
国際特許分類[B21B37/18]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機またはそれで製造した製品に特に適用される制御装置または方法 (1,210) | 厚さ,幅,直径またはその他横断寸法の制御 (186) | AGC (119)
国際特許分類[B21B37/18]の下位に属する分類
タンデムミルにおけるもの (8)
国際特許分類[B21B37/18]に分類される特許
31 - 40 / 111
油圧圧下制御装置の管理システム及び油圧圧下制御装置の管理方法

【課題】
油圧圧下制御装置における制御ゲインの調整において、サービス提供者の負荷を増大させることなく、ユーザの利便性を向上すること。
【解決手段】
圧延機の作業ロール間の間隔を調整する油圧シリンダー11の油圧を制御する油圧圧下制御装置2と、ネットワークを介して接続された管理サーバ20とを含むシステムであって、油圧シリンダー11のピストンの位置の実測値を取得し、油圧制御装置12が油流入量を制御する際の制御ゲインを調整する制御ゲイン調整装置4と、管理サーバ20において制御ゲインの調整タイミングを判断するための情報である調整タイミング情報を記憶しているデータベース23、24と、調整タイミング情報に基づいて制御ゲイン調整装置4に制御ゲインの調整の実行を指示する調整方法選択装置6とを含むことを特徴とする。
(もっと読む)
板厚制御方法及び圧延装置

【課題】ストリップをリールに巻き取りながら圧延する際に、リールの回転に伴ってストリップに生じる張力変動を抑制することにより、ストリップの板厚を安定させる。
【解決手段】圧延装置1は、ストリップ15の圧延を行う圧延スタンド10、ストリップ15に張力を与えながらストリップ15を巻き取る左リール11、及び、圧延スタンド10の圧延ロールと左リール11との間に配設されてストリップ15の経路を変更する左デフレクタロール13を備えている。圧延装置1は、ストリップ15の張力変動量が減少する位置に左デフレクタロール13を移動させる。
(もっと読む)
熱間圧延機の板厚制御方法
【課題】鋼板の変形抵抗に応じて板厚ネッキングが生じる場合のみ板厚ネッキング補償を実行して、変形抵抗の板厚不良による歩留まりロスを低減する。
【解決手段】ストリップS先端がコイラー20に到達した際の最終仕上圧延スタンドF7噛み込み部からコイラー20までのストリップ長手方向各位置の変形抵抗を計算し、最終仕上圧延スタンドF7噛み込み部の変形抵抗が最も小さくなった場合にのみ最終仕上圧延スタンドF7のロール間ギャップを開く方向に制御する。
(もっと読む)
圧延機における制御ゲインの決定方法、及び圧延機
【課題】圧延材の特性のばらつきを考慮した上で、圧延機に対する最適な制御ゲインを決定する。
【解決手段】本発明に係る圧延機における制御ゲインの決定方法は、圧延材Wを圧延する圧延機1に対する板厚制御をビスラAGC及びモニタAGCを用いて行うに際して、圧延材Wの塑性係数Qのばらつきを確率密度関数f(Q)の形で与えることとし、最適設計手法を用いてビスラAGCの制御ゲインKB及びモニタAGCの制御ゲインKMを決定する。
(もっと読む)
板厚制御方法及び板厚制御状態判定装置
【課題】BISRA−AGCにおいて、制御の安定性を確保しながら、制御性能を高くする板厚制御方法の提供。
【解決手段】板を目標の板厚に圧延する圧延機において、制御に使用する圧延機の剛性(Kc)、時間(t)、基準状態からの圧延加重の偏差(ΔP(t))、圧延機の圧下位置の偏差(ΔS(t))、推定板厚偏差(Δhe(t))の値の関係から制御の状態が安定しているかどうか判定105し、制御の状態が安定していないと判定したときに、式(1)のG(定数)を小さくすること及びアラームを発生させること107の少なくとも一方を実施する。 (もっと読む)
(もっと読む)
板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法
【課題】被圧延材の圧延機出側の板厚を所定の寸法に制御するために用いられる板厚制御装置、圧下パターン決定装置、板厚制御方法及び圧下パターン決定方法において、圧下装置の応答速度に比べて入側外乱の変化が速い場合に、その外乱の影響が出側板厚へ現れる程度を小さくし、出側板厚偏差を抑制する。
