
Fターム[5G321CA09]の内容
超電導導体及びその製造方法 (9,304) | 超電導導体の構造 (3,937) | 超電導体の内部構造 (841) | 多芯線 (275)
Fターム[5G321CA09]の下位に属するFターム
Fターム[5G321CA09]に分類される特許
101 - 120 / 256
NbTi系超電導線材及びその製造方法
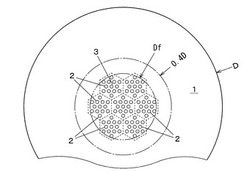
【課題】高銅比の下、フィラメント径が20μm 以下でありながら、健全性に優れたNbTi系超電導線材及びその製造方法を提供する。
【解決手段】本発明のNbTi系超電導線材は、銅マトリクスに多数のNbTi合金フィラメントが埋設されたものである。その銅比(銅マトリクスの横断面積/全てのNbTi合金フィラメントの総横断面積)が10〜30、前記NbTi合金フィラメント径が3〜20μm であり、線材の横断面において全てのフィラメントを内側に含み、かつ半径が最小の外接円に囲まれたフィラメント集合部が線材の横断面中心を中心として0.4D(D:線材直径)を直径とする基準円の領域内に同心状に配置される。前記フィラメント集合部は銅比を0.9〜1.3程度とするのがよい。
(もっと読む)
NbTi系超電導線材及びその製造方法

【課題】高n値を確保することができる太径のNbTi系合金フィラメントを備えたもので、しかも高いJcを有するNbTi系超電導線材およびその製造方法を提供する。
【解決手段】NbTi系超電導線材は、銅マトリクス中に複数のNbTi合金フィラメントが埋設されたものである。その銅比(銅マトリクスの横断面積/全てのNbTi合金フィラメントの総断面積)は0.7〜3.5であり、前記NbTi合金フィラメントの平均直径dは100〜150μmである。さらに、前記NbTi合金フィラメントの横断面における層状のα−Ti相の面積率が15〜25%で、かつ前記横断面のd/4部のα−Ti相の層間隔の平均が10〜20nmである。
(もっと読む)
内部Sn法Nb3Sn超電導線材およびそのための前駆体
【課題】内部Sn法Nb3Sn超電導線材における機械的強度の強化を図ると共に、縮径加工の際の均一加工を可能とすることによって良好な超電導特性を発揮することのできる内部Sn法Nb3Sn超電導線材、およびそのための前駆体(超電導線材前駆体)を提供する。
【解決手段】内部拡散法によってNb3Sn超電導線材を製造する際に用いる超電導線材前駆体において、中央にSnまたはSn基合金芯が配置されると共に、その周囲にCuまたはCu基合金マトリクスと、複数本のNbまたはNb基合金フィラメントが配置されたシングルエレメント線を複数本束ねて配置して構成されるマルチエレメント線であって、前記シングルエレメント相互間および/またはシングルエレメントの外周には、棒状の補強部材を配設したものである。
(もっと読む)
Nb3Al化合物超電導線材の製造方法、およびNb3Al化合物超電導線材
【課題】高磁界特性向上に有効な添加元素を含んだNb3Al化合物超電導線材を生産性よく製造することを可能とする。
【解決手段】Nbシート及びAlシートをジェリーロール状に巻いて形成した線材を急熱急冷処理した後、再度加熱処理してNb3Al化合物超電導線材を製造する方法であって、前記Nbシートを前記ジェリーロール状に巻く前に、前記Nbシート上にTi層又はTa層からなる金属薄膜層を1層、又は間にNb層を挟んで複数層積層形成する。
(もっと読む)
Nb3Sn超電導線材の製造方法
【課題】伸線加工後にも均一な断面形状を維持し、加工による特性低下のないNb3Sn超電導線材の製造方法を提供する。
【解決手段】芯材2の周囲に金属シートを巻き付けて、Nb3Snを形成するためのジェリーロール層5を形成し、これを縮径加工した後に熱処理してNb3Snを生成するNb3Sn超電導線材の製造方法であって、芯材2としてSnまたはSn合金を用い、その芯材2の周囲にNbまたはNb合金シート3とCuまたはCu合金シート4とを重ね合わせて巻き付けてジェリーロール層5を形成する。
(もっと読む)
ブロンズ法Nb3Sn超電導線材製造用NbまたはNb基合金棒、Nb3Sn超電導線材製造用前駆体およびその製造方法、並びにNb3Sn超電導線材
【課題】Nb3Sn超電導線材を製造するときに用いるNbまたはNb基合金における加工性(特に、押出し比)を高めることのできるようなNbまたはNb基合金棒、およびこのようなNbまたはNb基合金棒を用いて良好な超電導特性(特に、臨界電流およびn値)を発揮する超電導線材、およびそのための前駆体とその製造方法を提供する。
【解決手段】Nb3Sn超電導線材製造用NbまたはNb基合金棒は、ブロンズ法によってNb3Sn超電導線材を製造するために用いられるNbまたはNb基合金棒であって、横断面中心点を通り長手方向に平行な縦断面における結晶組織の再結晶率が78%以上であり、且つ室温における0.2%耐力の値が220MPa以下である。
(もっと読む)
