
Fターム[3D114FA09]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 位置決め対象 (394) | ワーク取扱装置とワーク間 (223) | 治具とワーク間 (69)
Fターム[3D114FA09]に分類される特許
1 - 20 / 69
多車種車体組立システムのサイド位置決め装置
ワーク位置決め方法及び装置
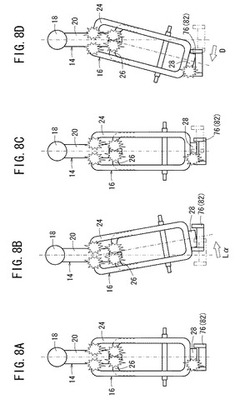
【課題】フレームを精度よく組み立てることができるワーク位置決め方法及び装置を提供する。
【解決手段】溶接を実行する前に、後部フレーム組立体16の前部フレーム組立体14に対する正規姿勢を基準とした位置ズレである変位量Lαと、後部フレーム組立体16を正規姿勢に保持した状態での作用力px(反力)とを計測し、計測した当該変位量Lαと作用力pxとに基づいて、溶接後に後部フレーム組立体16の位置決めを解除したときに後部フレーム組立体16が正規姿勢に戻るようにするための矯正変位量Dを算出し、後部フレーム組立体16を矯正変位させる。
(もっと読む)
車両用ヘッドランプの位置決め治具

【課題】 ヘッドランプを車両に対して正確に位置決めすることができる位置決め治具を提供する。
【解決手段】 一端側にフェンダーパネルに取り付けられるパネル側取付部54を有し、パネル側取付部を基準にして他端側を水平方向で微調整して車体骨格に取り付けられるように構成された車両用ヘッドランプ50を位置決めする位置決め治具であって、車両の前縁部においてフードの前端部を支持するアッパーバー11に設けられた2以上の穴部にそれぞれ嵌合される突出部42と、位置決め治具の車幅方向中心から車幅方向両側に等間隔に一対で設けられ、車両用ヘッドランプの他端側に設けられた当接部と当接されて車両用ヘッドランプの水平方向での位置決めの基準となる治具側当接部とを備え、位置決め治具の突出部をアッパーバーの穴部に嵌合することにより、当該位置決め治具の車幅方向中心位置とアッパーバーの車幅方向中心位置とが一致した状態に配置される。
(もっと読む)
車両用フェンダーパネルの位置決め治具
【課題】 フェンダーパネルの前後左右における位置決めを正確に行うことができる車両用フェンダーパネルの位置決め治具を提供する。
【解決手段】 位置決め治具30は、アッパーバー11上に載置された状態において、アッパーバーに沿って車幅方向に延設される本体部31と、アッパーバーに形成された2以上の穴部にそれぞれ嵌合されて、アッパーバーの車幅方向中心位置に対して本体部の車幅方向中心位置が一致した状態となるよう位置決め治具を配置させる突出部と、本体部の車幅方向中心位置から車幅方向に互いに等間隔となる位置に一対で設けられ、フェンダーパネル40側の位置決めの基準となるフェンダー基準部と嵌合されてフェンダーパネルを位置決めする嵌合部とを備える。
(もっと読む)
インパネモジュールの車両搭載方法
【課題】インパネモジュールを車室前部に組み付ける作業を容易かつ適正に行い得るようにする。
【解決手段】支持メンバ2の左右両端部に設けられた取付ブラケット6よりも車幅方向内方側部の下面側に形成された位置決め孔部に挿入される上向きのピン部8,9と支持メンバ2の受け座23と車両前後方向に面する被クランプ面部25とを有する搭載治具7を支持メンバ2の左右両側方部に装着する装着工程と、上記搭載治具7の被クランプ面部24を移送手段のクランプ部によりクランプするクランプ工程と、該移送手段により上記インパネモジュールを車室前部に移送して上記取付ブラケット6を車体側壁部に仮預けする仮預け工程と、その後に上記搭載治具を支持メンバから取り外すとともに上記取付ブラケットを締結ボルトにより車体側壁部に対して車幅方向に締結する締結工程とを備えた。
(もっと読む)
ドア治具
【課題】スライドドアを車体に対して各種作業に適した状態で位置決め保持可能とし、かつ搬送ライン周辺の作業スペースの縮小を図ることができるドア治具を提供する。
【解決手段】第一アーム8及び第二アーム9の一端は、車体側ベース部2のブラケットに回動軸を異にして回転自在に接続され、第一アーム8及び第二アーム9の他端は、ピボット部材13の一側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の一端は、ピボット部材13の他側に回動軸を異にして回転自在に接続され、第三アーム27及び第四アーム28の他端は、ヒンジ部材37に回転軸を異にして回転自在に接続され、スライドドア側ベース部3は、ヒンジ部材37に連結軸46を介して回転自在に支持される。
(もっと読む)
パワートレインの組み付け方法および組付補助具
【課題】パワートレインを容易に車体へ組み付けできる、パワートレインの組み付け方法および組付補助具を提供すること。
