
国際特許分類[B23P21/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ユニットを構成するべく種々の多数の部品を組立てる機械で,そのような部品の先後加工があるものまたはないもの,例.プログラム制御付きのもの (845)
国際特許分類[B23P21/00]に分類される特許
91 - 100 / 845
ロボットセル
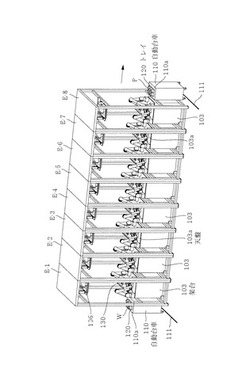
【課題】複数のロボットステーションを組み合わせて構築したロボットセルにおいて、各ロボットステーションのスペース効率の改善、タクトの向上、ロボットステーション内の機材の使用効率の改善を目的とする。
【解決手段】ロボットステーションは、一対のロボットアーム101,102と、ロボットアームのワークスペースに対して撮像面を平行に撮像手段を固定するブース104を備える。撮像手段としてのカメラ106の視野を、隣接するロボットステーションのワークスペースである架台の天盤103aまで広げる。さらに、各ロボットステーションに搭載されるロボットアームの可動範囲を、隣接するロボットステーションのワークスペース内に広げる。
(もっと読む)
生産システム用汎用セル及び該汎用セルを用いた生産システム

【課題】生産システムを構成する汎用セルとしての高い汎用性によってラインレイアウトの自由度を高く維持し、ひいてはライン構成の変更等に際しての時間的、コスト的なロスをより好適に削減する。
【解決手段】生産システムを構成する汎用セルとして、被加工物(ワーク)の加工に最低限必要とされる要素、すなわちロボット60が支持されたベースユニット10、ロボット60に対してワークの部品を供給する部品供給ユニット20、そしてベースユニット10の外側に延設される加工エリア30をセットとして1つの汎用セル100を構成する。ベースユニット10は、平面形状が正六角正からなって、少なくともワークの搬送に用いられるロボット60をこの正六角形からなる平面領域上を移動可能に支持する。そして、このロボット60の動作範囲を、加工エリア30の少なくとも一部を含むかたちで、ベースユニット10の内側から外側に至る範囲に設定する。
(もっと読む)
リテーナコッタ組合せ装置
【課題】コッタとリテーナとが組み合わされたか否かの確認作業が不要であり、サイズ及び製造コストを抑えたリテーナコッタ組合せ装置を提供する。
【解決手段】貫通孔2aを有するリテーナ2と、貫通孔2aに合った形状を成す一対のコッタ3・3と、を組み合わせるリテーナコッタ組合せ装置1であって、リテーナ2及びコッタ3・3を載置する固定盤10と、保持部21が形成され、リテーナ2を搬送する回転盤20と、所定の位置における保持部21にリテーナ2を大径側の表面を下にした状態で供給するリテーナフィーダ30と、リテーナ2の供給位置における保持部21の下方にコッタ3・3を大径側の表面を下にした状態で供給するコッタフィーダ40と、コッタ3・3を持ち上げて貫通孔2aに下方から挿入させるコッタリフタ50と、リテーナ2の供給位置よりも下流側の位置における保持部21にて、組合せ体を上下反転させる反転装置60と、を具備する。
(もっと読む)
成形天井材用接着剤塗布装置
【課題】設置面積を縮小することができる、成形天井材用接着剤塗布装置を提供する。
【解決手段】接着剤塗布ステーション4において、成形天井材2の下端部が保持機構12に保持されるとともに、成形天井材2の他方面2Bが第1支持部材25に支持されることにより、成形天井材2は、他方面2B側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。その後、保持機構12による成形天井材2の保持が解除されるとともに、第1支持部材25による成形天井材2の支持が解除されると、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重により左側にさらに傾倒して、第2支持部材28にもたれ掛かる。その後、押圧部材30により、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動される。
(もっと読む)
部品の組付方法
【課題】組付時に部品の傾きを防止し、部品を被組付体に適正な姿勢で配置する部品の組付方法を提供する。
【解決手段】部品の組付方法は、セット工程、分断工程、組付工程を含む。セット工程では、被組付体11の組付作業面11a側に、ダイ75、一次加工物31、パンチ74をこの順番で配置するとともに、分断される部品41が捨て部39と一体に形成された一次加工物31を支持部材71によって下側から支持する。分断工程では、パンチ74を被組付体11側に移動させ、一次加工物31から部品41を分断する。支持部材71は、パンチ74に連動して下降する。組付工程では、パンチ74をさらに被組付体11側に移動させ、部品41を被組付体11に組み付ける。これにより、ガイドされる部分を部品41の外縁に設けないため、摺動抵抗や、部品41の分断面に付着したバリ等によって部品41が傾くおそれがない。
