
成形天井材用接着剤塗布装置
【課題】設置面積を縮小することができる、成形天井材用接着剤塗布装置を提供する。
【解決手段】接着剤塗布ステーション4において、成形天井材2の下端部が保持機構12に保持されるとともに、成形天井材2の他方面2Bが第1支持部材25に支持されることにより、成形天井材2は、他方面2B側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。その後、保持機構12による成形天井材2の保持が解除されるとともに、第1支持部材25による成形天井材2の支持が解除されると、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重により左側にさらに傾倒して、第2支持部材28にもたれ掛かる。その後、押圧部材30により、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動される。
【解決手段】接着剤塗布ステーション4において、成形天井材2の下端部が保持機構12に保持されるとともに、成形天井材2の他方面2Bが第1支持部材25に支持されることにより、成形天井材2は、他方面2B側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。その後、保持機構12による成形天井材2の保持が解除されるとともに、第1支持部材25による成形天井材2の支持が解除されると、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重により左側にさらに傾倒して、第2支持部材28にもたれ掛かる。その後、押圧部材30により、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車の成形天井材に接着剤を塗布する装置に関する。
【背景技術】
【0002】
自動車のルーフパネルの車室側の面(下面)には、車室内の装飾および遮音のために、天井材が取り付けられている。最近のほとんどの自動車では、車室内の静粛性および自動車の製造ライン(組立ライン)における作業性の観点から、天井材として、ルーフパネルの形状に合わせて成形された成形天井材が採用されている。
【0003】
成形天井材は、接着剤を用いて、ルーフパネルに取り付けられる。すなわち、成形天井材の一方面に接着剤が塗布されて、その一方面が接着剤を介してルーフパネルに接合されることにより、成形天井材がルーフパネルに取り付けられる。
【0004】
自動車の製造ラインには、成形天井材の一方面に接着剤を塗布するための接着剤塗布装置が設けられている。従来の接着剤塗布装置は、たとえば、成形天井材を搬送するベルトと、成形天井材の一方面に接着剤を供給するノズルとを備えている。成形天井材は、ベルトの一端部上に、その一方面(接着剤が塗布される面)を上に向けて載置(平置き)される。そして、成形天井材がベルトの他端部に搬送される途中で、ノズルから成形天井材の一方面に接着剤が供給されることにより、その一方面への接着剤の塗布が達成される。接着剤が塗布された後の成形天井材は、人手により、ベルトの他端部上から取り去られて、自動車のルーフパネルに取り付けられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−203473号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、従来の接着剤塗布装置では、成形天井材がベルト上に平置きされるため、設置面積が非常に大きい。
【0007】
本発明の目的は、設置面積を縮小することができる、成形天井材用接着剤塗布装置を提供することである。
【課題を解決するための手段】
【0008】
前記の目的を達成するため、本発明は、自動車の成形天井材の一方面に接着剤を塗布する成形天井材用接着剤塗布装置において、前記成形天井材の下端部を保持するための保持部、および前記成形天井材の前記一方面と反対側の他方面を支持するための第1支持部を有し、前記成形天井材の前記下端部が前記保持部により保持されるとともに、前記成形天井材の前記他方面が前記第1支持部により支持されることにより、前記成形天井材が前記他方面側に傾倒した姿勢に配置される接着剤塗布ステーションと、前記接着剤塗布ステーションに配置された前記成形天井材の前記一方面に接着剤を塗布する塗布ロボットと、前記成形天井材の前記他方面を支持するための第2支持部を有する搬出ステーションと、前記保持部による前記成形天井材の保持が解除されるとともに、前記第1支持部による前記成形天井材の支持が解除されて、前記成形天井材の前記下端部が前記接着剤塗布ステーションに残り、前記成形天井材が前記他方面側にさらに傾倒して前記第2支持部にもたれ掛かった後に、前記成形天井材の前記下端部を前記搬出ステーションに移動させる移動手段とを含むことを特徴としている。
【0009】
接着剤塗布ステーションにおいて、成形天井材の下端部が保持部に保持されるとともに、成形天井材における接着剤が塗布される一方面と反対側の他方面が第1支持部に支持されることにより、成形天井材は、他方面側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボットにより、成形天井材の一方面に接着剤が塗布される。
【0010】
そのため、成形天井材が水平に延びる姿勢に配置(平置き)される構成と比較して、接着剤の塗布時に成形天井材の配置に必要となるスペースを縮小することができる。すなわち、成形天井材が平置きされる構成で接着剤の塗布時に成形天井材を配置するために必要となるスペースと比較して、接着剤塗布ステーションのフットプリントを縮小することができる。
【0011】
成形天井材が接着剤塗布ステーションに配置された状態から、保持部による成形天井材の保持が解除されるとともに、第1支持部による成形天井材の支持が解除されると、成形天井材は、その下端部が接着剤塗布ステーションに残ったまま、自重により他方面側にさらに傾倒して、第2支持部にもたれ掛かる。
【0012】
