
国際特許分類[B23K26/36]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 材料の除去 (2,948)
国際特許分類[B23K26/36]の下位に属する分類
穿孔または切断によるもの (1,516)
材料の性質を考慮したもの (992)
国際特許分類[B23K26/36]に分類される特許
51 - 60 / 440
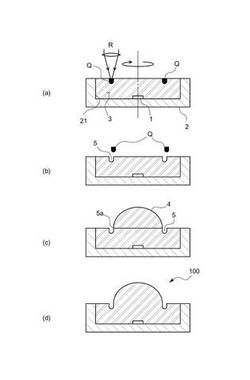
LEDパッケージ及びLEDパッケージの製造方法
【課題】
レンズと封止樹脂との間に光学的界面が存在しないようにして光取り出し効率を最大限に向上させるとともに、製造上無理がなく、しかもLED素子1と確実に光軸を合わせることができるLEDパッケージ100の製造方法等を提供する。
【解決手段】
LED素子1を透明なシリコーン樹脂で封止して封止層3を形成し、前記封止層3の表面に短パルスレーザを照射して環状の変質部分Qを形成し、該変質部分Qを取り除くことによって環状の有底溝5を形成し、前記封止層3の表面における前記有底溝5の内周縁5aで囲まれた領域に、前記シリコーン樹脂とは同種又は別種の透明な第2樹脂を液体状態で供給し、前記内周縁5aを境界とする表面張力によって当該第2樹脂の盛り上がり部を形成するようにした。
(もっと読む)
切込み金属板及び装飾用構造物

【課題】 レーザー加工した金属平板を左右対称に反対方向に力をかけて変形させることができ、変形させた結果意匠性ある構造物というものがなかった。
【解決手段】平板対称金属板の外周と平行に切り込みを入れ、この平行した切込みは該金属版の重心部分に向かって等間隔で幾条にも入れ、この金属の中心線に至る手前でこの切込みを終端した切込み金属板を作り、この切込み金属板の中心線を挟んで左右反対方向の力でねじって装飾用構造物を作る。
(もっと読む)
パターンをエッチングする装置及び方法
【課題】ペン操作での基板のエッチングにおいて、パターン再生の正確性は操作者の技量に大きく依存する。
【解決手段】基板材料上に配置されたエッチング領域内にパターンをエッチングする装置であって、基板4に対するエッチングヘッド12の位置及び向きを計測するユニットと、計測されたエッチングヘッド12の位置及び向きの関数としてエッチング地点の座標を計算し、エッチング地点について計算された座標が予め記憶されたパターンの図面内に符号化されたエッチングされるべき地点の座標と一致する場合、エッチングを開始し、一致しない場合、エッチングを自動的に停止する制御ユニット14とを備えている。
(もっと読む)
摺動面構造
【課題】多方向すべりに対応できて、流体潤滑特性及び混合潤滑特性の向上に寄与する摺動面構造を提供する。
【解決手段】第1部材1の摺動面1aと第2部材2の摺動面2aとが潤滑剤下で相対的に摺動する摺動面構造である。第1部材1と第2部材2との少なくともいずれか一方の摺動面にグレーティング状凹凸の周期構造部3を設ける。この周期構造部は、予定される摺動方向に対して線対称の形状となるとともに、摺動面1a,2aの相対的な摺動によって潤滑剤を摺動面中央部に引き込む。
(もっと読む)
表面処理方法
【課題】基材上に形成された多層の被覆膜のうち、特定の被覆膜の応力を調整する表面処理方法を提供する。
【解決手段】本発明の表面処理方法は、基材10の表面に、引張応力を有する応力膜21とこの応力膜21の上層に被覆された上層膜22とを含む多層の被覆膜20を備える部材に対して行う表面処理方法であって、被覆膜20にパルスレーザを照射することで、上層膜22を除去して応力膜21を表面に露出させ、かつこの応力膜21に対して引張応力を低減又は圧縮応力を付与する。パルスレーザを用いることで、被覆膜20のうち、除去したい上層膜22のみ除去でき、除去後に表面に露出した引張応力を有する応力膜21に対して、その引張応力を低減、更には圧縮応力を付与することができる。
(もっと読む)
半導体装置及びその製造方法
【課題】半導体装置の機械強度を向上させながら、半導体装置の裏面にマークを形成できるようにする。
【解決手段】半導体装置を、半導体基板の裏面1Xに研磨痕4及び破砕層5によって形成されたマーク6を備え、半導体基板の裏面1Xのマーク6が形成されている部分以外の領域の研磨痕4及び破砕層5が除去されているものとする。
(もっと読む)
樹脂パネルおよび樹脂パネルの製造方法
【課題】内容物を明瞭に視認可能な窓部を短時間で形成する。
【解決手段】樹脂パネル100は、透明のポリカーボーネイト160と、透明のポリカーボーネイト160に形成されるレーザ反応層170と、レーザ反応層170に形成されるグラデーション箔180、シルバーホログラム箔190と、窓部120,130と、を備えている。そして、窓部120,130は、レーザを照射することにより、当該レーザが照射された領域ARのレーザ反応層170およびグラデーション箔180、シルバーホログラム箔190を除去して形成される。
(もっと読む)
レーザ加工方法及び加工装置
【課題】レーザ光による回路基板等のワークを加工する際に、ワークに対する加工溝幅、深さを均一に加工することができるようにする。
【解決手段】パルス状のレーザとガルバノスキャナを用いて溝を加工するレーザ加工方法において、前記ガルバノスキャナによるビームスキャン速度に同期させてレーザビームのパルス高さを増減させることで、レーザ光によるワークの加工溝幅、深さを均一に加工することができ、ワークに対する加工品質を向上させることができる。
(もっと読む)
レーザ加工方法及びそのプログラム
【課題】熱収縮しやすい材質の被加工物の加工精度を向上させることができるレーザ加工方法を提供する。
【解決手段】被加工物をレーザ光によって加工するレーザ加工方法であって、被加工物が貫通されない第1加工条件で、レーザ加工後に残される第1領域とレーザ加工により除去される第2領域との境界である被加工物の仮想目標線に沿って、レーザ照射装置からレーザ光を照射し、仮想目標線に沿って溝を形成する第1加工工程と、被加工物が貫通される第2加工条件で、第1加工工程で用いたレーザ照射装置を用いて、仮想目標線よりも第2領域側かつ少なくとも一部は溝に重なる位置にレーザ光を照射する第2加工工程と、を有することを特徴とするレーザ加工方法。
(もっと読む)
A層とC層との間に挟まれたB層の一部除去方法、マーキング、及びA層とC層との間に挟まれたB層の一部除去装置
【課題】表面に凹凸が形成されることなくマークが形成され、該マーク箇所を手でなぞった場合でもツルツル感に富むマーキング技術を提供することである。
【解決手段】A層とC層との間に挟まれたB層の一部が除去される方法であって、YAGレーザ又はYVO4レーザが、前記A層表面側から前記B層に向けて、照射される工程を具備し、前記照射レーザの出力が2〜6Wであり、前記照射レーザのQスイッチ周波数が70〜330kHzであり、前記照射レーザに対する前記レーザ被照射物の相対移動速度が350〜2500mm/sであり、前記A層は透明樹脂層であり、前記B層は金属層である。
(もっと読む)
51 - 60 / 440
[ Back to top ]