
国際特許分類[B23K103/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 複合材料 (219)
国際特許分類[B23K103/16]に分類される特許
31 - 40 / 219
レーザ溶接方法、およびレーザ溶接装置

【課題】第1の溶接部におけるポロシティの存否を判定し、ポロシティが存在していると判定された場合には、第1の溶接部の周辺部にさらにレーザを照射して第2の溶接部を形成する。ポロシティの発生に伴う溶接強度の低下を防止するとともに、溶接強度の低下を防止する作業によって生じ得る作業遅延や作業コストの増加を防止したレーザ溶接方法、およびレーザ溶接装置を提供する。
【解決手段】レーザ溶接方法は、被溶接部材が溶融した第1の溶接部を形成する第1の照射工程(ステップ11)と、第1の溶接部におけるポロシティの存否を判定する溶接部検査工程(ステップ12)と、溶接部検査工程によってポロシティが存在すると判定された場合に、第1の溶接部の周辺部に対してレーザを照射し、被溶接部材が溶融した第2の溶接部を形成する第2の照射工程(ステップ13)と、を有している。
(もっと読む)
異材接合用溶加材及び異材接合方法

【課題】アルミニウム又はアルミニウム合金材と、アルミニウム被覆鋼材とからなる複合構造材の接合部の引張強度及びピール強度を向上させる異材接合用溶加材を提供する。
【解決手段】本発明に係る溶加材は、Nを0.002〜0.020質量%含有する鋼板103の表面にアルミニウム被覆層104を有し、アルミニウム被覆層104と鋼板103との界面にN濃度が3.0原子%以上のN濃縮層を有するアルミニウム被覆鋼板101と、アルミニウム又はアルミニウム合金材との溶接に使用される。本発明に係る溶加材は、Si:0.5〜1.8質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
ガスシールドアーク溶接方法
【課題】亜鉛を含むめっき鋼鈑の溶接において、ブローホールやピットなどの発生を効果的に抑制することのできるガスシールドアーク溶接方法を提供する。
【解決手段】本発明によって提供されるガスシールドアーク溶接方法は、亜鉛めっき鋼板である溶接母材P1,P2と溶接ワイヤWとの間にアークACを発生させるとともに、コンタクトチップ32を囲うように溶接母材P1,P2に対してシールドガスSGを噴出させるガスシールドアーク溶接方法であって、シールドガスSGには、主成分ガスにオゾンが添加された混合ガスが用いられる。
(もっと読む)
レーザ溶接方法
【課題】重ね面の少なくとも一方が表面処理された金属板からなるワークを積層して、重ね面間に所望の大きさを有する隙間を形成することにより、溶接の際に発生するメッキ金属のガスを隙間に拡散させる。
【解決手段】表面処理され重ねられた第1ワーク12及び第2ワーク14をクランプ用治具16でクランプする。その際、クランプ用治具16に設けられた開口部16dと第1ワーク12との接触面の略中心に溶接箇所18aを設定する。その後、溶接箇所18aにレーザ光L1を照射して、溶融している溶融部19を形成し、開口部16dの内側周縁にもレーザ光L1を走査し、加熱部20aを形成することにより、隙間G1を形成し、溶接時に発生する表面処理層からのガスを前記隙間G1に拡散させ、その圧力を低減する。
(もっと読む)
レーザ溶接方法
【課題】メッキをされ、重ね合わされた2つの金属板にレーザにて溶接を行う際に、ビードの形成と同時にメッキ金属のガスを排出することにより、良好な溶接を行う。
【解決手段】積層体10aをレーザL1で溶接する際、レーザL1の照射直径部18及び該照射直径部18の周縁に形成されて、環状の溶接が終了する前にメッキが蒸発する温度以上の範囲である熱影響部20が溶接途中で通過する領域を熱影響パス26とする。環状の溶接が終了する前にメッキが蒸発する温度まで加熱される全域を熱影響範囲30とする。溶融ビード22で最終的に囲まれる範囲全域が、環状の溶接が終了する前にメッキの蒸発温度以上に加熱されるように、レーザL1を走査する。熱影響範囲30は円形であって、その半径R1は熱影響パス26の幅W以下に設定する。
(もっと読む)
樹脂被覆金属管の被覆樹脂層除去方法
【課題】メッキ層を傷つける虞がなく、しかも迅速に樹脂層を剥離することができる樹脂被覆金属管の被覆樹脂層除去方法を提供すること。
【解決手段】転動体剥離装置10の転動体14によって被覆樹脂層4を除去し、次いで、レーザ装置20のレーザビーム22によって被覆樹脂層4を除去することを特徴とする、樹脂被覆金属管1の被覆樹脂層除去方法とした。
(もっと読む)
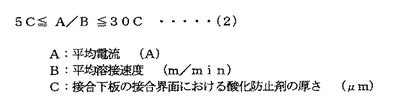
酸化防止剤を塗布した鋼板のアーク溶接方法
【課題】高い生産性で、溶接欠陥がなく、安定して高い継手強度が得られるホットプレス鋼板のアーク溶接方法を提供する。
【解決手段】酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式1および式2の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法。
 (もっと読む)
(もっと読む)
配線接続された半導体素子形成基板およびそのレーザ接合方法
【課題】電極と配線部材との接合部の信頼性を確保することができる、配線接続された半導体素子形成基板およびそのレーザ接合方法を提供する。
【解決手段】半導体素子が形成される基板5と、基板5上に形成される電極部材6と、基板5上の電極部材6以外の表面を覆う絶縁部材7と、絶縁部材7の上方に配置され、電極部材6同士を接続し、芯材2およびこの芯材2の周囲を被覆する低融点金属部材3を含む配線部材1とを備える。
(もっと読む)
防錆鋼板およびその製造方法
【課題】スポット溶接性と耐食性に優れた防錆鋼板とその製造方法を提供する。
【解決手段】有機系及び/又は無機系の被覆層を少なくとも片面に有する。そして、スポット溶接を施す部分の前記被覆層の厚みを、スポット溶接を施さない部分の厚みより薄くする。好ましくは、スポット溶接を施す部分の前記被覆層の厚みは2.5μm以下である。このように、スポット溶接部の被覆層の厚みを薄くすることで、溶接部の電気抵抗が十分に低下し、健全な溶接部を形成することが可能となる。
(もっと読む)
鋼板のガスシールドアークブレージング方法
【課題】鋼板の消耗電極式アークブレージングにおいて、特殊な複合ワイヤを用いることなく、ビードのぬれ性を改善するとともに、スパッタの発生を低減しビード幅の揃った平坦なビードを得ることを目的とする。
【解決手段】銅を主成分としケイ素とマンガンを含有する銅合金ワイヤを用い、ワイヤの前進後退動作による短絡溶滴移行を周期的に行い、シールドガスとして酸素ガス1.5〜7体積%を含み残部がアルゴンガスからなる混合ガスを使用する。短絡溶滴移行の1秒間の短絡回数を55〜85回に設定することが好ましく、銅合金ワイヤのワイヤ断面が中実で断面同質のソリッドワイヤを用いることが好ましい。
(もっと読む)
31 - 40 / 219
[ Back to top ]