
国際特許分類[B26D5/00]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断,切抜,型抜,打抜,穴あけ,または切断刃以外の手段による切断のための装置を操作および制御する装置 (570)
国際特許分類[B26D5/00]の下位に属する分類
切断操作位置に刃部を移動させる装置 (44)
切断刃を切断を遂行すべく動かす手段 (55)
刃部および材料供給とが関連動作を行うもの (230)
材料の移動により刃部の切断動作を開始させる手段をもつもの (2)
材料の供給および把持とが関連動作を行うもの (1)
国際特許分類[B26D5/00]に分類される特許
121 - 130 / 238
カット条件の入力支援プログラム、入力支援方法、及びカッティングプロッタ

【課題】操作者の経験や勘などに影響されることなく迅速に適当なカット条件をカッティングプロッタに設定することができ、操作者におけるカット条件の設定作業の煩雑さを軽減させることができる手段を提供する。
【解決手段】入力支援プログラムは、被加工媒体およびカッタ部材の種別情報の入力支援画面を表示部に表示して前記種別情報の入力部からの入力を支援する種別入力支援ステップS1,S2と、種別入力支援ステップS1,S2で入力された前記種別情報に対応づけられたカット条件を記憶部に予め登録されている登録カット条件の中から選択する条件選択ステップS3と、条件選択ステップS3で選択された前記カット条件を表示部に表示するカット条件表示ステップと、カット条件表示ステップで表示部に表示された前記カット条件をカッティングプロッタの駆動制御部に設定させるカット条件設定ステップS8とを備えて構成される。
(もっと読む)
輪郭抽出装置と輪郭抽出方法及び輪郭抽出プログラム

【構成】 物体画像を撮像し、フィルタリングを施して2値化することにより、輪郭点を抽出する。輪郭点を頂点とするように、画像をドロネー分割し、物体内部の点を指定する。指定された点からドロネー三角形の辺へ向けて探索し、所定長以上の辺であれば辺を越えて探索を続行し、所定長未満の辺に触れると、辺を越えての探索を中止する。所定長未満の辺を連結し、物体の輪郭とする。
【効果】 幅のある曖昧な輪郭でも正確に輪郭を抽出でき、また地の汚れの影響を受けにくく、さらに物体内の疵などの小さな輪郭も抽出できる。
(もっと読む)
シート材裁断装置の切断刃
【課題】シート材を切断する裁断装置に用いられる切断刃の寿命を向上して切断刃の交換頻度を少なくするとともに切断速度及び切断精度の向上を図る。
【解決手段】裁断テーブル2上に載置されたシート材15を上下動する切断刃9で予め設定されたパターンに従って自動的に切断するシート材裁断装置1の切断刃9の両側面に切刃18a、18bを直線状に形成するとともに切断刃9の表面に切断刃9のベース材よりも硬度の高い材料をコーティングする。
(もっと読む)
裁断機
【課題】 裁断後の被裁断材を円滑に排出可能な裁断機を提供する。
【解決手段】 裁断テーブル3上に生地材4を載置して吸引保持する際には、生地材4の上を覆う密閉シート10の先端を、搬出テーブル8を越えて、ピックアップテーブル11の吸引室19が設けられる吸引領域上まで引出しておく。吸引室19からの吸引力を密閉シート10に作用させながらコンベアベルト13の搬送を行い、裁断テーブル3も搬送を行えば、密閉シート10は搬出テーブル8を乗越えて、裁断テーブル3からピックアップテーブル11へ円滑に移行する。吸引室19による吸引力の作用は、搬出テーブル8側の吸引領域のみに対して行われるので、密閉シート10の先端付近のみがピックアップテーブル11上にかかる状態でも、効率よく吸引することができる。
(もっと読む)
裁断機、裁断機における裁断刃の研磨方法、裁断データ作成装置及び裁断機における被裁断物の裁断方法