その後、移動手段により、成形天井材の下端部が接着剤塗布ステーションから搬出ステーションに移動される。成形天井材の他方面が第2支持部に支持されているので、成形天井材の下端部の移動に伴って、成形天井材の上端部は、下端部の移動方向と逆方向に移動する。その結果、成形天井材は、大きく傾斜した姿勢から起立する姿勢に近づきながら搬出ステーションに搬送される。そして、搬出ステーションにおいて、成形天井材の下端部が移動手段に保持されるとともに、成形天井材の他方面が第2支持部に支持されることにより、成形天井材は、他方面側に傾倒した姿勢となる。
【0013】
そのため、成形天井材が平置きされる構成と比較して、接着剤が塗布された後の成形天井材の配置に必要となるスペースを縮小することができる。すなわち、成形天井材が平置きされる構成で接着剤の塗布後の成形天井材を配置するために必要となるスペースと比較して、搬出ステーションのフットプリントを縮小することができる。
【0014】
よって、この成形天井材用接着剤塗布装置では、従来の成形天井材用接着剤塗布装置と比較して、その設置面積を大幅に縮小することができる。
【0015】
接着剤塗布ステーションでの成形天井材の傾斜姿勢を保持したまま、成形天井材を搬出ステーションまで搬送する構成が考えられるが、複雑な機構が必要となることが予想される。
【0016】
これに対し、この成形天井材用接着剤塗布装置では、保持部による保持および第1支持部による支持が解除されて、成形天井材が自重により第2支持部にもたれ掛かり、成形天井材の他方面が第2支持部に支持されながら、成形天井材の下端部が接着剤塗布ステーションから搬出ステーションに移動されることにより、接着剤塗布ステーションから搬出ステーションへの成形天井材の搬送が達成される。よって、成形天井材の搬送を簡素な構成により達成することができる。
【0017】
また、搬出ステーションで成形天井材が他方面側に傾斜した姿勢に配置されるので、搬出ステーションから成形天井材を搬出しやすく、また、その成形天井材を自動車のルーフパネルの下方に容易に潜り込ませることができる。よって、搬出ステーションからの成形天井材の搬出以降の作業性が向上する。
【発明の効果】
【0018】
本発明によれば、接着剤塗布ステーションおよび搬出ステーションにおいて、成形天井材は、接着剤が塗布される一方面と反対側の他方面側に傾斜した姿勢に配置される。また、成形天井材の自重を利用して、接着剤塗布ステーションから搬出ステーションへの成形天井材の搬送が達成される。よって、成形天井材用接着剤塗布装置の設置面積を縮小することができ、また、その構成を簡素化することができる。
【図面の簡単な説明】
【0019】
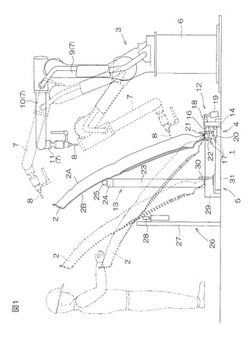
【図1】図1は、本発明の一実施形態に係る成形天井材用接着剤塗布装置の正面図である。
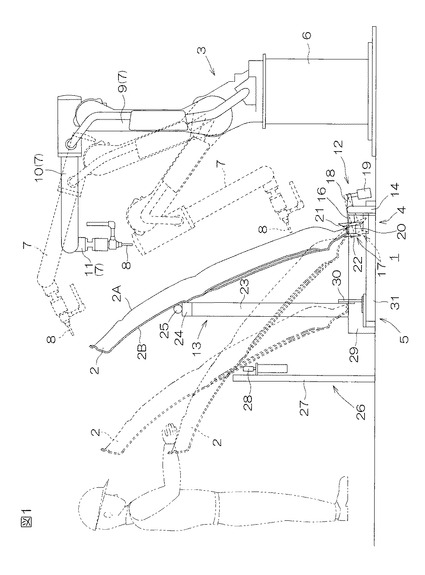
【図2】図2は、図1に示される成形天井材用接着剤塗布装置の平面図である。
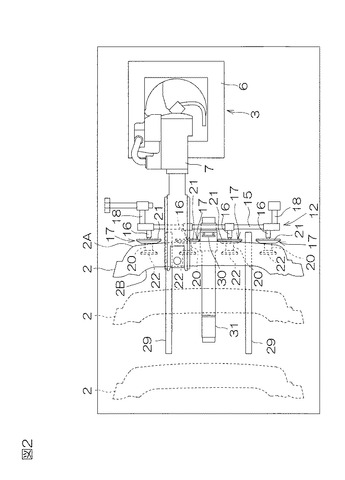
【図3】図3は、図1に示される成形天井材用接着剤塗布装置の側面図である。
【発明を実施するための形態】
【0020】
以下では、本発明の実施の形態について、添付図面を参照しつつ詳細に説明する。
【0021】
図1は、本発明の一実施形態に係る成形天井材用接着剤塗布装置の正面図である。図2は、図1に示される成形天井材用接着剤塗布装置の平面図である。図3は、図1に示される成形天井材用接着剤塗布装置の側面図である。図3では、図1に示される塗布ロボットの図示が省略されている。
【0022】
成形天井材用接着剤塗布装置1は、自動車のルーフパネルの車室側の面に取り付けられる成形天井材2の一方面(ルーフパネルに接合される面)2Aに、ルーフパネルと成形天井材2との接合のための接着剤を塗布する装置である。成形天井材用接着剤塗布装置1は、自動車の製造ラインが設けられる工場内に設置される。
【0023】
成形天井材用接着剤塗布装置1は、図1に示されるように、塗布ロボット3、接着剤塗布ステーション4および搬出ステーション5を有している。塗布ロボット3、接着剤塗布ステーション4および搬出ステーション5は、成形天井材用接着剤塗布装置1を正面側から見たときに、この順で右から左に並んでいる。
【0024】
なお、成形天井材用接着剤塗布装置1の正面は、成形天井材用接着剤塗布装置1に成形天井材2をセット(搬入)する際に作業者が立つ側の面である。成形天井材用接着剤塗布装置1を正面側から見て、成形天井材用接着剤塗布装置1の前後上下左右を規定する。
【0025】
塗布ロボット3は、成形天井材2の一方面2Aに接着剤を塗布するロボットである。塗布ロボット3は、成形天井材用接着剤塗布装置1の底面に固定された基部6と、基部6上に支持されたロボットアーム7と、ロボットアーム7の先端に保持されたノズル8とを備えている。
【0026】
ロボットアーム7は、水平に延びる軸線を中心に揺動可能な第1アーム部9と、第1アーム部9の先端部に連結され、第1アーム部9の先端部で水平に延びる軸線を中心に揺動可能な第2アーム部10と、第2アーム部10の先端部に連結され、第2アーム部10の先端部で水平に延びる軸線を中心に揺動可能な第3アーム部11とを有する多関節アームである。また、ロボットアーム7は、その全体が鉛直に延びる軸線を中心に回動可能に設けられている。
【0027】
ノズル8は、ロボットアーム7の第3アーム部11に取り付けられている。ノズル8には、ノズル8に接着剤を供給するための配管が接続されている。ノズル8内に組み込まれたバルブが開放されると、配管からノズル8に供給される接着剤がノズル8の先端の吐出口から吐出される。
【0028】
接着剤塗布ステーション4は、図3に示されるように、成形天井材2の下端部を保持するための保持機構12と、成形天井材2の一方面2Aと反対側の他方面2Bを支持するための2つの第1支持機構13とを備えている。
【0029】
