
国際特許分類[B23K9/12]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | スポット溶接,シーム溶接または切断のための電極または加工物の自動的な送給または移動 (843)
国際特許分類[B23K9/12]の下位に属する分類
アーク溶接または切断中,加工線を追跡するための手段 (173)
電極送給手段,例.ドラム,ロール,モーター (102)
国際特許分類[B23K9/12]に分類される特許
11 - 20 / 568
角度調整装置
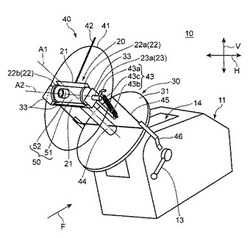
【課題】パイプの側部に別のパイプの端部を溶接する際に高度な溶接技能が必要とされない角度調整装置を提供する。
【解決手段】角度調整装置10は、被溶接物50を保持するパイプ保持部20と、回転軸A1を中心にパイプ保持部20を回転させて第1パイプ51の向きを漸次変化させる第1調整機構30と、第1パイプ51の中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる第2調整機構40とを備えている。第2調整機構40は、第1パイプ51の向きが縦向きの配置及び横向きの配置うちの一方の配置から他方の配置へ漸次変化するのに伴って、前記縦向きの配置のときよりも前記横向きの配置のときの方が第2パイプ52の向きが水平方向Hに近くなり、かつ前記一方の配置から他方の配置までの変化中に第2パイプ52の向きを一方向に漸次変化させる。
(もっと読む)
短絡アーク溶接プロセスの間に溶接入熱を増加する方法及びシステム

【課題】アーク溶接プロセスの間に溶接入熱を増加するための方法及びシステム。
【解決手段】前進する溶接電191と金属ワークピース199との間に、電気アークパルスを発生させるように電気溶接波形100を生成する電気アーク溶接システムを使用し、電気溶接波形のサイクルは、上昇するピンチ電流レベル121を供給するピンチ電流段階120、ピーク電流レベル130を供給するピーク電流段階、低下する導出電流レベル141を供給する導出電流段階140、及びバックグラウンド電流段階111を供給するバックグラウンド電流レベル110を含むそのサイクルの少なくとも1つの加熱電流段階150が生成され、加熱電流レベル151をバックグラウンド電流段階の間に供給し、その加熱電流レベルは、バックグラウンド電流レベルの上にある。
(もっと読む)
2ワイヤ溶接の溶接開始方法
【課題】2ワイヤ溶接において、溶接開始部のビード品質を向上させること。
【解決手段】溶接ワイヤと母材との間にアークを発生させると共に、溶融池の後半部にフィラーワイヤを送給して行う2ワイヤ溶接の溶接開始方法において、ワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirに設定し、溶接ワイヤの送給Wsを開始(時刻t3)してアークを発生(時刻t4)させ、このアークが発生した時点から第1所定期間Td1だけ遅延させてフィラーワイヤの送給Fsを開始(時刻t5)し、このフィラーワイヤの送給開始時点から第2所定期間Td2が経過した時点t7でワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirよりも長い定常期間用ワイヤ間距離Lsrに変化させる。これにより、第1所定期間Td1を従来技術よりも短く設定することができるので、溶接開始部のビード品質を向上させることができる。
(もっと読む)
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、クレータ処理時間を短縮すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、アークの発生及びフィラーワイヤの送給(Fs)を継続したままで、溶接ワイヤとフィラーワイヤとのワイヤ間距離Lwを定常期間中よりも短くしてクレータ処理を行う。これにより、クレータ処理のためにアークを通電する溶接電流Iwwの値が小さくなり溶融池の温度が低下しても、フィラーワイヤをアークによって直接溶融することができるので、クレータ期間中もフィラーワイヤの送給(Fs)が可能となり、クレータ処理に要する時間を短縮することができる。
(もっと読む)
溶接揺動装置
【課題】小型かつ大気中利用を可能とした溶接揺動装置を提供する。
