
国際特許分類[B21C37/15]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 他に分類されない金属板,棒,線,管、型材または類似の半製品の製造;特殊形状管の製造 (702) | 管または金属ホースの製造;管製造のために組合わせた処置,例.多壁管の製造 (653) | 特殊形状管の製造;管の取付物の製造 (132)
国際特許分類[B21C37/15]の下位に属する分類
長手方向に直径の変化する管の製造 (47)
材料の除去なしに管の内または外へのら旋または類似のガイドの製造,例.マンドレルでの引抜によるもの,ダイスへ押し通すもの (8)
管に帯または類似の材料を固定することによるフィン付またはリブ付管の製造 (9)
パイプ接合用管の取付物製造,例.Uピース (4)
国際特許分類[B21C37/15]に分類される特許
51 - 60 / 64
角管成形用ロールと角管のロール成形方法及び成形装置

【課題】 素管に対して角部と肩部となる予定部位などに過度な負担を与えることなく、円管を角管へとロール成形し、寸法・形状の高精度と内部品質に優れた角管をロールの兼用化とともに低コストで製造する。
【解決手段】 角管の角部予定部位に隣接する素管部位(肩部予定部位)の直線化が、他の素管部位(他の辺部予定部位)に対して先行されるように前記成形ロール表面の回転軸方向の曲率を構成し、例えば最上流と最下流側成形ロールスタンドに四方ロール構成のスタンド、その間に上下、左右の二方ロール構成のスタンドを配置し、前記角管の角部に隣接する肩部となる素管部位を拘束する曲率が、前記角管断面の辺部中央となる素管部位を拘束する曲率よりも小さい構成の成形ロールを採用することで、ロール兼用化効果と設備コストとの最適なバランスを図ることができ、品質に優れた角管をロールの兼用化とともに低コストで製造できる。
(もっと読む)
プロファイル圧延した金属製品から製造された管およびその製造方法
本発明は、プロファイル圧延した金属製品から製造された、特に熱交換機に使用する管(1)、圧延された金属製品およびその製造方法に関する。管(1)は、管の2個の対向する側部を形成する第一壁(2)および第二壁(4)、および第一および第二壁(2、4)を連結し、それらの間に縦方向通路(10)を形成する複数の補強構造を備える。各補強構造は、第一壁(2)上で第二壁(4)に向かって突出した縦方向突起部(6)および第二壁(4)上で第一壁(2)に向かって突出した縦方向突起部(8)により形成される。これらの突起部(6、8)は、それらの側部で互いに接合される。 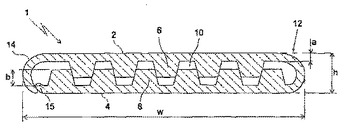 (もっと読む)
(もっと読む)
空調機用フレーム材。

【課題】
孔加工・ネジ加工・絞り加工等の加工位置に制約の少なく、溶接部分の溶接痕がコーナーのラインと重なるようなにし、溶接部分が目立たない空調機のフレーム材を提供する。
【解決手段】
金属平板をロールフォーミングにより断面が閉鎖四角形に形成する角管において、閉鎖する突合せ部分を四角形の隅部に位置させ、該隅部を溶接して空調機のフレームに用い、このフレーム材の断面四角形の角管の四面の全てに、孔加工・ネジ加工・絞り加工等の加工処理を施すことが可能な空調機用フレーム材
(もっと読む)
自動車構造部材用異形管の製造方法及び装置
【課題】 曲げ強度と吸収エネルギー特性に優れた特殊形状の異形管を、寸法精度良く安定的に製造する。
【解決手段】 円形管を、中央に平坦部13を有しその両側に互いに対称な窪みを有する曲面からなる上面14と、それに連続的につながり一定の曲率を持つ凸曲面からなる下面とからなる断面にロール成形する第一工程(a)と、前記下面を下ロール22で支えつつ前記上面の中央平坦部に円盤状ロール21を当てて管の内側に窪ませるようにロール成形する第二工程(b)と、樋状に湾曲した断面の両側にロール33を当て樋状開口部を狭めて管外径を小さくロール成形する第三工程(c)と、上ロール41で上部を支えつつ左右テーパーロール43を用いて左右辺部を内側に押し込むとともに下ロール42で底辺部を押し上げて異形台形管の底辺及び斜辺をロール成形する第四工程(d)で、横断面の外郭がほぼ台形状を示し、湾曲縁辺部からなる異形管を製造する。
(もっと読む)
多面体配列熱伝達管