【解決手段】サイドフレーム4,5間にパワートレイン6を配置し、サイドフレーム上部に防振ゴム9,12を介して取り付けた上側ブラケット10,13の下面部に上面が接合される下側ブラケット11,14をパワートレイン6に取り付け、パワートレイン6を車両1の下方から上方へ移動させて下側ブラケット11,14に固定したボルト15,16を車両1の下方から上側ブラケット10,13の貫通孔に挿入するパワートレイン6の組み付け方法において、ボルト15,16の先端部に車両上下方向へ延びるガイドロッド19,20を着脱可能に取り付け、ガイドロッド19,20によってボルト15,16と貫通孔の位置合わせを行う。
(もっと読む)
成形天井材用接着剤塗布装置
【課題】設置面積を縮小することができる、成形天井材用接着剤塗布装置を提供する。
【解決手段】接着剤塗布ステーション4において、成形天井材2の下端部が保持機構12に保持されるとともに、成形天井材2の他方面2Bが第1支持部材25に支持されることにより、成形天井材2は、他方面2B側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。その後、保持機構12による成形天井材2の保持が解除されるとともに、第1支持部材25による成形天井材2の支持が解除されると、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重により左側にさらに傾倒して、第2支持部材28にもたれ掛かる。その後、押圧部材30により、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動される。
(もっと読む)
蓋物部材の組付治具及び組付方法
【課題】ストライカを有する蓋物部材を車体に組み付ける際の作業性を高め、生産性を向上させる。
【解決手段】車幅方向間隔を調整可能な一対の係止部20,20と、一対の係止部20,20の車幅方向中央部Pを設定するセンタリング機構70と、車幅方向中央部Pを基準とした車幅方向所定位置に設けられ、該車幅方向所定位置にストライカ7を位置決めするストライカ位置決め部30と、ストライカ位置決め部30と同じ車幅方向所定位置に設けられ、該車幅方向所定位置にロック部材8を位置決めするロック位置決め部40とを備える。
(もっと読む)
組付治具を備える治具装置
【課題】治具装置において、組付対象物に組み付けられる物品の組付位置の設定精度の向上を図り、かつ治具装置の設計の自由度を大きくする。
【解決手段】位置決め部材20,30は、回動中心線L1,L2を中心に回動可能に基台10に設けられ、位置設定部材40,50は、基準点P1(,P2)に対応する基準点対応部位Q1,Q2を有するスケール43,53と、基準点対応部位Q1,Q2に当接するダイヤルゲージ47,57とを備える。基準点対応部位Q1,Q2は、回動中心線L1,L2を中心とすると共に回動中心線L1,L2と基準点P1(,P2)との距離を半径とした仮想円上に位置する。ダイヤルゲージ47,57は、基準点対応部位Q1,Q2に当接した状態で回動中心線L1,L2を中心に回動する位置決め部材20,30の回動位置を変更可能である。
(もっと読む)
加工システム及び加工方法
【課題】自動車の生産工程のうちルーフ工程の省スペース化や作業の効率化を図ること。
【解決手段】ハンドジグ付ロボット11は、ワーク21をパネルストック12から取り出す。ハンドジグ付ロボット11は、ワーク21を固定シーリングガン13に対して相対的に移動させる。これにより、固定シーリングガン13から噴出されるシーラが、ワーク21に塗布される。ハンドジグ付ロボット11は、ワーク21をシーラ用位置決め治具14に固定する。ハンドジグ付ロボット11は、ワーク21を溶接用位置決め治具15に固定させ、ワーク21に対してスポット溶接を行う。ハンドジグ付ロボット11は、ワーク21を払出し場所(図示せず)に払い出す。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
自動車車体の組立装置及び車体組立方法
【課題】自動車車体の組立に必要なスペースを小さくすることが可能であるとともにサイクルタイムの短縮が可能な自動車車体の組立装置及び車体組立方法を提供する。
【解決手段】自動車車体の組立装置10は、サイドパネルW1を搬送する搬送装置12と、サイドパネルW1を溶接位置に位置決めする位置決め治具14と、サイドパネルW1を搬送装置12から受け取り、位置決め治具14にセットするロボット16とを備え、搬送装置12、位置決め治具14及びロボット16が1つの組立ステーション内に設置されている。
(もっと読む)
接着組立方法、接着組立装置、第1の接着工程用装置及び第2の接着工程用装置
【課題】接着構造で各接着部品の位置決め精度や組み付け品質を必要とする車体等の大型製品の接着による組み付けを確実にするとともに、作業員の作業上の安全を確保する。