(もっと読む)
転がり軸受の組立方法
【課題】分割型の環状保持器を有する大型の転がり軸受であっても簡単かつ短時間で組み立てできる転がり軸受の組立方法を提供すること。
【解決手段】第1内輪1を、その軌道肩部側が鉛直方向下方側になると共に、その中心軸が鉛直方向に略平行になっている状態で静止させる。保持器と複数の第1の玉7とを有する転動体組立体50を、治具40によって、第1の玉7が第1内輪1の軌道溝11に接触している状態で、第1内輪1に取り付ける。外輪3の第1軌道溝31の軌道肩部側を鉛直方向上方に向けた状態で、外輪3を、転動体組立体50の第1の玉7が第1軌道溝31に接触するように配置して、第1内輪2から保持部材を取り外す。
(もっと読む)
自動車の部品組み付け方法及び組み付け部品
【課題】第1部品を第2部品に組み付ける際に、ケーブルを第1部品に対して取付位置のバラツキや位置ズレを生じるとなく仮置きすることができて、両部品の組み付けを容易に行うことができる自動車の部品組み付け方法及び組み付け部品を提供する。
【解決手段】ケーブル23の一端が取着された第1部品21を第2部品38に対して組み付ける部品組み付け方法において、第1ステップでは、ケーブル23の中間部に固定された取付治具24を、第1部品21に設けられた第1取付部33に対して着脱自在に取り付けて、ケーブル23を第1部品21上に仮置きする。第2ステップでは、第1部品21を第2部品38に組み付ける。第3ステップでは、取付治具24を第1取付部33から取り外した後、第2部品38に設けられた第2取付部40に対して取り付けることにより、ケーブル23を第1部品21から延出させて第2部品38上に配置する。
(もっと読む)
組立作業時間の算出方法及びその装置
【課題】
製品設計のCAD情報から,製品の作業時間を生成し,その製品の改善余地を生成できるようにする。
【解決手段】
製品のCAD情報から製品を構成する各部品のモデル属性情報と、各部品の製品構成情報とを抽出し、この抽出したモデル属性情報と製品構成情報と予め記憶しておいた部品単位判定条件とを用いて製品を構成する部品を組立作業時間の計算対象となる作業単位に変換し、予め記憶しておいた部品種類の判定条件と部品種類ごとの組立作業時間の計算式を用いて変換した作業単位ごとの標準作業時間を算出し、予め記憶しておいた組立作業時間の増減要素の判定条件とこの増減要素ごとの増減作業時間の計算式を用いて算出した作業単位ごとの標準作業時間の増減時間を算出し、算出した標準時間の情報と算出した増減時間の情報とを用いて製品の組立作業時間を算出するようにした。
(もっと読む)
製造システム構築方法
【課題】汎用性の高い製造システムを構築可能な構築方法を提供する。
【解決手段】1以上の製造作業機の各々による製造作業を順次行なって製造物を製造するシステム10を構築する方法において、(a)各製造作業機について、メインフレーム24と統括制御装置とを備えた本体装置を準備する工程と、(b)各製造作業機について、複数の作業要素実行装置26,28,30等を準備する工程と、(c)準備した本体装置のメインフレームに、準備した複数の作業要素実行装置を組み付ける工程と、(d)準備した本体装置が備える統括制御装置に対して、準備した複数の作業要素実行装置を統括して制御するための設定を行なう工程とを含むように構成する。このような構成によれば、種々の作業を実行可能な製造作業機を備えたシステムを構築することが可能となり、汎用性の高い製造システムを構築することが可能となる。
(もっと読む)
ロボットシステム
【課題】ワークを搬送しつつ、各工程でワークに対して作業を行うロボットシステムにおいて、設備の取り外しや追加の手間を減らす。
【解決手段】ロボットシステム20Aは、ワークWをシステム20Fから受け取るとともに、ワークWをシステム20Bへ引き渡す載置台22Aを備える。システム20Aは、システム20Aの載置台22Aからシステム20Bの載置台22BへワークWを受け渡すロボット30Aと、載置台22AにおいてワークWに対して作業を行う作業装置21Aとを備える。システム20Aは、ロボット30Aに設けられたRFIDタグ33Aと、ロボット30FがワークWを載置台22Aへ受け渡す際に、RFIDタグ33Fの情報を無線で読み込むリーダライタヘッド25Aと、ロボット30AがワークWを載置台22Aから引き渡す際に、RFIDタグ33Aに情報を無線で書き込むリーダライタヘッド25Aと、を備える。
(もっと読む)
91 - 100 / 845
[ Back to top ]