具体的には、保持機構12は、成形天井材用接着剤塗布装置1の底面上に前後方向に間隔を空けて立設され、鉛直方向に延びる2つの軸受部材14と、2つの軸受部材14に両端部が回転可能に保持された軸15と、前後方向に間隔を空けて設けられ、一端部が軸15に固定された複数(この実施形態では、4つ)の円柱状の揺動アーム16(図1,2参照)と、各揺動アーム16の他端部に取り付けられたローラ17と、一端部が軸15の両端部に固定され、揺動アーム16と正反対方向に延びる操作アーム18(図1参照)と、操作アーム18の他端部を上下方向に移動させるためのシリンダ19(図1参照)とを備えている。
【0030】
ローラ17は、図1,2に示されるように、揺動アーム16と中心軸線が一致する円柱部20および円柱部20の両端部の全周から径方向に張り出した鍔部21,22を有する略鼓形状をなしている。右側の鍔部21は、左側ほど径が小さくなる平面視円錐台形状をなしている。左側の鍔部22は、右側ほど径が小さくなる平面視円錐台形状をなし、左端における径が右側の鍔部21の右端における径よりも小さい。ローラ17は、揺動アーム18により、円柱部20の中心軸線を中心に回転可能に支持されている。
【0031】
シリンダ19は、操作アーム18の他端部の下方に配置され、ロッドが操作アーム18に結合されている。
【0032】
図1に実線で示されるように、揺動アーム16および操作アーム18が少し左下がりに延びる状態では、4つのローラ17の円柱部20が後述のガイド部材29の上面の位置と同じかそれより上方に位置している。この状態からシリンダ19のロッドが進出されて、操作アーム18の他端部が上方に押し上げられると、軸15が正面から見て反時計回りに回動し、図1に破線で示されるように、揺動アーム16が左端部が下方に移動して、4つのローラ17が下方に移動する。ローラ17が最下方まで移動した状態で、左側の鍔部22の上端は、後述のガイド部材29の上面よりも下方に位置する。
【0033】
2つの第1支持機構13は、保持機構12の左方に配置されている。各第1支持機構13は、成形天井材用接着剤塗布装置1の底面上に立設された支柱23を備えている。2つの第1支持機構13の支柱23は、前後方向に成形天井材2の幅よりも大きい間隔を空けて、左右方向において同じ位置に配置されている。各支柱23の上端部には、ロータリシリンダ24が設けられている。ロータリシリンダ24には、円柱状の第1支持部材25が結合されている。第1支持部材25は、ロータリシリンダ24により、支柱23の上方から第1支持機構13の内側に延びる支持位置と支柱23の上方から左側に延びる退避位置との間で水平面内で揺動される。
【0034】
搬出ステーション5には、2つの第2支持機構26が設けられている。各第2支持機構26は、成形天井材用接着剤塗布装置1の底面上に立設された支柱27を備えている。2つの第2支持機構26の支柱27は、前後方向に成形天井材2の幅よりも小さい間隔を空けて、左右方向において同じ位置に配置されている。各支柱27の上端部には、第2支持部材28が取り付けられている。第2支持部材28の上端は、第1支持部材25よりも低い位置に位置している。
【0035】
また、成形天井材用接着剤塗布装置1の底面上には、2つのガイド部材29が設けられている。2つのガイド部材29は、図3に示されるように、前後方向に成形天井材2の幅よりも小さい間隔を空けて、2つの第1支持機構13の支柱23の間の中央を通って左右方向延びる直線に対して互いに対称をなす位置に配置され、それぞれ左右方向に延びる四角柱状をなしている。この成形天井材用接着剤塗布装置1では、各ガイド部材29の右端部が接着剤塗布ステーション4にその構成要素として含まれ、各ガイド部材29の左端部が搬出ステーション5にその構成要素として含まれる。
【0036】
2つのガイド部材29の間の中央には、成形天井材2の下端部を接着剤塗布ステーション4から搬出ステーション5(ガイド部材29の左端部)上に移動させる押圧部材30が設けられている。押圧部材30は、鉛直方向に延びる側面視板状をなし、移載用シリンダ31により、ガイド部材29の右端部に対向する位置(図2に示される位置)とガイド部材29の左端部に対向する位置(図1に示される位置)とに往復変位される。
【0037】
成形天井材2の一方面2Aへの接着剤の塗布時には、作業者により、成形天井材2が接着剤塗布ステーション4に搬入される。接着剤塗布ステーション4において、成形天井材2は、一方面2Aを右側に向けて、保持機構12の4つのローラ17上に載置される。このとき、揺動アーム16および操作アーム18は、少し左下がりに延びている。また、2つの第1支持機構13の第1支持部材25は、支持位置に位置し、支柱23の上方から第1支持機構13の内側に延びている。そのため、4つのローラ17上に成形天井材2が載置されると、成形天井材2の下端縁が円柱部20に当接し、成形天井材2が自重により左側に傾倒して、成形天井材2の他方面2Bが鍔部22に当接して、成形天井材2の下端部が4つのローラ17により保持されるとともに、他方面2Bが第1支持部材25にもたれ掛かって支持される。
【0038】
また、成形天井材2が接着剤塗布ステーション4に搬入されるときには、押圧部材30は、ガイド部材29の右端部に対向する位置に配置され、成形天井材2の下端部の中央部に対して右側から対向している。
【0039】
成形天井材2が接着剤塗布ステーション4に配置された状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。
【0040】
接着剤の塗布が完了すると、シリンダ19のロッドが進出されて、4つのローラ17が下方に移動する。ローラ17が最下方の位置まで移動すると、成形天井材2の下端部が4つのローラ17により保持された状態が解除され、成形天井材2が2つのガイド部材29上に移載される。また、ロータリシリンダ24により、各第1支持部材25が支持位置から退避位置に移動され、第1支持部材25による成形天井材2の支持が解除される。その結果、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重によって左側にさらに傾倒し、他方面2Bが2つの第2支持機構26の第2支持部材28にもたれ掛かって支持される。
