
国際特許分類[B05D7/00]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 液体または他の流動性材料を表面に適用する方法一般 (19,162) | 液体または他の流動性材料を特定の表面に適用するかまたは特定の液体または他の流動性材料を適用するのに特に適した,フロック加工以外の,方法 (7,198)
国際特許分類[B05D7/00]の下位に属する分類
高分子の物質に適用するもの,例.ゴム (755)
木材に適用するもの (80)
皮革に適用するもの (8)
金属に適用するもの,例.自動車車体 (1,231)
線状体に適用するもの (55)
内部表面に適用するもの,例.管の内部表面 (116)
特定の液体または他の流動性材料を適用するためのもの (3,794)
国際特許分類[B05D7/00]に分類される特許
1,111 - 1,120 / 1,159
建築材の塗装方法及び装置
【課題】 建築物の外壁等に使用され、結合部を介して順次結合させて使用する建築素材にして、この素材の表面に目地等の模様を有する塗装を施すに当たり、この素材の生産性を上げるために、被塗装材の目地等の模様を、塗装剤の塗布後に施し、建築現場での塗装工程を略し得る素材の提供を得ること。
【解決手段】 素材への塗装剤の塗布後、固化しないうちに、ローラに貼着された目地等の模様が施された意匠型を、前記素材の塗装剤上に転動させ、且つ塗装剤と意匠型の間に薄膜を介在させる。
【効果】 素材の塗装剤上に意匠型を貼着したローラを転動させて、目地等の模様をつけるので、塗装剤に容易に目地等の模様がつき、ローラと素材との間に薄膜を介在させて塗装面を損なうことなく容易に模様がつけられる。また、意匠型は簡単にシートから抜き型で多品種に安価に対応できる。
(もっと読む)
強化プラスチックライニング二重殻タンク

【課題】強化プラスチックライニング二重殻タンクにおいて、間隙中に封入された空気中の水分が凝集して結露が発生するのを確実に防止することができ、当該間隙が存在することの検査作業における測定器の誤動作を確実に防止することが可能な強化プラスチックライニング二重殻タンクを提供する。
【解決手段】本発明の強化プラスチックライニング二重殻タンクは、タンクの表面に間隙を介して強化プラスチック層を被覆形成した強化プラスチックライニング二重殻タンクにおいて、前記タンクの表面に微粒子を混合した塗料を塗布し、当該塗料の表面から前記微粒子の少なくとも一部を突出させた塗料層を形成したことを特徴とする。
(もっと読む)
パターン付き拡散媒体の調製
拡散媒体の表面の100%未満が疎水性ポリマーで覆われるような堆積疎水性ポリマーのパターンを含む燃料電池用ガス拡散媒体が提供される。この媒体は、最初に炭素繊維紙シートを疎水性ポリマーの水性乳剤にぬらすことによって作られる。ぬれたシートは、所定のまたは所望の疎水性ポリマー堆積パターンに対応するように配向された1つまたは複数の開口部を含むパターン部材と接触させられる。シートは、それから水を蒸発させるために、まだパターン部材と接触している間に加熱される、または別の方法で処理される。パターン部材と接触している間の蒸発は、疎水性ポリマーが蒸発プロセスによってシート内のパターン部材の開口部に集中するように起こる。 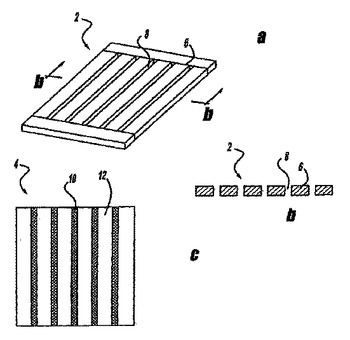 (もっと読む)
(もっと読む)
コーティングされた化粧板
【課題】装飾的なものから純粋に機能的なものに至る広範囲のせっこうボードに使用できるせっこう化粧板用ユニバーサルコーティングを提供することにある。
【解決手段】予含浸された繊維質網状マッティングに二次バインダ系を直接インラインコーティングまたはオフラインコーティングすることにより形成されるせっこう化粧板または発泡体化粧板。予含浸された繊維質網状体は、改質された尿素/ホルムアルデヒドバインダ系が含浸されかつランダムに配向されたウェットユースチョップストランド繊維材料で形成するのが好ましい。二次バインダ系は、好ましくは、繊維質補強体の板状補強体と組合されたフィラーにより主として充填された低ガラス転移温度のアクリル樹脂またはスチレン/ブタジエン/ゴム樹脂からなる。
(もっと読む)
印刷による模様を受容する平面シート、該平面シートを製造する方法、および該平面シートの使用
