
Fターム[3D114GA05]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 位置決め手段 (485) | 接触によるもの (197)
Fターム[3D114GA05]の下位に属するFターム
ピン (79)
面 (31)
クランプ (46)
センサ(リミットスイッチ等) (23)
Fターム[3D114GA05]に分類される特許
1 - 18 / 18
車両用フェンダーパネルの位置決め治具
【課題】 フェンダーパネルの前後左右における位置決めを正確に行うことができる車両用フェンダーパネルの位置決め治具を提供する。
【解決手段】 位置決め治具30は、アッパーバー11上に載置された状態において、アッパーバーに沿って車幅方向に延設される本体部31と、アッパーバーに形成された2以上の穴部にそれぞれ嵌合されて、アッパーバーの車幅方向中心位置に対して本体部の車幅方向中心位置が一致した状態となるよう位置決め治具を配置させる突出部と、本体部の車幅方向中心位置から車幅方向に互いに等間隔となる位置に一対で設けられ、フェンダーパネル40側の位置決めの基準となるフェンダー基準部と嵌合されてフェンダーパネルを位置決めする嵌合部とを備える。
(もっと読む)
成形天井材用接着剤塗布装置

【課題】設置面積を縮小することができる、成形天井材用接着剤塗布装置を提供する。
【解決手段】接着剤塗布ステーション4において、成形天井材2の下端部が保持機構12に保持されるとともに、成形天井材2の他方面2Bが第1支持部材25に支持されることにより、成形天井材2は、他方面2B側に傾倒した姿勢に配置される。そして、その状態で、塗布ロボット3により、成形天井材2の一方面2Aに接着剤が塗布される。その後、保持機構12による成形天井材2の保持が解除されるとともに、第1支持部材25による成形天井材2の支持が解除されると、成形天井材2は、その下端部が接着剤塗布ステーション4に残ったまま、自重により左側にさらに傾倒して、第2支持部材28にもたれ掛かる。その後、押圧部材30により、成形天井材2の下端部が接着剤塗布ステーション4から搬出ステーション5に移動される。
(もっと読む)
車体とエンジンの結合方法
【課題】 簡易な構成で速やかにエンジンを車体に組み付けることができる車体とエンジンの結合方法を提供する。
【解決手段】 車体WにエンジンEを取り付ける方法であって、車体Wに取り付けられた左右のエンジンマウント1のエンジン取付ブラケット7とフランジ部材10との間にエンジン取付ブラケット7の姿勢を保持する保持部材12を装着し、次いで車体Wを下降させるかまたはエンジンEを上昇させて、エンジン取付ブラケット7に設けたボルト挿通孔9にエンジンEに植設された左右のスタッドボルト8を挿通させる。ボルト挿通孔9には、スタッドボルト8が挿入される入口側から出口側にかけて先細りのテーパ9aが形成され、スタッドボルト8の先端には、先細りのテーパ8aが形成されている。
(もっと読む)
自動車車体の組立装置及び車体組立方法
【課題】自動車車体の組立に必要なスペースを小さくすることが可能であるとともにサイクルタイムの短縮が可能な自動車車体の組立装置及び車体組立方法を提供する。
【解決手段】自動車車体の組立装置10は、サイドパネルW1を搬送する搬送装置12と、サイドパネルW1を溶接位置に位置決めする位置決め治具14と、サイドパネルW1を搬送装置12から受け取り、位置決め治具14にセットするロボット16とを備え、搬送装置12、位置決め治具14及びロボット16が1つの組立ステーション内に設置されている。
(もっと読む)
自動車車体の製造方法
【課題】スペースフレーム構造の車体を、モノコック構造の車体を組み立てる組立ラインに混流して組み立てることができる自動車車体の製造方法を提供する。
【解決手段】スペースフレーム構造の車体を組み立てるに際し、フロアパネル11を含むアンダーボディ10に閉断面状に一体的に形成されたサイドシル12を組み付けるステップと、車体上下方向に延びるピラー22とサイドフレームアウタ25とを含むサイドボディ20にスタッドボルトを立設するステップと、前記アンダーボディに前記サイドボディを組み付けるとともに、前記サイドシルに前記スタッドボルトを車幅方向外方側から組み付けるステップとを備え、前記スタッドボルトは、車幅方向内方側に向かって延びるように前記ピラーの下部に立設され、前記サイドフレームアウタは、前記サイドシルの下部まで延びるように形成される。
(もっと読む)
自動車車体の製造方法
【課題】スペースフレーム構造の車体を、モノコック構造の車体を組み立てる組立ラインに混流して組み立てることができる自動車車体の製造方法を提供する。