【0041】
その後、移載用シリンダ31により、押圧部材30が左側に移動される。押圧部材30は、その移動の途中で成形天井材2の下端部に当接し、その後の移動により、成形天井材2の下端部を左方に押圧して移動させる。成形天井材2の他方面2Bが第2支持部材28に支持されているので、成形天井材2の下端部の移動に伴って、成形天井材2の上端部は、下端部の移動方向と逆方向、つまり右方に移動する。その結果、成形天井材2は、大きく傾斜した姿勢から起立する姿勢に近づきながら搬出ステーション5に向けて搬送される。そして、成形天井材2の下端部がガイド部材29の左端部上に配置されると、移載用シリンダ31による押圧部材30の移動が停止される。その結果、成形天井材2の下端部がガイド部材29および押圧部材30に当接した状態で保持されるとともに、成形天井材2の他方面2Bが第2支持部材28に支持されることにより、成形天井材2は、左側に少し傾倒した姿勢に保持される。これにより、成形天井材2の接着剤塗布ステーション4から搬出ステーション5への移載が完了する。
【0042】
なお、ロボット3、シリンダ19、ロータリシリンダ24および移載用シリンダ31などの各部の動作は、マイクロコンピュータを含む制御部(図示せず)により制御される。
【0043】
以上のように、接着剤塗布ステーション4において、成形天井材2の下端部が保持機構12に保持されるとともに、成形天井材2における接着剤が塗布される一方面2Aと反対側の他方面2Bが第1支持部材25に支持されることにより、成形天井材2は、他方面2B側である左側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。
【0044】
そのため、成形天井材2が水平に延びる姿勢に配置(平置き)される構成と比較して、接着剤の塗布時に成形天井材2の配置に必要となるスペースを縮小することができる。すなわち、成形天井材2が平置きされる構成で接着剤の塗布時に成形天井材2を配置するために必要となるスペースと比較して、接着剤塗布ステーション4のフットプリントを縮小することができる。
【0045】
成形天井材2が接着剤塗布ステーション4に配置された状態から、保持機構12による成形天井材2の保持が解除されるとともに、第1支持部材25による成形天井材2の支持が解除されると、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重により左側にさらに傾倒して、第2支持部材28にもたれ掛かる。
【0046】
その後、押圧部材30により、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動される。成形天井材2の他方面2Bが第2支持部材28に支持されているので、成形天井材2の下端部の移動に伴って、成形天井材2の上端部は、下端部の移動方向と逆方向である右方に移動する。その結果、成形天井材2は、大きく傾斜した姿勢から起立する姿勢に近づきながら搬出ステーション5に搬送される。そして、搬出ステーション5において、成形天井材2の下端部が押圧部材30に保持されるとともに、成形天井材2の他方面2Bが第2支持部材28に支持されることにより、成形天井材2は、他方面2B側に傾倒した姿勢となる。
【0047】
そのため、成形天井材2が平置きされる構成と比較して、接着剤が塗布された後の成形天井材2の配置に必要となるスペースを縮小することができる。すなわち、成形天井材2が平置きされる構成で接着剤の塗布後の成形天井材2を配置するために必要となるスペースと比較して、搬出ステーション5のフットプリントを縮小することができる。
【0048】
よって、この成形天井材用接着剤塗布装置1では、従来の成形天井材用接着剤塗布装置と比較して、その設置面積を大幅に縮小することができる。
【0049】
接着剤塗布ステーション4での成形天井材2の傾斜姿勢を保持したまま、成形天井材2を搬出ステーション5まで搬送する構成が考えられるが、複雑な機構が必要となることが予想される。
【0050】
これに対し、この成形天井材用接着剤塗布装置1では、保持機構12による保持および第1支持部材25による支持が解除されて、成形天井材2が自重により第2支持部材28にもたれ掛かり、成形天井材2の他方面2Bが第2支持部材28に支持されながら、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動されることにより、接着剤塗布ステーション4から搬出ステーション5への成形天井材2の搬送が達成される。よって、成形天井材2の搬送を簡素な構成により達成することができる。
【0051】
また、搬出ステーション5で成形天井材2が左側に傾斜した姿勢に配置されるので、搬出ステーション5から成形天井材2を搬出しやすく、また、その成形天井材2を自動車のルーフパネルの下方に容易に潜り込ませることができる。よって、搬出ステーション5からの成形天井材2の搬出以降の作業性が向上する。
【符号の説明】
【0052】
1 成形天井材用接着剤塗布装置
2 成形天井材
2A 一方面
2B 他方面
3 塗布ロボット
4 接着剤塗布ステーション
5 搬出ステーション
12 保持機構(保持部)
25 第1支持部材
28 第2支持部材
30 押圧部材(移動手段)
31 移載用シリンダ(移動手段)
【技術分野】
【0001】
本発明は、自動車の成形天井材に接着剤を塗布する装置に関する。
【背景技術】
【0002】
自動車のルーフパネルの車室側の面(下面)には、車室内の装飾および遮音のために、天井材が取り付けられている。最近のほとんどの自動車では、車室内の静粛性および自動車の製造ライン(組立ライン)における作業性の観点から、天井材として、ルーフパネルの形状に合わせて成形された成形天井材が採用されている。
【0003】
