
国際特許分類[B23K103/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 複合材料 (219)
国際特許分類[B23K103/16]に分類される特許
141 - 150 / 219
鉄系材料とアルミニウム系材料との接合方法および接合継手
【課題】アルミニウム系材料と鉄系材料とを接合する際に、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、また作業性に優れるとともに連続接合が可能であり、健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる接合方法およびそれにより得られる接合継手を提供する。
【解決手段】フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合する。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
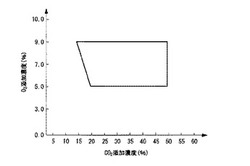
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
磁気転写用マスター担体のレーザ切断加工方法

【課題】被加工物から良好な切断面品質を有する磁気転写用マスター担体を切り出すことが可能なレーザ切断加工方法を提供する。
【解決手段】真空チャンバ内に被加工物を配置して、レーザ光源より前記真空チャンバに設けられた窓を通じて前記被加工物の上面にレーザ光を照射し、該被加工物の切断加工を行う際に、前記真空チャンバ内の圧力を前記被加工物を構成する材料の三重点における圧力以下に減圧した状態で切断加工を行う。この場合、前記材料がニッケルである場合には、前記真空チャンバ内の圧力を8.0×10-3[Torr]以下にまで減圧し、前記材料がアルミニウムである場合には、1.2×10-8[Torr]以下にまで減圧する。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して2枚の亜鉛めっき鋼板の重ね隅肉溶接の際のシールドガスとして適正な混合比のアルゴンガスと炭酸ガス、酸素ガスガスの混合ガスを使用することにより、安価かつ簡便な方法によりビード表面のピット発生及びビード不整やアンダカット等の発生を防止する。
【解決手段】シールドガスとして、アルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、
3≦A≦25、5≦B<13 かつ B≧10―0.33A
の範囲に調整したものを使用する。
(もっと読む)
クラッド板ならびにその製造方法
【課題】マグネシウム合金と純アルミニウムまたはアルミニウム合金とのクラッド板において、簡便で安価に製造することができ、接合強度に優れ、しかも、クラッド板としても優れた加工性を有するものを提供する。
【解決手段】六方最密構造を有する展伸用マグネシウム合金が用いられてなるマグネシウム板の表面に、純アルミニウムまたはアルミニウム合金が用いられてなるアルミニウム板が接合されてマグネシウム層とアルミニウム層とが形成され、マグネシウム層とアルミニウム層との接合界面の中間層厚さが5μm以下であり、マグネシウム層の平均結晶粒径が10μm以下であることを特徴とするクラッド板とその製造方法とを提供する。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】めっき処理された板材のレーザ溶接に必要な適正隙間を確保することができ、溶接欠陥を防止することができるレーザ溶接装置およびレーザ溶接方法を提供する。
【解決手段】隙間を隔てて対向する少なくとも2枚の板材21、22に、対向方向の一方からレーザビームLを照射して溶接接合するレーザ溶接装置1であって、接合対象となる各板材21、22に形成された挿入穴部31、32が連通するよう板材21、22を対向配置した状態で、対向する一方の板材21の挿入穴部31から隙間規制部41を挿入し、他方の板材22の対向面にその一部を突き当てることにより、対向する板材21、22間の隙間Sを規制する隙間規制治具40が備えられている。
(もっと読む)
トルク伝達部材の接合構造及びトルク伝達部材の接合方法及びこれらを用いた動力伝達装置
【課題】ディファレンシャル装置ではピニオンシャフトの脱落を防止するために、ピニオンシャフトとデフケースに凹部を加工する上に、係止部材が必要であり、それだけコスト高になっている。部材と部材を固定するためのに、従来接合困難であったトルク伝達部材を接合する。
【解決手段】 鉄系材料からなる第1のトルク伝達部材3とアルミニューム合金で鋳造された第2のトルク伝達部材5を、それぞれに緊密な親和性を持つアルミ系の溶接材料である他の部材7を介して溶接により接合する。
(もっと読む)
レーザピーニング処理方法及びレーザ吸収粉体層シート
【課題】本発明の目的は、従来にはないレーザピーニング処理方法とそのようなレーザピーニング処理を行うためのレーザ吸収粉体層シートの提供にある。
【解決手段】本発明のレーザピーニング処理方法によれば、レーザを照射した際に発生するプラズマの衝撃波により粉体又は混合物13Fをワーク10の被加工面に打ち込むという従来にはない新規な方法でレーザピーニング処理を行うので、新しい材料特性を有した製品の製造が可能になる。しかも、ワーク10の被加工面が金属で形成されている場合には、粉体又は混合物13Fがワーク10の被加工面に打ち込まれると、ワーク10の表面部が塑性変形して金属結晶が細分化するので、ワーク10の被加工面が硬化して、ワーク10の被加工面の耐摩耗性、耐摺動性及び耐腐食性が著しく向上する。
(もっと読む)
レーザ溶接方法
【課題】被溶接材の皮膜からのガスの発生や爆飛がなく、冶具を用いる面倒な隙間管理も不要であり、再現性の高い安定した溶接品質を保証する。
【解決手段】第1工程の皮膜除去工程では、スチール板12の溶接ポイントWと対応する部位に設定された各剥離領域H10に皮膜除去用のパルスレーザ光LBaを集光照射し、剥離領域H10内の亜鉛メッキ皮膜10をパルスレーザ光LBaのエネルギーにより昇華させて除去する。第2工程のレーザスポット溶接工程では、被溶接材(12,14)の溶接ポイントWに対して、ステンレス板14の背後(上方)よりレーザ溶接用のパルスレーザ光LBbを集光照射し、ステンレス板14とスチール板12とをパルスレーザ光LBbのエネルギーによって溶接する。
(もっと読む)
アルミニウム合金ブレージングシートの製造方法
【課題】アルミニウム合金ブレージングシートにおいて、ノコロックろう付法を使用した場合においても良好なろう付け性を得ることができ、且つろう付け後に優れた強度、耐食性を有する、自動車用熱交換器の流体通路構成材として好適に使用できるアルミニウム合金ブレージングシートを提供する。
【解決手段】特定の組成を有する、犠牲陽極材−心材−中間材−ろう材をクラッドしたアルミニウム合金ブレージングシートであって、心材、中間材および犠牲陽極材中に存在する球相当粒径が0.1μm以下の金属間化合物の数密度(個/μm3)をそれぞれN1、N2、N3とし、数密度比N1/N2およびN1/N3がともに1.5以上であるアルミニウム合金ブレージングシートを製造する方法。
(もっと読む)
141 - 150 / 219
[ Back to top ]