
国際特許分類[B23K9/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621)
国際特許分類[B23K9/02]の下位に属する分類
電極の振動を用いる溶接 (56)
直線状シームのためのもの (88)
同一平面上の曲線状シームのためのもの (165)
三次元状シームのためのもの (12)
シームの下に配置された裏当て手段を使用するもの (49)
モールド手段を用いるもの (12)
国際特許分類[B23K9/02]に分類される特許
141 - 150 / 239
両側溶接方法及び両側溶接構造物
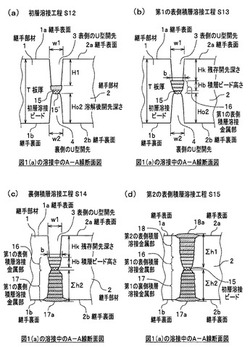
【課題】両側溶接が必要な厚板の管部材や板部材の両面U型開先継手を対象に、低変形で高能率及び高品質な両側積層溶接部を得ると共に、生産性向上及びコスト低減に有効な両側溶接方法及び両側溶接構造物を提供する。
【解決手段】前記両面U型開先継手の板厚Tの中央部又はその近傍に形成されている表側の開先3の底部を初層裏波溶接し、初層溶接部分15を含む開先3の底部から溶接前開先深さHo1又は二等分板厚Tの1/5以上2/5以下の範囲である積層ビード高さHbに到達するか或いは溶接前開先深さHo1の4/5以下3/5以上の範囲である残存開先深さHkに到達するか或いは開先肩幅w1、w2収縮量の所定の上限値が2mmに接近するまで表側積層溶接し、その後に裏側のU型開先継手の開先底部B2から開先上部の最終層まで裏側積層溶接し、その後に表側の残り開先部分から開先上部の最終層まで表側積層溶接する。
(もっと読む)
異材接合体及びその製造方法

【課題】アルミニウム合金材と鋼材とのT形すみ肉接合の異材接合体において、接合強度が高く実用性が優れているめっき鋼板とアルミニウム合金板との異材接合体及びその製造方法を提供する。
【解決手段】アルミニウム合金板1を水平に配置し、めっき層3が施されためっき鋼板2を垂直に配置し、このめっき層3の端面を、アルミニウム合金板1の表面に当接させる。そして、垂直めっき鋼板2と水平アルミニウム合金板1とのT形状の隅部を、アルミニウム又はアルミニウム合金からなる溶加材を使用して、ミグ溶接機により、接合する。これにより、この隅部にアルミニウム又はアルミニウム合金からなる溶着金属4が形成される。
(もっと読む)
溶接方法及び鋼床版
【課題】溶融スラグの残留を防ぎつつ、安定した溶け込み量を確保することが可能な溶接方法及び鋼床版を提供すること。
【解決手段】閉断面リブ3のリブ端3aのルート部にルートフェース3bが設けられており、デッキプレート2の表面2aに閉断面リブ3のルートフェース3bを当接させた状態で、デッキプレート2と閉断面リブ3とを溶接することとしたので、溶融スラグ5やブローホールがルートフェース3bの手前までしか浸入せず、当該溶融スラグ5及びブローホールは溶融金属によって排除されることになる。これにより、溶融スラグ5及びブローホールの残留を防ぐことができ、安定した溶け込み量を確保することができる。
(もっと読む)
格子状構造物の溶接装置
【課題】人の手溶接による施工が不可能である溶接を自動溶接により可能とし、特に長尺で狭隘な格子の内側を、遠隔で自動制御により、確実かつ高精度で、しかも安全に自動隅肉溶接することができるようにする。
【解決手段】狭隘かつ長尺な格子状空間を形成した組立体を、前記格子状空間の内側にて隅肉溶接して格子状構造物とする溶接装置であって、前記組立体を外周側から支持するワーク支持装置と、このワーク支持装置に支持された前記組立体の格子状空間内にその長さ方向端部から挿入可能および同方向に沿って進退動作可能なマニプレータと、このこのマニプレータの挿入先端側に設けられた溶接トーチと、この溶接トーチおよび前記マニプレータを遠隔操作する遠隔操作装置とを備える。
(もっと読む)
突合せ溶接部構造
【課題】 この発明は、複数の部材を突合せて突合部を溶接した場合における当該溶接部の強度を向上させる突合せ溶接部構造に関する。
【解決手段】板の突合せ溶接部の構造であって、一対の被溶接部材の突合せ部近傍の一方の面が板厚方向に窪んだ凹み面となり、反対側の面が板厚方向に突出した突出面となっており、前記凹み面にのみ溶接部を設けたことを特徴とする。
凹み面や突出面は、被溶接部材に対して相対的なものでよく円形状の場合は平坦面としてもよい。
(もっと読む)
溶接継手及び鋼床版並びに鋼床版の製造方法
【課題】疲労強度の向上を実現する溶接継手及び鋼床版並びに鋼床版の製造方法を提供する。
【解決手段】鋼板10の舗装部分載置面11とは反対側の下向き面12に補剛材20を複数溶接してなる鋼床版3において、鋼板10と当接する補剛材20の縁部21にレ型開先22を形成し、このレ型開先22に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属30を装填し、この溶接金属30の希釈率を一定にするべく溶け込み率を管理して得たデータに基づいて、補剛材20におけるレ型開先22の拡開角度θを45度に設定した。
(もっと読む)
溶接構造および溶接方法
【課題】溶接に要する時間の増大を抑制すると共に溶接の品質を向上させる。
【解決手段】 本発明に係る溶接構造は、第1部材6と、間隔を隔てて配置され第1部材6と溶接される一対の突起71,72を有する第2部材7と、第2部材7の突起71,72の間の凹部76と第1部材6とを接合する溶接部8と、を備える。
(もっと読む)
隅肉溶接継手および溶接方法
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成し、表ビード側脚長が縦板板厚1/2以上、4倍以下、更に裏波ビード側脚長を2mm以上、縦板板厚以下とする。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
隅肉溶接方法および隅肉溶接継手
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接方法と隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接方法および隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成する。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
溶接方法、溶接装置
【課題】溶接線の検出を、より迅速に、より高精度に行うことのできる溶接方法、溶接装置を提供することを目的とする。
【解決手段】自動溶接装置1は、溶接線に沿った複数の位置(位置y1、y2、…、yn)のそれぞれにおいて3箇所以上のタッチセンシングを行うことで、それぞれの位置における溶接線13cの位置座標を高精度に特定し、溶接トーチ2の実軌道情報を生成する。このとき、最小限の箇所へのタッチセンシングにより溶接線13cの位置座標が高精度に特定するので、実溶接線の検出をより迅速に行うことが可能となる。また、タッチセンシングは、シールドノズル3をワーク(実ワーク)13に接触させて行うので、高精度な位置検出が行える。
(もっと読む)
141 - 150 / 239
[ Back to top ]