成形天井材は、接着剤を用いて、ルーフパネルに取り付けられる。すなわち、成形天井材の一方面に接着剤が塗布されて、その一方面が接着剤を介してルーフパネルに接合されることにより、成形天井材がルーフパネルに取り付けられる。
【0004】
自動車の製造ラインには、成形天井材の一方面に接着剤を塗布するための接着剤塗布装置が設けられている。従来の接着剤塗布装置は、たとえば、成形天井材を搬送するベルトと、成形天井材の一方面に接着剤を供給するノズルとを備えている。成形天井材は、ベルトの一端部上に、その一方面(接着剤が塗布される面)を上に向けて載置(平置き)される。そして、成形天井材がベルトの他端部に搬送される途中で、ノズルから成形天井材の一方面に接着剤が供給されることにより、その一方面への接着剤の塗布が達成される。接着剤が塗布された後の成形天井材は、人手により、ベルトの他端部上から取り去られて、自動車のルーフパネルに取り付けられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−203473号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、従来の接着剤塗布装置では、成形天井材がベルト上に平置きされるため、設置面積が非常に大きい。
【0007】
本発明の目的は、設置面積を縮小することができる、成形天井材用接着剤塗布装置を提供することである。
【課題を解決するための手段】
【0008】
前記の目的を達成するため、本発明は、自動車の成形天井材の一方面に接着剤を塗布する成形天井材用接着剤塗布装置において、前記成形天井材の下端部を保持するための保持部、および前記成形天井材の前記一方面と反対側の他方面を支持するための第1支持部を有し、前記成形天井材の前記下端部が前記保持部により保持されるとともに、前記成形天井材の前記他方面が前記第1支持部により支持されることにより、前記成形天井材が前記他方面側に傾倒した姿勢に配置される接着剤塗布ステーションと、前記接着剤塗布ステーションに配置された前記成形天井材の前記一方面に接着剤を塗布する塗布ロボットと、前記成形天井材の前記他方面を支持するための第2支持部を有する搬出ステーションと、前記保持部による前記成形天井材の保持が解除されるとともに、前記第1支持部による前記成形天井材の支持が解除されて、前記成形天井材の前記下端部が前記接着剤塗布ステーションに残り、前記成形天井材が前記他方面側にさらに傾倒して前記第2支持部にもたれ掛かった後に、前記成形天井材の前記下端部を前記搬出ステーションに移動させる移動手段とを含むことを特徴としている。
【0009】
接着剤塗布ステーションにおいて、成形天井材の下端部が保持部に保持されるとともに、成形天井材における接着剤が塗布される一方面と反対側の他方面が第1支持部に支持されることにより、成形天井材は、他方面側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボットにより、成形天井材の一方面に接着剤が塗布される。
【0010】
そのため、成形天井材が水平に延びる姿勢に配置(平置き)される構成と比較して、接着剤の塗布時に成形天井材の配置に必要となるスペースを縮小することができる。すなわち、成形天井材が平置きされる構成で接着剤の塗布時に成形天井材を配置するために必要となるスペースと比較して、接着剤塗布ステーションのフットプリントを縮小することができる。
【0011】
成形天井材が接着剤塗布ステーションに配置された状態から、保持部による成形天井材の保持が解除されるとともに、第1支持部による成形天井材の支持が解除されると、成形天井材は、その下端部が接着剤塗布ステーションに残ったまま、自重により他方面側にさらに傾倒して、第2支持部にもたれ掛かる。
【0012】
その後、移動手段により、成形天井材の下端部が接着剤塗布ステーションから搬出ステーションに移動される。成形天井材の他方面が第2支持部に支持されているので、成形天井材の下端部の移動に伴って、成形天井材の上端部は、下端部の移動方向と逆方向に移動する。その結果、成形天井材は、大きく傾斜した姿勢から起立する姿勢に近づきながら搬出ステーションに搬送される。そして、搬出ステーションにおいて、成形天井材の下端部が移動手段に保持されるとともに、成形天井材の他方面が第2支持部に支持されることにより、成形天井材は、他方面側に傾倒した姿勢となる。
【0013】
そのため、成形天井材が平置きされる構成と比較して、接着剤が塗布された後の成形天井材の配置に必要となるスペースを縮小することができる。すなわち、成形天井材が平置きされる構成で接着剤の塗布後の成形天井材を配置するために必要となるスペースと比較して、搬出ステーションのフットプリントを縮小することができる。
【0014】
よって、この成形天井材用接着剤塗布装置では、従来の成形天井材用接着剤塗布装置と比較して、その設置面積を大幅に縮小することができる。
【0015】
接着剤塗布ステーションでの成形天井材の傾斜姿勢を保持したまま、成形天井材を搬出ステーションまで搬送する構成が考えられるが、複雑な機構が必要となることが予想される。
【0016】
これに対し、この成形天井材用接着剤塗布装置では、保持部による保持および第1支持部による支持が解除されて、成形天井材が自重により第2支持部にもたれ掛かり、成形天井材の他方面が第2支持部に支持されながら、成形天井材の下端部が接着剤塗布ステーションから搬出ステーションに移動されることにより、接着剤塗布ステーションから搬出ステーションへの成形天井材の搬送が達成される。よって、成形天井材の搬送を簡素な構成により達成することができる。
【0017】
また、搬出ステーションで成形天井材が他方面側に傾斜した姿勢に配置されるので、搬出ステーションから成形天井材を搬出しやすく、また、その成形天井材を自動車のルーフパネルの下方に容易に潜り込ませることができる。よって、搬出ステーションからの成形天井材の搬出以降の作業性が向上する。
【発明の効果】
【0018】