酸化物超電導線材の製造方法および酸化物超電導線材
【課題】 超電導特性を向上することのできる酸化物超電導線材の製造方法を提供する。
【解決手段】 Bi2223超電導体の前駆体粉末を金属管に充填する充填工程と、前記前駆体粉末が充填された金属管を伸線し、線材を得る伸線工程と、前記伸線工程後の線材を圧延する圧延工程と、前記圧延工程後の線材を熱処理する熱処理工程とを備え、前記熱処理工程は750℃以上800℃以下の温度範囲まで昇温させる第1のステップと、第1のステップにおける最高温度から20℃以上降温させる第2のステップと、その後800℃以上870℃以下の温度範囲で熱処理する第3のステップからなる酸化物超電導線材の製造方法である。
(もっと読む)
超電導線加工装置および超電導線の製造方法
【課題】引き抜き加工時に線材内に生じる常金属量比のバラツキを抑え、高性能の超電導線を得るための超電導線加工装置および超電導線の製造方法を提供することを目的とする。
【解決手段】超電導線加工装置は、キャリッジ10、チャック2、チャック3とから構成されており、キャリッジ10は口径の異なる複数のダイス群、上記ダイス群中から選ばれたダイス11、ダイス12などを所定個所に固定する枠体13、枠体13の下部に固定されて枠体13を移動させる台車14を有し、台車14はそこに内蔵された駆動手段により枠体13を左右に路面上あるいは路面上に敷設されたレール上を移動させることができる。
(もっと読む)
超電導テープおよび超電導テープの製造方法
【課題】耐引張歪み特性を改善するとともに、許容曲げ直径を小さくできる、超電導テープおよび超電導テープの製造方法を提供する。
【解決手段】超電導テープ1aは、本体部7と、補強部9a、9bと、半田層11とを備えている。本体部7は、超電導体3を有するテープ状である。補強部9a、9bは、本体部7の少なくとも一方の主面側に形成されている。半田層11は、本体部7と補強部9a、9bとを接合し、かつ200℃以上の融点を有している。補強部9a、9bは、室温以上半田層11の融点以下での本体部7の熱膨張率よりも大きい熱膨張率を有している。
(もっと読む)
Bi2223超電導線材の製造方法およびBi2223超電導線材
【課題】Bi2223超電導線材の製造方法において臨界電流密度を向上するために、超電導相結晶の配向性を向上させ、その製造方法及び超電導線材を提供する。
【解決手段】主超電導相としてBi2201相を含む前駆体粉末を金属管に充填する充填工程と、前記前駆体粉末が充填された金属管を伸線する伸線工程と、前記伸線工程後の線材を圧延する圧延工程と、前記圧延工程後の線材を熱処理する熱処理工程とを備え、前記伸線工程と前記圧延工程との間において、中間熱処理を加えることにより前記前駆体粉末中のBi2201相をBi2212相へと反応させて、主超電導相がBi2212相となるようにする。
(もっと読む)
超電導テープの製造方法および超電導テープの製造装置
【課題】耐引張歪み特性および耐引張応力特性を改善するとともに、許容曲げ直径を小さくできる、超電導テープの製造方法および超電導テープの製造装置を提供する。
【解決手段】超電導テープ1aの製造方法は、以下の工程を備えている。まず、超電導体を有するテープ状の本体部7が準備される。そして、補強部9a、9bが準備される。そして、補強部9a、9bの降伏応力以下の張力を、補強部9a、9bの延在方向に沿って補強部9a、9bに加えた状態で、本体部7の少なくとも一方の主面と補強部9a、9bとが接合される。
(もっと読む)
超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置
【課題】交流損失を低減できる、超電導線材、超電導線材の製造方法、超電導導体の製造方法、超電導機器の製造方法および超電導線材の製造装置を提供する。
【解決手段】超電導線材10aは、テープ状の母材11と、この母材11上に配置された複数の超電導線12とを備えている。母材11は、超電導線12の曲げ剛性よりも小さい曲げ剛性を有している。超電導線材10aの製造方法は、以下の工程が実施される。まず、テープ状の母材11が準備される。そして、母材11上に複数の超電導線12が配置される。母材11は、複数の超電導線12の曲げ剛性よりも小さい曲げ剛性を有している。複数の超電導線12が配置される前に、複数の超電導線12より幅の広い超電導線を長手方向に沿って切断されることが好ましい。
(もっと読む)
超電導テープ、超電導テープの製造方法、コイル、およびマグネット
【課題】低い接続抵抗、高い強度、高い電流密度を同時に得ることができる超電導テープおよび超電導テープの製造方法を提供する。
【解決手段】超電導テープ1aは、補強部2と半田層3と、本体部6を備えている。超電導体を有するテープ状の本体部6を、線材の積層の中央ではなく、中央に位置する補強部を挟んで上層側および下層側に配置している。
(もっと読む)
超電導ワイヤーおよび超電導導体
