
国際特許分類[B23K101/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断により製造される物品 (3,265) | 管状または中空物品 (868)
国際特許分類[B23K101/04]の下位に属する分類
国際特許分類[B23K101/04]に分類される特許
21 - 30 / 52
摩擦圧接された接続箇所を有する製品およびその製造方法
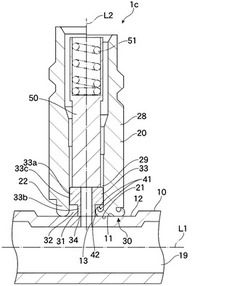
【課題】摩擦圧接された接続箇所を有する製品であって、スパッタやバリの内部への流出を抑制できる製品を提供する。
【解決手段】この製品1cは、第1の接合面11を含む金属製の第1の中空部材10と、端面が第2の接合面21となった接合用の周壁22を含む金属製の第2の中空部材20とが、第1の接合面11と第2の接合面21とにおいて摩擦圧接された接続箇所30を有する。接続箇所30に、周壁22の内側に沿ってリング状の内壁31を設け、この内壁31の内側を通って、第1の中空部材10と第2の中空部材20とが連通されるようにする。第1の中空部材10の一部と、第2の中空部材20の一部と、内壁31とにより囲われたリング状の空間32に、第1の接合面11と第2の接合面21との間の摩擦圧接により生じたスパッタ41あるいはバリ42を閉じ込める。
(もっと読む)
溶接部特性の良好な電縫管の製造方法

【課題】電縫管を製造するに際して、電縫溶接前の板(帯材)の端部にテーパ形状を適切に付与することによって、溶接品質を良好に保持することができる溶接部特性の良好な電縫管の製造方法を提供する。
【解決手段】フィンパス成形により板端部にテーパ形状を付与した後に、電縫溶接直前の板端面同士がなすVシュープ角度を2°〜8°にして電縫溶接する。
(もっと読む)
回転摩擦接合方法および回転摩擦接合装置
【課題】一方の部材をその径方向に掴むことなく保持して回転させる回転摩擦接合方法において、一方の部材の回転方向位置の位置決めを不要にする。
【解決手段】一方の部材12、41を、回転軸Oを中心として回転させながら、他方の部材11に対して回転軸Oと平行に押圧して接合する回転摩擦接合方法であって、一方の部材12、41に回転力を伝達する伝達機構13に形成され、一方の部材12、41側に向かって回転軸Oと平行に突き出す突起部131cを、一方の部材12、41に食い込ませる。
(もっと読む)
円筒状部材の溶接部構造
【課題】 この発明は、車軸ケースその他の円筒状部材同士の接合部の強度を向上させる溶接部構造に関する。
【解決手段】 車軸ケースその他の円筒状部材からなる母材同士の突合せ溶接で、環状に1層または複数層の溶接を行う溶接部構造において、環状に連なる溶接部が複数の溶接構成部からなって各溶接構成部の端部が重なる繋ぎ部が複数形成されており、隣接する繋ぎ部の長さを、母材の板厚の3から5倍の範囲内に設定してなることを特徴とする。
(もっと読む)
クラッド管の製造方法
【課題】クラッド管の有利な製造方法を提供すること、また、外皮材の接合部における健全性を高め、耐食性や強度を向上せしめた、皮材の厚さが均一なクラッド管を安定して得ること。
【解決手段】円筒状の芯材2の外周面に、芯材2とは材質の異なる板材を円筒状に曲げ加工して得られた、軸方向に延びる突合せ部6の存在によって不連続円筒形状を呈する筒状外皮材4を被せ、かかる突合せ部6に沿って、摩擦撹拌接合することによって、複合ビレット10を製作した後、その得られた複合ビレット10をマンドレル押出しすることにより、異なる材質からなる層として、芯材2の押出層にて構成される筒状コア層と外被材4の押出層にて構成される筒状外皮層とが一体的に積層、形成された、目的とする外径を有するクラッド管を形成せしめるようにした。
(もっと読む)
筒製品
【課題】 短時間で接合することが可能で、かつ、良好な外観を有する円筒製品を提供する。
【解決手段】 第1筒12は、側面12aの少なくとも一部に円曲面領域を有し、その第1筒の円曲面領域に第2筒14の端面が抵抗溶接によって固定されている筒製品と、第2筒の端面が先細形状のリング状先端を有し、その先細形状のリング状先端が第1筒の側面の円曲面領域にリング状に抵抗溶接によって固定される筒製品の製造方法。
(もっと読む)
金属部品の溶接方法および金属部品表面の修復方法
【課題】部品を巧みに取り扱えるようにすると同時に、使用者が負傷する危険性を低減することもできるレーザ溶接方法を提供する。
【解決手段】レーザビーム18を発生させるレーザ16を用いて金属部品を溶接する方法であって、その方法は、金属部品50に隣接しかつレーザビーム18の通路にあるフィラ材料52の連続する部分を手動で送ることと、レーザビーム18を発生させてフィラ材料52を溶融させることと、溶融したフィラ材料52を冷却してフィラ材料52を金属部品50に結合することと、を含む。この方法はさらに、レーザビーム18に対する使用者の手26の検出位置に基づいてレーザビームの強度を制御することを含む。
(もっと読む)
銀ロウ溶接方法
【課題】上部隙間を均一にする作業の簡便化を図ること。
【解決手段】銀ロウ溶接方法は、ベース部材10の貫通縦孔11にパイプ部材20の本体部21を挿入し、パイプ部材本体部21の外周面23とベース部材貫通縦孔11の周面14とで形成される隙間80、及び、パイプ部材20の本体部21から外方へ延びるフランジ部22の上面26とベース部材10の下面12とで形成される隙間70に、上方から銀ロウ40を溶かして流し込み、ベース部材10とパイプ部材20とを固着する銀ロウ溶接方法であり、パイプ部材本体部21の外周面23に、周方向に等間隔な3つ以上の同一形状の上部隙間用突起部24を予め設け、上部隙間80及び下部隙間70が生じるようパイプ部材20をベース部材10に組み付けたとき、上部隙間用突起部24がベース部材貫通縦孔11の周面14を押圧し、当該組付状態が保持される。
(もっと読む)
被覆鋼管の製造方法
【課題】鋼管の外面と被覆材の内面との間に形成される空間に残留する残留空気が減少され,防食能力の優れた被覆鋼管を提供する。
【解決手段】鋼管2の外面の少なくとも一部を全周に亘って複数の被覆材3〜7で被覆する際に,各被覆材3〜7のうちの1枚を鋼管2の外面に周方向に巻付ける度に,巻付けられた被覆材3〜7の外面に複数のベルト60を周方向に巻付けて結束し,巻付けられた被覆材3〜7を鋼管2の外面に緊締固定し,被覆材3〜7を鋼管2の外面に密着させてから溶接による1次仮付けを行う。
(もっと読む)
金属板の縁部加工方法および管楽器
【課題】カール部と芯材の隙間に形成された半田に欠陥が形成されるのを防ぐことができる金属板の縁部加工方法および管楽器を提供する。
【解決手段】芯材5に、Snを含む金属材料からなるめっき膜を形成する工程と、管状体3の開口縁部を、芯材5を巻き込んで外方に湾曲させカール部4を形成する工程と、カール部4を加熱し、溶融した半田をカール部4と芯材5との隙間に導入するとともに、めっき膜を溶融させることによって、カール部4と芯材5との隙間に半田合金を充填し半田合金部を形成する工程とを含む。
(もっと読む)
21 - 30 / 52
[ Back to top ]