本発明によれば、接着剤塗布ステーションおよび搬出ステーションにおいて、成形天井材は、接着剤が塗布される一方面と反対側の他方面側に傾斜した姿勢に配置される。また、成形天井材の自重を利用して、接着剤塗布ステーションから搬出ステーションへの成形天井材の搬送が達成される。よって、成形天井材用接着剤塗布装置の設置面積を縮小することができ、また、その構成を簡素化することができる。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の一実施形態に係る成形天井材用接着剤塗布装置の正面図である。
【図2】図2は、図1に示される成形天井材用接着剤塗布装置の平面図である。
【図3】図3は、図1に示される成形天井材用接着剤塗布装置の側面図である。
【発明を実施するための形態】
【0020】
以下では、本発明の実施の形態について、添付図面を参照しつつ詳細に説明する。
【0021】
図1は、本発明の一実施形態に係る成形天井材用接着剤塗布装置の正面図である。図2は、図1に示される成形天井材用接着剤塗布装置の平面図である。図3は、図1に示される成形天井材用接着剤塗布装置の側面図である。図3では、図1に示される塗布ロボットの図示が省略されている。
【0022】
成形天井材用接着剤塗布装置1は、自動車のルーフパネルの車室側の面に取り付けられる成形天井材2の一方面(ルーフパネルに接合される面)2Aに、ルーフパネルと成形天井材2との接合のための接着剤を塗布する装置である。成形天井材用接着剤塗布装置1は、自動車の製造ラインが設けられる工場内に設置される。
【0023】
成形天井材用接着剤塗布装置1は、図1に示されるように、塗布ロボット3、接着剤塗布ステーション4および搬出ステーション5を有している。塗布ロボット3、接着剤塗布ステーション4および搬出ステーション5は、成形天井材用接着剤塗布装置1を正面側から見たときに、この順で右から左に並んでいる。
【0024】
なお、成形天井材用接着剤塗布装置1の正面は、成形天井材用接着剤塗布装置1に成形天井材2をセット(搬入)する際に作業者が立つ側の面である。成形天井材用接着剤塗布装置1を正面側から見て、成形天井材用接着剤塗布装置1の前後上下左右を規定する。
【0025】
塗布ロボット3は、成形天井材2の一方面2Aに接着剤を塗布するロボットである。塗布ロボット3は、成形天井材用接着剤塗布装置1の底面に固定された基部6と、基部6上に支持されたロボットアーム7と、ロボットアーム7の先端に保持されたノズル8とを備えている。
【0026】
ロボットアーム7は、水平に延びる軸線を中心に揺動可能な第1アーム部9と、第1アーム部9の先端部に連結され、第1アーム部9の先端部で水平に延びる軸線を中心に揺動可能な第2アーム部10と、第2アーム部10の先端部に連結され、第2アーム部10の先端部で水平に延びる軸線を中心に揺動可能な第3アーム部11とを有する多関節アームである。また、ロボットアーム7は、その全体が鉛直に延びる軸線を中心に回動可能に設けられている。
【0027】
ノズル8は、ロボットアーム7の第3アーム部11に取り付けられている。ノズル8には、ノズル8に接着剤を供給するための配管が接続されている。ノズル8内に組み込まれたバルブが開放されると、配管からノズル8に供給される接着剤がノズル8の先端の吐出口から吐出される。
【0028】
接着剤塗布ステーション4は、図3に示されるように、成形天井材2の下端部を保持するための保持機構12と、成形天井材2の一方面2Aと反対側の他方面2Bを支持するための2つの第1支持機構13とを備えている。
【0029】
具体的には、保持機構12は、成形天井材用接着剤塗布装置1の底面上に前後方向に間隔を空けて立設され、鉛直方向に延びる2つの軸受部材14と、2つの軸受部材14に両端部が回転可能に保持された軸15と、前後方向に間隔を空けて設けられ、一端部が軸15に固定された複数(この実施形態では、4つ)の円柱状の揺動アーム16(図1,2参照)と、各揺動アーム16の他端部に取り付けられたローラ17と、一端部が軸15の両端部に固定され、揺動アーム16と正反対方向に延びる操作アーム18(図1参照)と、操作アーム18の他端部を上下方向に移動させるためのシリンダ19(図1参照)とを備えている。
【0030】
ローラ17は、図1,2に示されるように、揺動アーム16と中心軸線が一致する円柱部20および円柱部20の両端部の全周から径方向に張り出した鍔部21,22を有する略鼓形状をなしている。右側の鍔部21は、左側ほど径が小さくなる平面視円錐台形状をなしている。左側の鍔部22は、右側ほど径が小さくなる平面視円錐台形状をなし、左端における径が右側の鍔部21の右端における径よりも小さい。ローラ17は、揺動アーム18により、円柱部20の中心軸線を中心に回転可能に支持されている。
【0031】
シリンダ19は、操作アーム18の他端部の下方に配置され、ロッドが操作アーム18に結合されている。
【0032】
図1に実線で示されるように、揺動アーム16および操作アーム18が少し左下がりに延びる状態では、4つのローラ17の円柱部20が後述のガイド部材29の上面の位置と同じかそれより上方に位置している。この状態からシリンダ19のロッドが進出されて、操作アーム18の他端部が上方に押し上げられると、軸15が正面から見て反時計回りに回動し、図1に破線で示されるように、揺動アーム16が左端部が下方に移動して、4つのローラ17が下方に移動する。ローラ17が最下方まで移動した状態で、左側の鍔部22の上端は、後述のガイド部材29の上面よりも下方に位置する。
【0033】
2つの第1支持機構13は、保持機構12の左方に配置されている。各第1支持機構13は、成形天井材用接着剤塗布装置1の底面上に立設された支柱23を備えている。2つの第1支持機構13の支柱23は、前後方向に成形天井材2の幅よりも大きい間隔を空けて、左右方向において同じ位置に配置されている。各支柱23の上端部には、ロータリシリンダ24が設けられている。ロータリシリンダ24には、円柱状の第1支持部材25が結合されている。第1支持部材25は、ロータリシリンダ24により、支柱23の上方から第1支持機構13の内側に延びる支持位置と支柱23の上方から左側に延びる退避位置との間で水平面内で揺動される。