【解決手段】スペースフレーム構造の車体を組み立てるに際し、フロアパネル11を含むアンダーボディ10に閉断面状に形成される周壁部12a、12b、12c、12dの内部にリブ12e、12fが一体的に形成されたサイドシル12を組み付けるステップと、車体上下方向に延びる複数のピラー22を含むサイドボディ20の前記各ピラーの下部を互いに車体前後方向に離間して設けるステップと、前記アンダーボディに前記サイドボディを組み付けるとともに、前記サイドシルの前記リブに前記各ピラーの下部を接合するステップとを備え、前記サイドシルは、前記周壁部の一部が切り欠かれて前記リブの一部が露出させられ、前記リブの露出した部分に前記各ピラーの下部が接合される。
(もっと読む)
作業用補助椅子
【課題】横臥姿勢での作業者の肉体的負担を軽減する作業用補助椅子を提供する。
【解決手段】補助椅子10は、搬送ラインを移動する車体Wに部品を組み立てる際に使用される。補助椅子10は、基台20、フック4、着座部11、補助シート13、及びアシストヒンジ13bを備える。基台20は、床面FLに敷設された軌道に案内されて車体Wの移動方向と略平行に移動できる。フック4は、前記搬送ラインに係止して基台20を車体Wに同期して移動させる。着座部11は、基台20に立設されて作業者Mが着座する。又、着座部11は、車体Wに対して進退できる。補助シート13は、着座部11の側部に配置され、作業者Mが寄り掛ることにより緩衝可能に傾倒する。又、アシストヒンジ13bは、作業者の傾倒動作中の体重を補助する。
(もっと読む)
組立補助装置、およびこれを用いたナックル組立体とダンパ組立体の組付方法
【課題】ナックル組立体とダンパ組立体との角度を均一化して組み付けることが容易となる組立補助装置、およびこれを用いたナックル組立体とダンパ組立体の組付方法の提供。
【解決手段】ナックル組立体15を載置させる載置台60と、載置台60に載置されたナックル組立体15を載置台60に固定する固定治具61と、載置台60に載置され固定治具61で固定されたナックル組立体15にダンパ組立体16を位置決めする位置決め治具62とを有し、位置決め治具62が、ダンパ組立体16をナックル組立体15に押し付ける弾発部112を備えている。
(もっと読む)
車体に対する足回り部品の同期搬送装置及び同期搬送方法
【課題】車体に対する足回り部品の同期搬送装置及び同期搬送方法において、当該装置の設置コスト及び運転コストを抑え、かつ車種変更への対応による煩雑さ及びコスト高を抑える。
【解決手段】フリクションコンベア31の主ライン部28aの始点28bの上流側で搬送装置1を停止させた後、該搬送装置1をフロア側チェーンコンベア24の係合部に係合させるタイミングで主ライン部28aに送り出すと共に、搬送装置1が主ライン部28aの終点28cまで走行した後、該搬送装置1を前記係合部への係合を解除するタイミングでフリクションコンベア31のリターン部28dに導く。
(もっと読む)
位置決めテーブル、位置決めクランプ装置、及びメインボディ用位置決め装置。
【課題】多段階の位置決めが可能であり、故障や停電等の電気系統のトラブルが発生した際の復旧が極めて容易な汎用位置決めテーブルを提供する。
【解決手段】汎用位置決めテーブル1は、一方向に摺動可能なテーブル11と、当該一方向と平行をなす軸を中心に回転可能なシャフト131と、シャフト131の側面上に設けられた、摺動するテーブル11を停止させるための複数のストッパ132と、を備えている。ここで、摺動するテーブル11は、複数のストッパ132のうちシャフト131の回転により切り替え可能な一のストッパ132に当接することで停止させられる。
(もっと読む)
溶接方法と溶接用レーザ加工ヘッド
【課題】ルーフパネルのルーフサイド部でのブレージングに際して、しわや応力の集中による表面ひずみの発生を抑制できるようにした方法を提供する。
【解決手段】ルーフパネル1のフロントエンド部1aおよびリアエンド部1bのレーザブレージングに続いて、双方のルーフサイド部1cをルーフサイドレールと接合するべくレーザブレージングを施す。その際、ルーフサイド部1cの長手方向中央部を終点として矢印PL1,PR1で示すように1パス目のブレージング行い、それに続いて同じく長手方向中央部を終点として矢印PL2,PR2で示すように2パス目のブレージング行う。その結果、ルーフパネル1の中央部においてブレージングに伴うしわや応力を広く分散させて、表面ひずみを抑制できる。
(もっと読む)
パワーアシスト装置およびその制御方法
【課題】パワーアシスト装置に対する作業負荷を軽減しつつ、ワーク組み付け作業の作業性の向上を果たすパワーアシスト装置の制御方法を提供する。
【解決手段】パワーアシスト装置1の制御方法であって、ウィンドウ10の基準位置10a乃至10dが取付対象物たる本体11の嵌め込み基準位置11a乃至11dに合致したことを検知する位置決め完了検知工程と、位置決め完了検知工程が完了したときのウィンドウ10の基準位置10a乃至10dと本体11の嵌め込み基準位置11a乃至11dの合致位置を検知する基準位置検知工程と、合致位置に基づいて仮想回転軸を生成し、ウィンドウ10が仮想回転軸を中心としてパワーアシスト装置1により自律的に回転される自律回転工程から成る。
(もっと読む)
ルーフ組み付け支持装置
