ値を取得または算出する処理(s1)と、状態パラメータのバラつきの値を算出する処理(s2)と、バラつきの値が第1の閾値を超えた場合(s3)、ノズルの吸着位置のパラメータ値を、Z方向を含む形式でノズルが部品に近づく位置へ修正する処理(s7)と、を行う。また、本部品実装装置(演算装置)は、ノズルの停止時間を長くする(s8)、ノズルの動作速度を遅くする(s9)、といった修正を行う。
(もっと読む)
1 - 20 / 316
[ Back to top ]