【0034】
搬出ステーション5には、2つの第2支持機構26が設けられている。各第2支持機構26は、成形天井材用接着剤塗布装置1の底面上に立設された支柱27を備えている。2つの第2支持機構26の支柱27は、前後方向に成形天井材2の幅よりも小さい間隔を空けて、左右方向において同じ位置に配置されている。各支柱27の上端部には、第2支持部材28が取り付けられている。第2支持部材28の上端は、第1支持部材25よりも低い位置に位置している。
【0035】
また、成形天井材用接着剤塗布装置1の底面上には、2つのガイド部材29が設けられている。2つのガイド部材29は、図3に示されるように、前後方向に成形天井材2の幅よりも小さい間隔を空けて、2つの第1支持機構13の支柱23の間の中央を通って左右方向延びる直線に対して互いに対称をなす位置に配置され、それぞれ左右方向に延びる四角柱状をなしている。この成形天井材用接着剤塗布装置1では、各ガイド部材29の右端部が接着剤塗布ステーション4にその構成要素として含まれ、各ガイド部材29の左端部が搬出ステーション5にその構成要素として含まれる。
【0036】
2つのガイド部材29の間の中央には、成形天井材2の下端部を接着剤塗布ステーション4から搬出ステーション5(ガイド部材29の左端部)上に移動させる押圧部材30が設けられている。押圧部材30は、鉛直方向に延びる側面視板状をなし、移載用シリンダ31により、ガイド部材29の右端部に対向する位置(図2に示される位置)とガイド部材29の左端部に対向する位置(図1に示される位置)とに往復変位される。
【0037】
成形天井材2の一方面2Aへの接着剤の塗布時には、作業者により、成形天井材2が接着剤塗布ステーション4に搬入される。接着剤塗布ステーション4において、成形天井材2は、一方面2Aを右側に向けて、保持機構12の4つのローラ17上に載置される。このとき、揺動アーム16および操作アーム18は、少し左下がりに延びている。また、2つの第1支持機構13の第1支持部材25は、支持位置に位置し、支柱23の上方から第1支持機構13の内側に延びている。そのため、4つのローラ17上に成形天井材2が載置されると、成形天井材2の下端縁が円柱部20に当接し、成形天井材2が自重により左側に傾倒して、成形天井材2の他方面2Bが鍔部22に当接して、成形天井材2の下端部が4つのローラ17により保持されるとともに、他方面2Bが第1支持部材25にもたれ掛かって支持される。
【0038】
また、成形天井材2が接着剤塗布ステーション4に搬入されるときには、押圧部材30は、ガイド部材29の右端部に対向する位置に配置され、成形天井材2の下端部の中央部に対して右側から対向している。
【0039】
成形天井材2が接着剤塗布ステーション4に配置された状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。
【0040】
接着剤の塗布が完了すると、シリンダ19のロッドが進出されて、4つのローラ17が下方に移動する。ローラ17が最下方の位置まで移動すると、成形天井材2の下端部が4つのローラ17により保持された状態が解除され、成形天井材2が2つのガイド部材29上に移載される。また、ロータリシリンダ24により、各第1支持部材25が支持位置から退避位置に移動され、第1支持部材25による成形天井材2の支持が解除される。その結果、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重によって左側にさらに傾倒し、他方面2Bが2つの第2支持機構26の第2支持部材28にもたれ掛かって支持される。
【0041】
その後、移載用シリンダ31により、押圧部材30が左側に移動される。押圧部材30は、その移動の途中で成形天井材2の下端部に当接し、その後の移動により、成形天井材2の下端部を左方に押圧して移動させる。成形天井材2の他方面2Bが第2支持部材28に支持されているので、成形天井材2の下端部の移動に伴って、成形天井材2の上端部は、下端部の移動方向と逆方向、つまり右方に移動する。その結果、成形天井材2は、大きく傾斜した姿勢から起立する姿勢に近づきながら搬出ステーション5に向けて搬送される。そして、成形天井材2の下端部がガイド部材29の左端部上に配置されると、移載用シリンダ31による押圧部材30の移動が停止される。その結果、成形天井材2の下端部がガイド部材29および押圧部材30に当接した状態で保持されるとともに、成形天井材2の他方面2Bが第2支持部材28に支持されることにより、成形天井材2は、左側に少し傾倒した姿勢に保持される。これにより、成形天井材2の接着剤塗布ステーション4から搬出ステーション5への移載が完了する。
【0042】
なお、ロボット3、シリンダ19、ロータリシリンダ24および移載用シリンダ31などの各部の動作は、マイクロコンピュータを含む制御部(図示せず)により制御される。
【0043】
以上のように、接着剤塗布ステーション4において、成形天井材2の下端部が保持機構12に保持されるとともに、成形天井材2における接着剤が塗布される一方面2Aと反対側の他方面2Bが第1支持部材25に支持されることにより、成形天井材2は、他方面2B側である左側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。
【0044】
そのため、成形天井材2が水平に延びる姿勢に配置(平置き)される構成と比較して、接着剤の塗布時に成形天井材2の配置に必要となるスペースを縮小することができる。すなわち、成形天井材2が平置きされる構成で接着剤の塗布時に成形天井材2を配置するために必要となるスペースと比較して、接着剤塗布ステーション4のフットプリントを縮小することができる。
【0045】