【解決手段】予め複数設定された入側外乱の典型的な発生パターンごとの発生頻度と、圧延機出側の板厚偏差の予測値とを用いて算出される評価値が最小となる圧下パターンを求めておき、板厚制御時における入側外乱の実測値の時間波形と最も類似する発生パターンを特定し、特定された発生パターンに対応する圧下パターンを選択し、選択された圧下パターンによる現在時点における修正量に基づいて、現在時点における圧下位置を制御することとした。
(もっと読む)
圧延設備及びその制御方法
【課題】板厚精度や張力精度を向上することが可能な圧延設備及びその制御方法を提供する。
【解決手段】圧延設備の制御装置が、入側ブライドルロール、出側ブライドルロール、複数の圧延機スタンドと、それらの速度制御装置と、被圧延材の板厚検出器と張力検出器と、検出された被圧延材の板厚と検出された被圧延材の張力により得られた圧延実績に基づいて、入側ブライドルロール等の速度を各速度操作端に出力する。また、基準速度操作端設定装置は、板厚、張力、板厚制御、張力制御を含む圧延状態に基づいて、各速度操作端における速度補正量が最小となるように、速度制御において補正量を与えない基準速度操作端を設定する。そして、速度補正指令作成装置が、設定された基準速度操作端に応じて、入側ブライドルロール等の速度補正量を決定し、各速度操作端に出力する。
(もっと読む)
圧延の板厚制御方法
【課題】鋼帯の巻き形状の変形に起因する短い周期の板厚変動を制御することができる圧延の板厚制御方法を提供する。
【解決手段】鋼帯2を巻取る巻取リール10は、円周方向に60°間隔で6つに区分され、区分位置A〜Fを有する。回転位置検出器22は、巻取リール10の各区分位置が予め定める基準位置に到達するタイミングを検出する。板厚検出器8は、制御部11を介して得られる巻取リール10の各区分位置が基準位置に到達するタイミングに同期させて、各区分位置に対応する圧延実績板厚を測定し、制御部11に対して出力する。制御部11は、記憶部から読出す圧延目標板厚と、圧延実績板厚との差として板厚偏差を求め、板厚偏差が複数回連続して大きくなる位置を、ロール圧下機構7による圧下制御を行う位置として予測する。
(もっと読む)
成品の板厚をリアルタイムに検出する方法
【課題】上下の水平ロールと左右の竪ロールとの隙間で圧延される成品の板厚を圧延中にリアルタイムに検出する。
【解決手段】上下の水平ロール12、47と左右の竪ロール48、22との隙間で材料45を圧延するユニバーサル圧延機10で、上下の水平ロール12、47の水平軸方向位置と、左右の竪ロール22、48の圧下方向位置をそれぞれ地上に設定した基準点38に対して測定して成品の板厚をリアルタイムに検出する方法であって、基準点38からの左右の竪ロール22、48の圧下方向位置は、竪ロールチョック21内に設置された第1の位置検出手段によって測定した竪ロール22の竪ロールチョック21に対する第1の位置出力と、基準点38から所定位置に設置した第2の位置検出手段によって測定した竪ロールチョック21の第2の位置出力から演算してそれぞれ検出する。
(もっと読む)
管圧延プラント
本発明は、典型的には中から大直径を有する継目無管を圧延するためのプラントに関する。プラントは、半完成管をマンドレル圧延するための調整可能なロールを有する主圧延機を備える。このプラントはまた、主圧延機の下流に位置決めされそれと直列する、ロールが固定された引抜き/縮小機を備える。引抜き/縮小機は、半完成管をマンドレルから引抜き、その直径を完成管のための値に近い所定の値まで縮小するように設計される。最後に、このプラントは、ロールが調整可能な定寸機を備える。定寸機は、引抜き/縮小機の下流に、それに対してラインから外れて位置決めされる。この定寸機は、ロールの径方向位置を調整し、出て行く管の直径を規定するように設計される。本発明はまた、継目無管を圧延するための方法に関する。 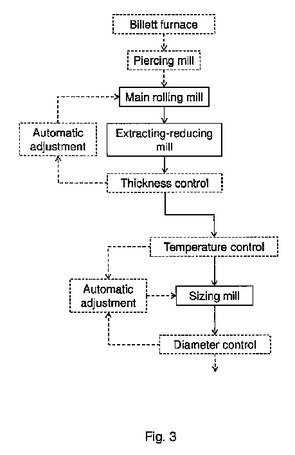 (もっと読む)
(もっと読む)
31 - 40 / 111
[ Back to top ]