
国際特許分類[B23K9/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621)
国際特許分類[B23K9/02]の下位に属する分類
電極の振動を用いる溶接 (56)
直線状シームのためのもの (88)
同一平面上の曲線状シームのためのもの (165)
三次元状シームのためのもの (12)
シームの下に配置された裏当て手段を使用するもの (49)
モールド手段を用いるもの (12)
国際特許分類[B23K9/02]に分類される特許
151 - 160 / 239
溶接方法、および段差部の検出装置
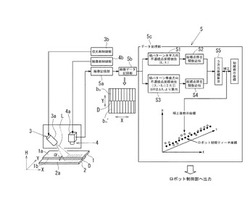
【課題】簡単な構成で、溶接作業線を規定するための段差部を容易に短時間で精度良く検出することができる方法および装置を提供する。
【解決手段】ワーク1、2を重ねてその段差部Dを検出することによりこの段差部Dを溶接するための溶接作業線Wを規定し、この規定された溶接作業線Wに従って段差部Dを溶接する方法であって、段差部Dを横切る複数の線状光Lnを段差部D上から所定の角度αで照射して、段差部Dにより切断される各光切断線ln、ln’を段差部D上から撮像し、この撮像された各光切断線ln、ln’を画像処理して段差部Dにおける座標(Xn,Yn)あるいは(Xn’,Yn’)を抽出し、抽出された光切断線ln、ln’の端部の各座標(Xn,Yn)、(Xn’,Yn’)に基づいて段差部Dを検出する。
(もっと読む)
耐脆性き裂伝播特性に優れたスティフナおよび溶接構造体

【課題】鋼板を突合せ溶接してなる垂直部材を水平部材にT型溶接してなる溶接構造体において、過剰設計とすることなく、垂直部材の溶接部に発生した脆性き裂の進展を確実に停止しうるスティフナを提供する。
【解決手段】前記垂直部材1の突合せ溶接部4の、T型溶接をしていない方の端部に発生した脆性き裂が、該突合せ溶接部4を伝播し、スティフナ3を通過して水平部材2に到達したときの、その位置における有効応力拡大係数Keffの値が、水平部材2の材料固有の脆性き裂伝播停止応力拡大係数Kcaの値以下になるように、下記式を用いて、スティフナ3の板厚t(mm)と、スティフナ3の水平部材2からの距離a(mm)とを調整する。
式 Keff(N/mm1.5)=980.665[(9.10×10−4×t−1.15)a+563]
(もっと読む)
T型継手の貫通溶接方法及びT型継手の貫通溶接構造物
【課題】上板側に形成される開先溝やギャップを不要とし,上板表面からのアーク溶接によって下側の立板側まで溶融接合した健全な溶接金属部を得ることにある。
【解決手段】下側の立板3の上端面に上板1を配置してT型継手を形成し,さらに,前記T型継手の上板1の表面部に溶け込み促進剤4を塗布した後,非消耗電極方式のアーク溶接を遂行する際,下側の立板厚T2が上板厚T1と同一の厚み又は上板厚T1より薄い場合は,上板1裏面貫通後の立板3側の溶融プール7aの溶け幅wを立板厚T2以上に形成させ,一方,前記下側の立板厚T2が上板厚T1より厚い場合には,前記溶融プール7aの溶け幅wを上板厚T1以上に形成させて,所望の溶接金属部7bを有する溶け込み形状とする。
(もっと読む)
溶接方法
【課題】スパッタの発生を確実に抑制できる消耗電極による溶接方法を提供すること。
【解決手段】溶接ワイヤ11の先端と溶接ワーク200、300との間にアークを生じさせ、このアークにより溶接ワイヤ11の先端を溶融して溶滴14を発生させて、この溶滴14を溶接ワーク200、300の表面の溶融池400に移行させることで、溶接ワーク200、300を溶接する溶接方法である。この溶接方法では、溶接ワイヤ11の先端側を溶接方向Wに沿って振動させて、この振動サイクル毎に、溶接ワイヤ11の先端に発生させた溶滴14を、溶接ワーク200、300の表面の溶融池400に接触させる。
(もっと読む)
継手仮付治具装置
【課題】重ね継手の仮付け溶接を行う場合に熟練者でなくてもTIGトーチを所定の倣い角度位置に容易に位置決めできる継手仮付治具装置を得ること。
