
国際特許分類[B23K9/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621)
国際特許分類[B23K9/02]の下位に属する分類
電極の振動を用いる溶接 (56)
直線状シームのためのもの (88)
同一平面上の曲線状シームのためのもの (165)
三次元状シームのためのもの (12)
シームの下に配置された裏当て手段を使用するもの (49)
モールド手段を用いるもの (12)
国際特許分類[B23K9/02]に分類される特許
171 - 180 / 239
鉄骨ボックス柱の製造方法及び製造装置
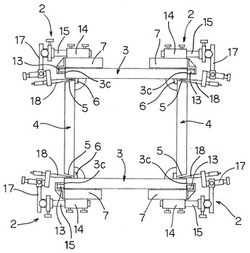
【課題】角筒状に突き合わせたボックス部材を垂直に保持して、四隅の突き合わせ部を、それぞれ下方から上方へ移動する4個の溶接装置により溶接するボックス柱の製造に際し、それぞれの溶接装置が、他の溶接装置からの拘束力を受けることなく適正、かつ、円滑に所定の位置を上昇できるようにする。
【解決手段】ボックス部材の四隅の突き合わせ部に配置される溶接装置2を、電磁石10によるフランジ鋼板3との間の非吸着状態による一体性と、台車7の側面に設けたサイド車輪13をフランジ鋼板3の端縁に係合させることにより、それぞれ独立してフランジ鋼板3の所定位置で上昇できるように装着する。
(もっと読む)
立向自動溶接装置

【課題】 フェイスプレートとウエブとから成る立向きのロンジと立向きのトランスとの交差部を、1台で立向きに自動溶接できる立向自動溶接装置を提供すること。
【解決手段】 フェイスプレートFとウエブWとから成る立向きのロンジLと、このロンジLと交差するように立向きに設けられたトランスTとの交差部Cを立向きに溶接する立向自動溶接装置1として、前記立向きに設けられたロンジLまたはトランスTに固定する固定部2と、この固定部2に支持されて立向きに延びるガイド部3と、このガイド部3に案内されて昇降する走行台車部4と、この走行台車部4の先端で前記交差部Cを溶接する溶接部5とを備えさせ、前記ガイド部3を、前記固定部2を前記ロンジLのウエブWに固定した状態でこのガイド部3が前記フェイスプレートFと当接しない距離Dに設ける。
(もっと読む)
溶接継手構造および重ね隅肉溶接方法
【課題】部材の厚さの増大を抑えると共に強度を向上させることができる溶接継手構造および重ね隅肉溶接方法を提供する。
【解決手段】第1発明の溶接継手構造1は、第1母材部2と、第1母材部2と重ね合わされた第2母材部3と、第1母材部2の表面と第2母材部3の端面との隅に形成された溶接金属4とを備える。そして、第2母材部3の端面は、第1母材部側2がその反対側よりも奥側に位置するように傾斜しており、溶接金属4ののど厚a1は、第2母材部3の厚さd2以上の大きさを有する。
(もっと読む)
溶接構造体
【課題】 互いに溶接される一側部材と他側部材との接合強度を高める。
【解決手段】
角筒体12の左ウェブ12Aと補強板16との間、右ウェブ12Bと補強板16との間に、すみ肉溶接部17を形成すると共に、このすみ肉溶接部17と交差する複数の深溶け込み溶接部18を形成する構成とする。これにより、すみ肉溶接部17を複数の深溶け込み溶接部18によって補強することができ、角筒体12と補強板16との接合強度を高めることができる。また、すみ肉溶接部17と各深溶け込み溶接部18とが交差した部位には、深溶け込み溶接部18による滑らかなビード止端部18A,18Bを形成することができるので、角筒体12と補強板16との接合強度を一層高めることができる。
(もっと読む)
ガウジングレス完全溶込み溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために開先面内に仮付け溶接を行う場合には、初層溶接の先行側の開先面内に仮付け溶接を行い、仮付けビードの有無にかかわらず、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接し、後行溶接では、溶込み深さが開先ルートフェイスの厚さ以上となるような溶接条件で初層後行側を溶接して、初層先行側と初層後行側の溶込みをラップさせることにより、ガウジングを行わずに開先ルート部の完全溶込みを得る。
