
国際特許分類[B22D11/04]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 両端が貫通している鋳型へのもの (670)
国際特許分類[B22D11/04]の下位に属する分類
垂直型 (69)
湾曲鋳型 (8)
水平型 (16)
ダイレクト・チル型,例.電磁鋳造 (49)
鋳型の幅・テーパーの変更 (26)
振動壁を持つ鋳型 (9)
鋳型の振動手段 (17)
鋳型の冷却 (72)
鋳型の製造または調整 (6)
鋳型の材料またはメッキ (61)
国際特許分類[B22D11/04]に分類される特許
71 - 80 / 337
合金鋼の連続鋳造方法
【課題】Crを5mass%以上含有する合金鋼の連続鋳造時に発生し易い引け巣欠陥を防止する。
【解決手段】Crを5mass%以上含有する合金鋼を連続鋳造する方法である。横断面が円形、或いは円形に近い楕円形又は長円形の鋳型を用い、この鋳型に供給する前記合金鋼の液相線温度TLに対して50℃〜300℃低い結晶化温度TCのモールドフラックスを使用する。2次冷却比水量を0.1〜1.2リットル/kg−steelとする条件で鋳片表面を冷却しつつ、0.5m/min以上の速度で鋳造した鋳片が中心部まで凝固した後に、連続鋳造機内のロールを用いて前記鋳片を圧下して扁平な鋳片を得る第1の圧下を行い、その後、扁平な鋳片を横断面を円形に矯正する第2の圧下を行うまでの間は鋳片表面を冷却する2次冷却を行わない。
【効果】鋳片中心部の引け巣欠陥を防止して内部品質が良好な鋳片を安価に鋳造できる。
(もっと読む)
合金鋼の連続鋳造方法
【課題】合金鋼の連続鋳造時に、凝固シェルに発生する特有の変形を防止し、良好な鋳肌の鋳片を得る。
【解決手段】Cr濃度とNi濃度の和が12mass%以上、35mass%未満で、γ相を晶出もしくは析出して凝固する合金鋼を連続鋳造する方法である。横断面が円形、或いは円形に近い楕円形又は長円形の鋳型を使用し、この鋳型に供給する前記合金鋼の液相線温度に対して150℃〜300℃低い結晶化温度のモールドフラックスを使用する。
【効果】凝固シェルの強度が高く鋳型内で凝固シェルが大きな変形を生じやすい合金鋼を、良好な表面品質で鋳造することができる。
(もっと読む)
金属の鋳造機のコントロール装置及び方法
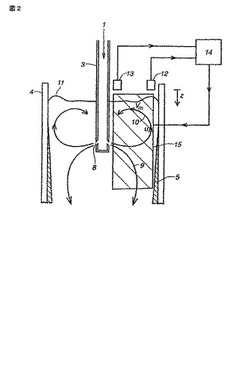
【課題】金属の鋳造機、特に連続鋳造プロセスにおいて鋳造条件をコントロールし且つ最適化するため、金属鋳造プロセスの最中にプロセスパラメーターをオンラインで調整する方法を提供する。
【解決手段】コントロールシステムの構成は:プロセス変数を測定するための、誘導式検出器、光学的検出器、放射線検出器、または熱検出器などの検出手段12,13と;検出手段からのデータを評価するためのコントロール装置14と;鋳造条件を最適化するために、鋳造速度、希ガスの流速、または、EMBRまたは攪拌装置などのような電磁的手段の磁場強さ、スラブ幅、浸漬式注入ノズルの侵入深さ、または、浸漬式注入ノズル3の角度、など少なくとも一つのプロセスパラメーターを自動的に変更するための手段からなり、前記検出手段は、メニスカス11の特徴のようなプロセス変数を、メニスカス上の少なくとも2点で、瞬時に、鋳造期間の全体に渡って、測定する。
(もっと読む)
連続鋳造用鋳型

【課題】鋳片の凝固収縮に基づくコーナーエアギャップの発生を防止して鋳片角部の品質異常や鋳型下部の腐食を防止することが可能な連続鋳造用鋳型を提供する。
【解決手段】間隔調整が可能な一対の短辺21及び短辺21を幅方向の両側から挟む一対の長辺22とによって囲繞される鋳型空間部23に注入される溶鋼を冷却し鋳片として引き抜く連続鋳造用鋳型20において、鋳型空間部23を形成する鋳型壁24の対向する長辺22及び鋳型壁24の四隅の領域を除いた対向する短辺21には、それぞれ鋳片が引き抜かれる方向に鋳片シェルの平坦部の凝固収縮量に追従して間隔が徐々に狭まる長辺側傾斜部26及び短辺側傾斜部25が形成され、鋳型壁24の四隅の領域の短辺21には、外側に向かって拡大すると共に鋳片が引き抜かれる方向では鋳片シェルの短辺側角部の凝固収縮量に追従して徐々に縮小する短辺側拡大部27が形成されている。
(もっと読む)
線材の製造方法及び線材の鋳造装置
【課題】品質の高い線材を安定して鋳造する。