【解決手段】作業員104は、移動治具108を有しこの移動治具108に接着剤が塗布された接着部品を保持させた台車103を、工場の床面GLに敷設されるレール102に沿って搬送する。作業員104は、台車103を第1の接着工程用装置201の上方で固定し、固定治具作用部209を上方へスライド移動させる等して接着部品同士を接着する。作業員104は、固定治具作用部209を下方に動かし、第1の接着工程用装置201の固定を解除した後、台車103を第2の接着工程用装置301の上方まで搬送し、そこで固定する。作業員104は、床下作業ピット302に侵入し、作業用開口部312を介して接着部品の下方に食み出た接着剤をかき取る作業を行う。
(もっと読む)
フロントコンポーネント組立システムおよびフロントコンポーネント組立方法
【課題】ダッシュボードをホイールハウスハウジングおよびサイドフレームに高精度で位置決めできるフロントコンポーネントの組立システムを提供すること。
【解決手段】フロントコンポーネント組立システムは、ダッシュボード14、バルクヘッド13、ホイールハウスハウジング12、およびサイドフレーム11からなる自動車のフロントコンポーネント10を組み立てる。このフロントコンポーネント組立システムは、バルクヘッド13、ホイールハウスハウジング12、およびサイドフレーム11を互いに位置決めした状態で支持する搬送台車22と、ダッシュボード14を把持するダッシュボード把持ハンド53と、ダッシュボード把持ハンド53を移動するアーム54と、を備える。搬送台車22は、ダッシュボード把持ハンド53の第1位置決めピン534および突出部536が接続される位置決めピン嵌合部243および突出部嵌合部244を備える。
(もっと読む)
電気自動車のモータユニット取付方法
【課題】仮固定及び仮固定解除等の工程を不要として、作業性を向上させることが出来る電気自動車のモータユニット取付方法を提供する。
【解決手段】メイン組立ラインMLの傍方に設けられたサブ組立ラインSLでは、支持治具20が用いられて、モータルーム2内に取付られる前に、部品搭載フレーム部材10に、インバータ13及びDC/DCコンバータ14等が固定される。
そして、この部品搭載フレーム部材10と、モータ7,ギヤユニット8等のモータユニットを取付けたサスペンションメンバ9とが保持されて、サブアッセンブリされて、支持治具20の上昇により、同時にモータルーム2内に挿入される。
部品搭載フレーム部材10及びサスペンションメンバ9は、個別に取り付けられて、支持治具が抜出される。
(もっと読む)
車体組立方法
【課題】 簡易な治具で所望な品質が得られるフロントコンポーネントの組立方法を提供する。
【解決手段】 ダッシュボードロア2にサイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを夫々溶接した後に、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接し、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接した後に、ホイールハウスハウジング4L,4Rとバルクヘッド5を溶接する。また、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接する前に、サイドフレーム3L,3Rとバルクヘッド5を溶接する。
(もっと読む)
受渡し装置
【課題】 ナットを締付装置のソケットに確実に位相合せして挿入するナット受渡し装置を提供する。
【解決手段】 ナット16が供回りしないためには、ソケット8とナット16との接触部の摩擦抵抗R1よりもナット16とセット台15との接触部の摩擦抵抗R2の方が大きいことが必要である。このためには、雌テーパ面17の垂直方向に対する角度は14°以下とする。角度が14°以下の雌テーパ面17とすることで、ソケットの下端がナットに当接してもナットがソケットと供回りすることがなく、確実に位相を合せることができる。
(もっと読む)
車体位置決め装置
【課題】車体フレームの取付位置を三次元に調整できること。
【解決手段】定盤11に設けられた一対の支柱12にクランプ13が設置され、これら一対のクランプに車体フレーム1を、車体支持軸14を介して支持し位置決めする車体位置決め装置10であって、クランプ13は、クランプケース15の内側に、内周面が外周面に対して偏心したリング形状の第1偏心ライナ16と第2偏心ライナ17が順次回転自在に配設され、第2偏心ライナ17の内周面に車体支持軸14に固定可能なクランプボール18が、球面移動自在に球面接触して配設されたものである。
(もっと読む)
車体のドア閉まり検査装置及び検査方法
【課題】ドア閉まり検査装置を容易かつ正確に設置可能とし、かつその設置スペースを抑え、さらには車体の位置ズレに起因するドア閉止不良の発生を抑えると共に、ドアとドア閉まり検査装置との干渉時にもこれらの損傷を抑え、しかも実際のドア閉まり速度を正確に保証する。
【解決手段】枠体1Aに支持されて車体方向に押圧力を作用させる電動アクチュエータ23と、前記電動アクチュエータ23の作動タイミングを検出するレーザ距離センサ31と、ドアの閉止速度を検出するレーザ距離センサ52と、ドアの閉止状態を検出するレーザ変位センサ36とを備える。
(もっと読む)
1 - 20 / 69
[ Back to top ]