(もっと読む)
溶接構造体
【課題】脆性亀裂の伝播を停止させる溶接構造体であって、合金を多く含む高コストなアレスター材を用いず簡単な加工により、脆性亀裂が万一発生した場合でも大規模破壊に至る前にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、接合板2に溶接により接合される被接合板4と、を備え、2枚の金属板2a間の溶接継手部6が、被接合板4に向かって接合板2と被接合板4との接合位置付近まで延びている溶接構造体において、溶接継手部6が被接合板4に向かう方向において、溶接継手部6と被接合板4とが接触しないとともに、溶接継手部6と被接合板4との間に接合板2と被接合板4とを接合する溶接部が存在しないように構成されている。
(もっと読む)
車両構体
【課題】構体質量の増加を極力抑えながら、構体の曲げ剛性を向上することによって、鉄道車両の良好な乗心地性能を提供する。
【解決手段】屋根構体1、側構体2、台枠3、妻構体4から成る鉄道車両構体10の長手方向中央部の屋根構体1の車内側に強度板7を貼り付けする。強度板7の鉄道車両構体10の長手方向の貼り付け範囲は2つの枕梁6の間であり、屋根構体1の左右方向の貼付範囲は屋根構体1の左右方向の長さの半分程度である。強度板7の板厚は、屋根構体1の上下方向の高さが高くなるに従って厚くなっている。かかる構造においては、多大な変形が生じる鉄道車両構体10の長手方向中央部の屋根構体1の変形を抑えられるので、鉄道車両構体10の曲げ剛性を効率的に向上できる。すなわち、鉄道車両の上下方向の曲げ振動を抑制できるので、良好な乗心地性能を提供できる。
(もっと読む)
溶接方法および溶接物
【課題】通常のアーク溶接機器以外に、追加の機器や加工工程を必要とすることなく、溶接部におけるブローホールの発生を抑える。
【解決手段】アルミニウム鋳物材1とアルミニウム展伸材3とからなるワーク相互を、ワイヤ7を用いて溶接接合する際に、ワイヤ7とワークとの間に印加する電圧の極性を切り換えて交流アーク溶接を行う溶接方法であって、ワイヤ7が正の極性となる電流の時間積分値をA、ワイヤ7が負の極性となる電流の時間積分値をBとしたときに、|B|/(A+|B|)=0.128以上とした状態で、交流アーク溶接を行い、これにより、アルミニウム鋳物材1に対する溶接時の入熱量を67.8J/mm2以下とする。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属(30)を溶接施工するようにした。
(もっと読む)
脆性亀裂伝播停止特性に優れる溶接構造体
【課題】船体構造に好適な、脆性亀裂伝播停止特性に優れる溶接構造体を提供する。
【解決手段】ウェブのフランジとの突合せ面に未溶着部が残存する隅肉溶接継手を備え、好ましくは、前記隅肉溶接継手の継手断面における未溶着部の幅と、ウェブの板厚と左右の隅肉溶接部の脚長の和に対する比率X(%)と、前記フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が、X(%)≧{5900−Kca(N/mm3/2)}/85を満足する。更に好ましくは、前記隅肉溶接継手における未溶着部を、隅肉溶接継手断面において、ウェブの板厚と左右の隅肉溶接部の脚長の和の15〜90%の幅とする。ウェブに突合せ溶接継手部を有する場合は、突合せ溶接継手部の板厚と左右の隅肉溶接部の脚長の和に対する比率X(%)と、フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が上式を満たす。
(もっと読む)
171 - 180 / 239
[ Back to top ]