【課題】 超電導特性を劣化させることなく交流損失が低減され、機械特性の向上した超電導ワイヤーおよび超電導導体を提供することを目的とする。
【解決手段】 外径1.3〜5mmの心線の周囲に、8本以上の薄膜系超電導線材を重ならないようにスパイラル状に巻き付けてなることを特徴とする超電導ワイヤー。この超電導ワイヤーの複数本を心線の周囲に重ならないようにスパイラル状に巻き付けてなることを特徴とする超電導導体。
(もっと読む)
超電導ケーブル
【課題】機械的な強度特性の異なる超電導線材を適切に使い分けるようにした多心一括型の超電導ケーブルを提供する。
【解決手段】超電導導体層2の外側に絶縁層3を介して超電導シールド層4が形成されるケーブルコア9を複数本撚り合わせてなる多心一括型の超電導ケーブルにあって、超電導シールド層4は、EI値によって特定される曲げ剛性の優れた超電導線材21が螺旋状に巻回されて形成され、超電導シールド層4に用いられる超電導線材21は、ビスマス系酸化物超電導体を金属安定化材で覆って形成される。
(もっと読む)
Bi2223超電導線材の製造方法およびBi2223超電導線材
【課題】超電導特性を向上できるBi2223超電導線材の製造方法を提供する。
【解決手段】まず、Bi2212相を主相とし、残部がBi2223相および非超電導相である粉末状の前駆体を金属管に充填することにより、素線を得る(ステップS1)。次に、素線を伸線する(ステップS2)。次に、伸線する工程(ステップS2)後の素線を熱処理する(ステップS5)。次に、素線を熱処理する工程後の素線を圧延することにより、線材を得る(ステップS7)。次に、線材を熱処理する(ステップS8)。素線を熱処理する工程(ステップS5)では、前駆体粉末を熱処理することにより得られた材料中のBi2223相の比率が70%以上になるように、前駆体粉末中のBi2212相をBi2223相へと反応させる。
(もっと読む)
ブロンズ法Nb3Sn超電導線材およびその前駆体
【課題】ブロンズ法Nb3Sn超電導線材における機械的強度の強化を図ると共に、超電導特性にも優れたブロンズ法Nb3Sn超電導線材、およびこうした超電導線材を実現するための超電導線材製造用前駆体を加工上の問題を生じさせることなく簡便に得るための構成の提供。
【解決手段】本発明のブロンズ法Nb3Sn超電導線材前駆体は、Cu−Sn基合金中に(A)NbまたはNb基合金フィラメントが配置された超電導複合エレメント3と、(B)TaまたはTa基合金フィラメントが配置された補強用複合エレメント7とを夫々多数本束ねて集合体とすると共に、外周に拡散障壁、安定化銅6が配置された前駆体であって、前記補強用複合エレメント内に配置されるTaまたはTa基合金フィラメントは、前駆体の線材断面内に占める面積割合を2〜15%とすると共に、線材の外径をDとしたとき、補強用複合エレメントの存在位置が0.7D〜0.9Dの範囲内である。
(もっと読む)
超電導ケーブル
【課題】超電導テープの厚みを薄くしても必要な機械的強度を確保できる超電導複合線材によって整った円形状に形成される超電導層を備えた超電導ケーブルを提供する。
【解決手段】フォーマFの外周に、超電導複合線材Sが巻回されて形成される超電導層22,24が、絶縁層23を介して、複数層配設される超電導ケーブル20にあって、超電導複合線材Sは、補強基板32上に1本又は互いに並列に配列された複数本の超電導テープ31を一体化して形成され、かつ、内側に配設される超電導層22を形成する超電導複合線材S1の幅b1が、外側に配設される超電導層24を形成する超電導複合線材S2の幅b2よりも狭く設定される。
(もっと読む)
超電導複合線材および超電導ケーブル
【課題】少ない本数で超電導層を形成することができる超電導複合線材および超電導ケーブルを提供する。
【解決手段】超電導ケーブルの超電導層を形成するための超電導複合線材Sにあって、断面の幅と厚みを縮小された複数本の超電導テープ31と、テープ状に形成された補強板32と、で形成され、複数本の超電導テープ31が、互いに並行状態に配列されて、補強板32に一体化されている。その補強板32の幅は、超電導テープ31の両端間の幅よりも大に設定され、その超電導テープ31と補強板32は半田により一体化される。
(もっと読む)
ビスマス系酸化物超電導線材の製造方法
【課題】高い臨界電流密度を有するBi−2223線材、すなわちBi−2223相を主相とするビスマス系酸化物超電導材の製造方法を提供する。
【解決手段】Bi、Pb、Sr、CaおよびCuをそれぞれ含有する原料を粉末化および混合し、得られた原料粉末混合物を金属管に充填した後、該金属管を塑性加工して線材化する工程、および得られた線材を熱処理する工程を有し、該原料粉末混合物中のPb/Bi(モル比)が、0.061以上、0.15以下であり、かつ該熱処理が該原料粉末混合物を部分的に溶融し、その後徐冷によって凝固させる条件で行われることを特徴とするビスマス系酸化物超電導線材の製造方法。
(もっと読む)
101 - 120 / 256
[ Back to top ]