【課題】複数種パネルに対応し、対応パネルの制限のないルーフパネル組み付け装置の提供。
【解決手段】ルーフパネルPの段差部bを支持する基準NC駒22と、基準NC駒22の後方側でルーフパネルPを支持する複数のNC支持駒23と、これら駒間に位置してルーフパネルPを位置固定可能なNC吸引パット24と、これらをNC制御可能なNC制御手段21と、
支持クランプ32がルーフリンフォースR/Fの孔hに挿入してルーフリンフォースR/Fを支持し所定位置へ搬送し、ルーフパネルPの上方からルーフパネルPへ当接位置させて位置固定可能なマテハンロボット3とからなり、
NC支持手段21は、予めティーチングされた所定位置に基準NC駒22、NC支持駒23、NC吸引パット24を移動制御可能であり、マテハンロボット3はルーフパネルPの所定位置へルーフリンフォースR/Fを搬送支持可能である。
(もっと読む)
ねじ締結作業用ジグ装置
【課題】車体の下部でサスペンション系の各種アーム類の締結作業を行う場合、締結工具であるナットランナを締結位置へ簡単に移動させることができるねじ締結作業用ジグ装置を提供する。
【解決手段】オーバーヘッドハンガーを介して搬送される車体の底面部に向かって直立して設けられる支持部10に、車体の横方向と縦方向および高さ方向に各々移動可能に可動部12、14、16、18、20、20’、22、26、28、30が設けられる。可動部には、車体の底面部に対するシャーシ部品類の締結作業を行う締結部40と、締結部を車体の底面部に向かって、上昇または下降時に締結部の荷重を補償する荷重補償部24、24aと、締結部の位置移動時に微細位置を調整するチルト部と、締結部の作動時に発生する反力を支える反力規制部が設けられる。
(もっと読む)
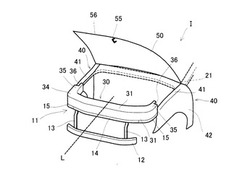
車体前部構造及びその組付け方法
【課題】車体前部に組み付けられる部品の建付け精度を高めて、車両の品質感を向上させることを目的とする。
【解決手段】バンパ側基準10Aとラジエータ側基準12Aとを車幅方向に相当する方向において一致させた状態で、調整ブラケット18を中間ブラケット22の前側から重ねて固定し、ラジエータ支持部材12の前側にバンパリインフォース10を組み付けて前部ユニット14とするので、バンパ側基準10Aやラジエータ側基準12Aを利用して組み付けられる部品の建付け精度を容易に高めることが可能である。また、前部ユニット14をフロントサイドメンバ16に組み付ける際に、調整ブラケット18の基準孔18Aと嵌合するセンタリングボルト40によりフロントサイドメンバ16を引き寄せて矯正することができるので、フロントサイドメンバ16とバンパ側基準10A及びラジエータ側基準12Aとの相対的な位置精度をも高めることができる。
(もっと読む)
車両用配索部品の接続装置
【課題】車体側のサイドメンバにフロントエンドモジュールを組み付ける際に、両者間の配管類を比較的簡易な治具を用いて容易に接続することができる方法を提供する。
【解決手段】車体B側のサイドメンバSおよびフロントエンドモジュールMに予めスロット1を有する治具ブロックJ1またはJ2を装着して、それらに配管P1またはP2を把持させておく。サイドメンバSにフロントエンドモジュールMを組み付ける際に、治具ブロックJ1,J2同士を嵌合させ、双方の治具ブロックJ1,J2が把持している配管P1,P2同士を相互に嵌合させて接続する。接続後に治具ブロックJ1,J2を上方に引き抜く。
(もっと読む)
ロボットを用いた車両用パネル調整システム及びプロセス
車両用パネルを車両に装着する前に自動的に方向決め/位置決めするための、ロボットを用いたシステム及びプロセスである。パネルを、まずは一時的保管場所から、二つの方向についてパネルの方向決め/位置決めを行う調整取付具に移動させる。次いで、ロボットは、パネルを、第三の方向について位置決めする位置決めストップに押し付けるように接触させる。パネルが適切に方向決め/位置決めされたら、ロボットはパネルを調整取付具から取り出し、車両へ搬送して装着する。同じシステム及びプロセスを用いて、さまざまなサイズ及び/又は形状のパネルを装着することができる。  (もっと読む)
(もっと読む)
アクスル・モジュール取付け方法および装置
【課題】シャシ・フレームにアクスル・モジュールを取付ける工程を(裏返しの状態でなく)上下正位置で行う。工程途中でシャシ・フレームを空間に吊り上げ上下を反転する大がかりな設備および工程をなくする。製造ラインの天井空間を小さくする。回転組立て台に供給するに適するアクスル・モジュールの取付け方法および装置を提供する。
【解決手段】アクスル・モジュールを第一の支持台に正位置で搬入し、シャシ・フレームを第二の支持台にこれも正位置で搬入する。第一の支持台をせり上げてその取付け端をシャシ・フレームの取付けブラケットに一致させる。このせり上げのために、シリンダ手段およびホバー手段を利用する。
(もっと読む)
1 - 18 / 18
[ Back to top ]