2つの表面(18、20)のうちの一方の表面に、印刷による模様を受容する孔(16)が形成された平面シートにおいて、糸(12、14)、特に合成繊維を交差させて織製した織物片(10)が、2つの表面(18、20)に異なる色を有しており、明るい色の表面(20)が印刷による模様を有している。さらに詳しくは、織物片(10)は、単繊維または多繊維の合成織物であって、黒色の糸(12、14)で作られ、または黒色に染色された糸で作られており、一方の表面(20)が白色(24)に染色されている。糸は、同一レベルでけん縮され、明るい色の表面(20)が、高い白色度を有している。 (もっと読む)
コーティングされた繊維巻き取り紙の製造方法
本発明は、コーティングされた繊維巻き取り紙の製造方法に関する。当該方法は、製造手順及び、少なくとも一のコーティングプロセスにおいて巻き取り紙底面をコーティングする手順を有する。本方法は、当該少なくとも一のコーティングプロセスにおいて巻き取り紙底面をカーテンコーティングでコーティングする手順を有し、当該コーティングされた繊維巻き取り紙は、少なくとも一の付加的処理において最終処理が施される表面を有し、当該最終処理はコーティングされた巻き取り紙のトポグラフィに可能な限り従う装置を用いることによって実行される。 (もっと読む)
光学レンズ面にコーティングを適用する方法および実施システム
(a)1つ以上の主面にコロナ放電または大気プラズマ処理を施す工程と、(b)光学レンズを硬化可能なコーティング組成物に浸漬し、光学レンズの1つ以上の主面に硬化可能な組成物の層を成膜する工程と、(c)硬化可能な組成物の層を硬化させる工程とを備える方法を提供する。全工程中、光学レンズは同一のレンズホルダによって運搬され、レンズ面が自由に接触可能になり、またレンズを手動で取り扱う必要がない。 (もっと読む)
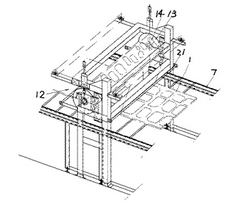
コーティング及び/又は処理の物質を繊維性ウェブへ移転させるための方法及び機器
本発明は処理機器により、紙/板状のウェブ(W)にコーティング及び/又は処理の物質を移転させる方法及び機器に関するものであり、少なくとも1つの処理要素(2、5)により設けられる荷重面を備え、繊維性ウェブがその面に接触している。その方法は、移転面として、処理機器の処理要素のうち少なくとも1つ(2、5)の荷重面を利用し、その移転面には、移転面と繊維性ウェブとが接触する前に、繊維性ウェブ(W)に移転される物質が供給される。前記移転面は、前記物質が前記ウェブと圧接する前に、前記移転される物質を前もって加熱するために加熱される。 (もっと読む)
カーテン塗工機で紙/板紙を塗工するための方法
本発明は、カーテン塗工機で紙/板紙を塗工する方法に関し、塗工は少なくとも2つの塗工材料層から成る。方法において、塗工の全体的な厚さ及び横方向プロファイルは、少なくとも1つの塗工材料層の厚さを調節することによって制御され、少なくとも1つの塗工材料層は、紙/板紙ウェブ(W)上の塗工の総量を決定するために、単独で或いは一緒に、塗工の総量の少なくとも40%をもたらし、決定される塗工材料の量は、塗工のための所望の全体的な厚さ及び横方向プロファイルを達成するために横ウェブ方向においてプロファイル化されるときに、前記少なくとも1つの塗工材料層の厚さを規制するための基礎として用いられる。本発明は、方法を実施するための構成にも関する。 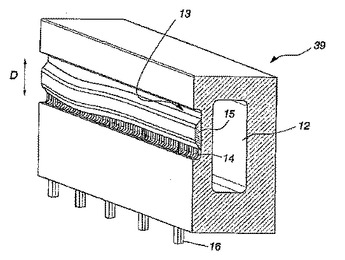 (もっと読む)
(もっと読む)
紙/板紙を塗工するための方法
本発明は、少なくとも1つの供給室(12)と、供給室と関連するノズルスロット(30)とを備えるノズルビーム(40)を含み、ノズルスロットは、少なくとも1つの塗工材料層をノズルビーム(40)によって構築される流れ平面(35)の上に供給する平面供給カーテン塗工機で紙/板紙を塗工する方法に関する。本方法は、議論されている層と関連する供給スロット(30)の下流で、流れ平面(35)上の少なくとも1つの塗工材料層(2)の横方向厚さプロファイルを決定するステップを含み、少なくとも1つの塗工材料層(2)のこのようにして発見される横方向厚さプロファイルに基づき、供給室(12)から供給スロット(30)への塗工材料層の供給量は、少なくとも1つの塗工材料層のための所望の横方向プロファイルを達成するために、ウェブ(W)の横方向にプロファイル化された操作に晒される。 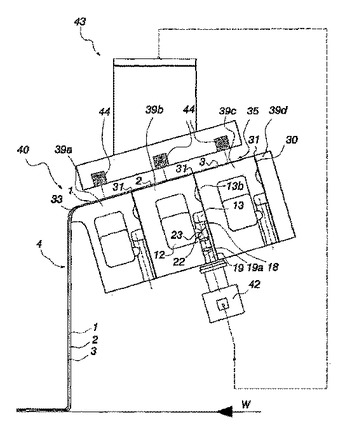 (もっと読む)
(もっと読む)
1,111 - 1,120 / 1,159
[ Back to top ]