【解決手段】溶融金属9が収容される坩堝3と、坩堝3の溶融金属収容部3aに、坩堝3を貫通して接続された、先端に鋳造金属引出口8bを備えた筒状の鋳型8と、坩堝3を鋳型8とともに加熱する誘導加熱装置5と、を有する連続鋳造装置1を用いて、坩堝3に収容された溶融金属から直径15mm以下の線材を引出す際に、鋳型8の坩堝3との接続部近傍の温度を、(T+100)℃以上(T+300)℃以下(ここでTは溶融金属の液相線温度)の温度範囲に保持する。
(もっと読む)
鋼のビレット及びブルームの連続鋳造のための電磁撹拌装置
電磁撹拌装置は、底部開口及び頂部開口を有するハウジングを含んでいる。電磁撹拌機は、ハウジングの内側に配置されている。モジュラー・モールド・アセンブリは、モールド、ウォーター・ジャケット、頂部プレート、底部プレート、及び頂部プレートと底部プレートを接続する複数のロッドを含んでいる。モールドは、開放された頂部及び開放された底部を有している。頂部プレートは、モールドの開放された頂部の近傍に配置され、底部プレートは、モールドの開放された底部の近傍に配置されている。接続ロッドは、頂部プレートと底部プレートとの間を伸びて、それらを互いに対して固定する。モジュラー・モールド・アセンブリは、それをハウジングの中に挿入することにより、あるいは、それをハウジングから取り外すことにより、容易に交換されることが可能である。 (もっと読む)
鋳型
金属溶融物に面する鋳造面(2)を有する銅材料からなる鋳型であって、その際、鋳造面(2)に少なくとも一つの膨張スリット(3)が配置され、その際、該膨張スリット(3)は、鋳造工程の間、金属溶融物がその膨張スリット(3)中へ侵入しない程度に小さい幅(B)を有する。  (もっと読む)
(もっと読む)
鋼の連続鋳造方法
【課題】 移動磁界によって鋳型内溶鋼を水平方向に旋回攪拌しながらスラブ鋳片を連続鋳造するにあたり、スラブ鋳片のコーナー近傍の凝固シェル厚みを、磁界を印加しない場合と同等の厚みに制御する。
【解決手段】 連続鋳造用鋳型の鋳型長辺2の背面に相対して配置した移動磁界発生磁極6にて移動磁界を印加して鋳型内溶鋼に水平方向の旋回流を生起させながら溶鋼をスラブ鋳片に鋳造するにあたり、前記鋳型長辺背面の前記移動磁界発生磁極の設置位置と鋳造方向同一位置に相対して配置した第1の静磁界発生磁極7にて鋳型長辺を貫通する静磁界を印加して鋳型内溶鋼に制動力を付与するとともに、前記移動磁界発生磁極の設置位置と鋳造方向同一位置の鋳型短辺3の背面に第2の静磁界発生磁極8を配置し、第2の静磁界発生磁極と前記第1の静磁界発生磁極との間で鋳型内溶鋼を貫通するように静磁界を印加する。
(もっと読む)
アルミニウム合金水平連続鋳造棒の製造方法
【課題】長期間連続で効率よくアルミニウム合金水平連続鋳造棒を製造する。
【解決手段】アルミニウム合金用の原材料を溶解させてアルミニウム合金溶湯を得る熔解工程101と、この溶解工程101からのアルミニウム合金溶湯中のアルミニウム酸化物および水素ガスを除去する溶湯処理工程201と、この溶湯処理工程201からのアルミニウム合金溶湯を鋳造してアルミニウム合金水平連続鋳造棒を得る水平連続鋳造工程301と、この水平連続鋳造工程301で鋳造したアルミニウム合金水平連続鋳造棒を定尺に切断する切断工程401と、この切断工程401で切断されたアルミニウム合金水平連続鋳造棒を検査する非破壊検査工程1301とを有し、この非破壊検査工程1301と切断工程401との間に、アルミニウム合金水平連続鋳造棒の外周部分を除去する外周除去工程1101を設け、これらを連続して行う。
(もっと読む)
鋼の連続鋳造方法
【課題】 従来の静磁場よりも流動制御に優れた静磁場を利用して鋳型内の溶鋼流動を制動することで、凝固完了位置の鋳片幅方向分布を従来に比較して精度良く制御し、これにより軽圧下の効果を十分に発現させ、中心偏析の軽微な鋳片を鋳造する。
【解決手段】 静磁場を印加する第1の電磁石19,20を、浸漬ノズル4の設置位置またはその近傍を境として鋳型幅方向に2つに分割して、鋳型背面に相対させて配置するとともに、鋳型とそれぞれの第1の電磁石との間に、静磁場を印加する第2の電磁石21〜26を、それぞれの第1の電磁石あたり2基以上、鋳型幅方向に並べて配置し、それぞれの第1の電磁石及び第2の電磁石で独立して磁場強度及び極性を制御して鋳型内の溶鋼に静磁場を印加するとともに、鋳片の厚み中心部の固相率が0.4以下の時点から少なくとも鋳片の厚み中心部の固相率が0.7以上になる時点まで0.6〜1.5mm/分の範囲内の圧下速度で鋳片を圧下する。
(もっと読む)
71 - 80 / 337
[ Back to top ]