長手軸を有しおよび周囲方向に沿って少なくとも2つの領域に分割される内側表面を有する管状の部材を備える熱交換器の管。第1の複数の多面体が、内側表面に少なくとも1つの多面体軸に沿って形成される。第2の複数の多面体が、内側表面に第1の複数の多面体に隣接して形成される。各多面体は、4つの対向する側面を有する。多面体は、多面体軸に平行に配置される第1および第2の面を有し、および多面体軸に対して斜めに配置される第3および第4の面を有する。第1の複数の多面体の多面体軸は、管の長手軸に対して第1のらせん角で配置される。第2の複数の多面体の多面体軸は、管の長手軸に対して第2のらせん角で配置される。第2のらせん角の方位は、第1のらせん角の方位と反対である。  (もっと読む)
(もっと読む)
角管の製造方法
【課題】電子部品用として使用することができる寸法精度に優れた角管をを提供する。
【解決手段】コバール合金からなる丸管を冷間引抜により抽伸加工し荒角管を得た後、さらに抽伸加工を施して仕上角管を製造する方法であって、丸管から得られた荒角管のコーナー部の肉厚は前記丸管の肉厚より薄く加工されており、次いで、前記荒角管を熱処理して応力除去した後、抽伸加工を施して、仕上角管のコーナー部の肉厚を前記荒角管のコーナー部の肉厚より薄くし、かつ短辺部Rd(断面減少率:%)、長辺部Rd(断面減少率:%)およびコーナー部Rd(断面減少率:%)の差を2%以下にすることを特徴とする角管の製造方法である。荒角管を少なくとも1回の抽伸加工を行う場合には、直前に得られた荒角管に熱処理を施して応力除去した後、前記直前の荒角管のコーナー部の肉厚よりも薄い、コーナー部の肉厚を有する荒角管を抽伸加工する必要がある。
(もっと読む)
中空フランジ部材の溶接の改良
冷間形成ミルにおいて中空フランジ・スチール部材をインラインERW溶接する装置は、使用時、輪郭金属ストリップ(30)の自由縁(34a、34b)を、金属ストリップの表面上において前記自由縁から間隔をおいて位置する所定の溶接軸との直線上に整列した状態に誘導するように適合された少なくとも1つのシーム・ロール(68)を回転可能に支持するシーム・ロール・スタンド(60)を備える。装置は、使用時、ストリップ(30)の表面上において対応して加熱された溶接軸との融合係合に、所定の温度まで加熱されるときに自由縁(34a、34b)を付勢するように適合された少なくとも1対のスクイーズ・ロール(84a、84b)を支持する溶接ボックス・スタンド(61)をも含む。スクイーズ・ロール(84a、84b)は、自由縁(34a、34b)と金属ストリップ(30)の表面との間においてその後の溶接接合の取付軸にほぼ沿って所定の直線軌跡を経て自由縁を誘導するように共動し、それにより、冷間形成部材に付与されたエネルギーは、所定の溶接軸に沿って近接効果によって集中される。 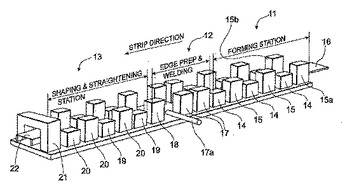 (もっと読む)
(もっと読む)
段付円筒金具の製造方法
段付円筒金具の製造方法
【課題】 板材を突き合わせ溶接する段付円筒金具の製造工程において、次工程に前工程と同種の設備を用いることにより、工程間の仕掛かり品の管理や作業手間の問題を軽減し、製造コストを低減した段付円筒金具を提供する。
【解決手段】 従来、プレス、ロール、溶接、プレスと工程が替わる度に異なる加工設備を用いていたが、段付部材のロール曲げを可能にすることによって、製造工程を変更し、第1工程でプレスによる外形打ち抜きにより板状部材を形成し、第2工程でもプレスにより、段付部材を形成し、第3工程でロール曲げにより、円筒部材を形成し、第4工程で溶接によって、円筒部材の両端面を突き合わせ溶接する段付円筒金具の製造方法。
(もっと読む)
チューブ状のラックバーを成型する装置及びその方法
【目的】金属管を素材として、高強度、軽量なステアリングラックバーの成形装置及び方法の提供。
【構成】第1成形割型管を挿入し、プレス型により、1次成形を行ない、次いで内面の一部にラック歯に対応する歯を有する第2次成形割型に1次成形材を挿入し、一端から半円形のマンドレル33を圧入し、ラック歯を成形し、2次成形材に芯金を挿入し、押出しダイスにより管端部の肉を伸ばすことにより、一層の軽量化を図る。
(もっと読む)
51 - 60 / 64
[ Back to top ]