成形天井材2が接着剤塗布ステーション4に配置された状態から、保持機構12による成形天井材2の保持が解除されるとともに、第1支持部材25による成形天井材2の支持が解除されると、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重により左側にさらに傾倒して、第2支持部材28にもたれ掛かる。
【0046】
その後、押圧部材30により、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動される。成形天井材2の他方面2Bが第2支持部材28に支持されているので、成形天井材2の下端部の移動に伴って、成形天井材2の上端部は、下端部の移動方向と逆方向である右方に移動する。その結果、成形天井材2は、大きく傾斜した姿勢から起立する姿勢に近づきながら搬出ステーション5に搬送される。そして、搬出ステーション5において、成形天井材2の下端部が押圧部材30に保持されるとともに、成形天井材2の他方面2Bが第2支持部材28に支持されることにより、成形天井材2は、他方面2B側に傾倒した姿勢となる。
【0047】
そのため、成形天井材2が平置きされる構成と比較して、接着剤が塗布された後の成形天井材2の配置に必要となるスペースを縮小することができる。すなわち、成形天井材2が平置きされる構成で接着剤の塗布後の成形天井材2を配置するために必要となるスペースと比較して、搬出ステーション5のフットプリントを縮小することができる。
【0048】
よって、この成形天井材用接着剤塗布装置1では、従来の成形天井材用接着剤塗布装置と比較して、その設置面積を大幅に縮小することができる。
【0049】
接着剤塗布ステーション4での成形天井材2の傾斜姿勢を保持したまま、成形天井材2を搬出ステーション5まで搬送する構成が考えられるが、複雑な機構が必要となることが予想される。
【0050】
これに対し、この成形天井材用接着剤塗布装置1では、保持機構12による保持および第1支持部材25による支持が解除されて、成形天井材2が自重により第2支持部材28にもたれ掛かり、成形天井材2の他方面2Bが第2支持部材28に支持されながら、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動されることにより、接着剤塗布ステーション4から搬出ステーション5への成形天井材2の搬送が達成される。よって、成形天井材2の搬送を簡素な構成により達成することができる。
【0051】
また、搬出ステーション5で成形天井材2が左側に傾斜した姿勢に配置されるので、搬出ステーション5から成形天井材2を搬出しやすく、また、その成形天井材2を自動車のルーフパネルの下方に容易に潜り込ませることができる。よって、搬出ステーション5からの成形天井材2の搬出以降の作業性が向上する。
【符号の説明】
【0052】
1 成形天井材用接着剤塗布装置
2 成形天井材
2A 一方面
2B 他方面
3 塗布ロボット
4 接着剤塗布ステーション
5 搬出ステーション
12 保持機構(保持部)
25 第1支持部材
28 第2支持部材
30 押圧部材(移動手段)
31 移載用シリンダ(移動手段)
【特許請求の範囲】
【請求項1】
自動車の成形天井材の一方面に接着剤を塗布する装置であって、
前記成形天井材の下端部を保持するための保持部、および前記成形天井材の前記一方面と反対側の他方面を支持するための第1支持部を有し、前記成形天井材の前記下端部が前記保持部により保持されるとともに、前記成形天井材の前記他方面が前記第1支持部により支持されることにより、前記成形天井材が前記他方面側に傾倒した姿勢に配置される接着剤塗布ステーションと、
前記接着剤塗布ステーションに配置された前記成形天井材の前記一方面に接着剤を塗布する塗布ロボットと、
前記成形天井材の前記他方面を支持するための第2支持部を有する搬出ステーションと、
前記保持部による前記成形天井材の保持が解除されるとともに、前記第1支持部による前記成形天井材の支持が解除されて、前記成形天井材の前記下端部が前記接着剤塗布ステーションに残り、前記成形天井材が前記他方面側にさらに傾倒して前記第2支持部にもたれ掛かった後に、前記成形天井材の前記下端部を前記搬出ステーションに移動させる移動手段とを含む、成形天井材用接着剤塗布装置。
【請求項1】
自動車の成形天井材の一方面に接着剤を塗布する装置であって、
前記成形天井材の下端部を保持するための保持部、および前記成形天井材の前記一方面と反対側の他方面を支持するための第1支持部を有し、前記成形天井材の前記下端部が前記保持部により保持されるとともに、前記成形天井材の前記他方面が前記第1支持部により支持されることにより、前記成形天井材が前記他方面側に傾倒した姿勢に配置される接着剤塗布ステーションと、
前記接着剤塗布ステーションに配置された前記成形天井材の前記一方面に接着剤を塗布する塗布ロボットと、
前記成形天井材の前記他方面を支持するための第2支持部を有する搬出ステーションと、
前記保持部による前記成形天井材の保持が解除されるとともに、前記第1支持部による前記成形天井材の支持が解除されて、前記成形天井材の前記下端部が前記接着剤塗布ステーションに残り、前記成形天井材が前記他方面側にさらに傾倒して前記第2支持部にもたれ掛かった後に、前記成形天井材の前記下端部を前記搬出ステーションに移動させる移動手段とを含む、成形天井材用接着剤塗布装置。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2012−66634(P2012−66634A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2010−211147(P2010−211147)
【出願日】平成22年9月21日(2010.9.21)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成22年9月21日(2010.9.21)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【Fターム(参考)】
[ Back to top ]