【解決手段】コ字状に形成され、相対向する一対の縦壁を有する本体フレーム1と、本体フレームの一方の縦壁の内側に取り付けられた継手仮付治具本体3と、継手仮付治具本体に垂下するよう取り付けられ、先端が本体フレームの下端から突出する棒状の板厚方向ストッパ5と、継手仮付治具本体に、先端電極が薄板の重ね継手15に対して所定の狙い角度位置に設定され、且つ板厚方向ストッパの先端より上方に位置するように取り付けられたTIGトーチ7と、本体フレームの一対の縦壁の下端部に形成され、板厚方向ストッパの先端が重ね継手の上板15aに当接した状態の時に重ね継手の上板と下板15bとの段差部に係合する継手直角方向ストッパ部9とを備えてなる。
(もっと読む)
隅肉溶接部の構造及び隅肉溶接方法
【課題】簡単な構成で即ち低コストで溶接止端部におけるフランク角が大きくなり、アクスルケースへのブレーキフランジの隅肉溶接に適用することで、ブレーキ時の制動トルクの保持と高い耐久性とを安価に両立できる隅肉溶接部の構造及び隅肉溶接方法を提供する。
【解決手段】第1の部材3に第2の部材4を隅肉溶接してなる隅肉溶接部の構造であって、第1の部材3及び第2の部材4の内の少なくとも一方の部材3の隅肉溶接する部分の一部又は全部に、溶接ルート部11に近付く程高くなるように形成された傾斜部10を溶接方向に沿って形成し、溶接ビード7の溶接止端部8が上記傾斜部10の途中に位置するように溶接してなるもの。
(もっと読む)
耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造
【課題】万が一大入熱溶接部で脆性破壊が発生した場合においても、確実に脆性亀裂の伝播を妨げることのできる耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造を提供する。
【解決手段】本発明のT型溶接継手構造、高強度鋼板を突き合わせ溶接した垂直部材と、高強度鋼板を突き合わせ溶接した水平部材を溶接によって接合してなるT型溶接継手構造において、前記垂直部材と水平部材の溶接線を一致させない構造とし、且つ前記水平部材を構成する高強度鋼板は、下記(1)および(2)の特性を満足するものである。
(1)アレスト特性を示すKca値が、−10℃で7000N/mm3/2以上である、
(2)板厚方向1/2部の−100℃での平均吸収エネルギー値が70J以上である。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ24として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施し、鋼材の溶込み深さを、鋼材の厚さの5%以下とした。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ26として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施した。
(もっと読む)
溶接方法および溶接装置
【課題】継手角度が変化するワークであっても、シールドノズルとワークの干渉または離間を防止して自動で溶接を行うことのできる方法を提供する。
【解決手段】ワークの設計データに基づいて溶接トーチの基準軌道情報を作成するステップ(S105)と、溶接位置に実際に設置されたワークに対する溶接トーチの位置ずれ量を、ワークへのタッチセンシングにより取得するステップ(S107)と、溶接トーチの位置ずれ量に基づいて基準軌道情報を補正して実軌道情報を作成するステップ(S109)と、実軌道情報に基づいて溶接トーチの軌道を制御して溶接するステップ(S111)と、を備える。溶接は、シールドノズルを隅肉継手部に接触させながら行われ、基準軌道情報は、シールドノズルをワークに接触させながら溶接するものとして作成され、溶接トーチの位置ずれ量は、シールドノズルをワークに接触させることにより取得される。
(もっと読む)
151 - 160 / 239
[ Back to top ]