【解決手段】溶接揺動装置は、トーチと、形状記憶合金の部材と、パルス通電による加熱機構及び/またはペルチェ素子による冷却機構と、を備え、前記パルス通電の加熱及び/またはペルチェ素子の冷却により、前記形状記憶合金の部材を変形させて、前記トーチを揺動させることを特徴とする。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】安定した溶接を行うことができるアーク溶接方法およびアーク溶接システムを提供すること
【解決手段】速度V2(t)が正の値である前進送給期間と、速度V2(t)が負の値である後退送給期間とからなる単位期間を繰り返す定常溶接工程を備え、定常溶接工程は、速度V2(t)を一周期が上記単位期間である周期関数として、消耗電極を送給する工程を含み、消耗電極を送給する工程は、ワイヤ送給装置によって、消耗電極を溶接トーチに向かって送り出す工程と、送給経路長変化装置によって、消耗電極のうち、消耗電極の軸線方向におけるワイヤ送給装置から上記溶接トーチに至る長さを周期的に変化させる工程と、溶接終了信号Wsが生成された後の時刻t6の後に、送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が送給経路長変化装置に送る工程と、時刻t6からアンチスティック電圧Vwaの印加を開始する工程と、を備える。
(もっと読む)
消耗電極ガスシールドアーク溶接トーチ
【課題】本発明はワイヤ矯正装置が大型化しない溶接トーチを提供する。
【解決手段】溶接トーチ21の第1のワイヤ変位部材1は、トーチボディ22の外周から半径方向にねじ込まれたワイヤ変位ねじ1aと、このワイヤ変位ねじ1aとの間で溶接ワイヤ25を押圧するワイヤ押圧ピン1cとからなる。第1のワイヤ変位部材1と同じ第2のワイヤ変位部材2と第3のワイヤ変位部材3とを備える。これらの3つのワイヤ変位部材1〜3のそれぞれのワイヤ変位ねじの長手軸方向が平行となるように設けられ、3つのワイヤ変位部材1〜3のそれぞれのワイヤ押圧部がトーチボディ22の長手軸心から予め定めた距離だけ交互にずれている。この結果、矯正装置が大きくなることがなく溶接トーチ21を小型化することができる。
(もっと読む)
2ワイヤ溶接の溶接開始方法
【課題】2ワイヤ溶接において、溶接開始部のビード品質を向上させること。
【解決手段】溶接ワイヤにアークを発生させると共に、溶融池の後半部にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接の溶接開始方法において、溶接ワイヤの送給Wsを開始(時刻t3)すると共に、溶接ワイヤにアークを発生(時刻t4)させ、このアークが発生した時点から第1所定期間Td1だけ遅延させてフィラーワイヤの送給Fsを開始(時刻t5)し、フィラーワイヤが溶融池に接触(時刻t6)すると予め定めたフィラーワイヤ溶接電流Iwfを通電し、フィラーワイヤの送給開始時点から第2所定期間Td2が経過した時点t7でフィラーワイヤ溶接電流Iwfの通電を停止する。これにより、第1所定期間Td1を従来技術よりも短く設定することができるので、溶接開始部のビード品質を向上させることができる。
(もっと読む)
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、健全なクレータ部を形成すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを維持したままで、フィラーワイヤに電流Iwfを通電してクレータ処理を行う。これにより、溶接ワイヤと母材との間にクレータ期間用のアークを発生させると共に、電流Iwfの通電によって予熱されたフィラーワイヤを溶融池に接触して送給してクレータ処理を行う。このために、溶融池が効率よく冷却され、かつ、フィラーワイヤが完全に溶融するので、健全なビードを形成することができる。
(もっと読む)
溶接システム
【課題】本発明の課題は、高い周波数で高精度のウィービングを行うことができる溶接システムを提供することにある。
【解決手段】溶接システムにおいて、溶接ロボットは、複数の軸を有する多関節型のロボットである。溶接ロボットは、溶接トーチの先端が、複数の軸のうち最先端に位置する先端軸の軸線からオフセットするように溶接トーチを支持している。溶接ロボットは、先端軸を回転させることにより溶接トーチの先端を先端軸の軸線周りに回転させる。制御装置は、複数の軸を用いることによって溶接トーチの先端を溶接線に沿って移動させると共に、複数の軸のうち先端軸のみを用いて溶接トーチの先端を溶接線に対してウィービングさせる。
(もっと読む)
11 - 20 / 568
[ Back to top ]