【課題】裁断刃の切れ味を損なうことなく裁断時間の短縮を可能にして、生産性を向上できる裁断機、裁断機における裁断刃の研磨方法、裁断刃研磨データ作成装置及び裁断機における被裁断物の裁断方法を提供できるようにすることを目的とするものである。
【解決手段】裁断刃の研磨方法は、裁断刃が取り換えられた時点及び/または裁断刃が研磨された時点から所定の連続裁断積算値を超えた後被裁断物上に裁断刃を引き上げたときに裁断刃を研磨する仮想研磨ポイントを設定し、その仮想研磨ポイントが一のパーツに設定され、仮想研磨ポイントから当該一のパーツの裁断終了までの連続裁断量が規定以内である場合、一のパーツの裁断終了後他のパーツの裁断を開始するまでの間に裁断刃を研磨装置で研磨するようにしたことを特徴とするものである。
(もっと読む)
食品のスライス用装置
本発明は、選択されたスライス用プログラムに従って食品をスライスする、特に高性能スライシングデバイスであるデバイスに関する。該スライシングデバイスは、プロセスコントロール部と、前記選択されたスライス用プログラムに従って前記デバイス内にまたは前記デバイスに取り付けられるいくつかのコンポーネントとを含む。該コンポーネントはそれぞれ当該コンポーネントを一義的に識別するコードを有し、検出手段が該デバイス内にまたは該デバイスに取り付けられたコンポーネントのコードを検出する。該検出手段は、プロセスコントロール部に接続されており、該プロセスコントロール部は、該コンポーネントが選択されたスライス用プログラムに従って取り付けられたかどうかを検出されたコードから判断することができる。 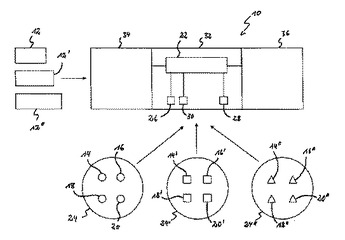 (もっと読む)
(もっと読む)
カッティングプロッタ
【課題】カッタの着脱交換に伴う設定作業を不要にするとともに、誤設定に起因した不具合を排除したカッティングプロッタを提供する。
【解決手段】被加工媒体Mを保持する加工テーブル20と、カッタ70が着脱可能に装着されるホルダ装着部60を有し被加工媒体Mに沿って相対移動されるカッティングヘッド50と、カッティングヘッド50を相対移動させてカッタ70によるカット加工を行わせる制御装置80とを備えたカッティングプロッタにおいて、カッタ70に既にカット加工された既加工距離を規定する距離情報が書き込まれた無線ICタグ90を設けるとともに、カッティングヘッド50に距離情報を読み書きが可能な読み書き手段95を設け、ホルダ装着部60に装着されたカッタから距離情報を読み出して、読み出した距離情報に基づいて被加工媒体Mのカット加工を制御するようにカッティングプロッタを構成する。
(もっと読む)
カッティングプロッタ
【課題】カッタの着脱交換に伴う設定作業を不要にするとともに、誤設定に起因した不具合を排除したカッティングプロッタを提供する。
【解決手段】被加工媒体Mを保持する加工テーブル20と、カッタ70が着脱可能に装着されるホルダ装着部60を有し被加工媒体Mに沿って相対移動されるカッティングヘッド50と、カッティングヘッド50を相対移動させてカッタ70によるカット加工を行わせる制御装置80とを備えたカッティングプロッタにおいて、カッタ70にカッタ刃の識別情報が書き込まれた無線ICタグ90を設けるとともに、カッティングヘッド50に識別情報を読み出し可能な読み出し手段95を設け、ホルダ装着部60に装着されたカッタの無線ICタグ90から識別情報を読み出し手段95により読み出して被加工媒体Mのカット加工を制御するようにカッティングプロッタを構成する。
(もっと読む)
断裁装置
【課題】被断裁物の高さに関係なく、常に断裁の一連の工程に要する時間の短縮を図ることができるようにすること。
【解決手段】モータ24の駆動で上下往復駆動する押さえ部材とモータ28の駆動で上下往復駆動する断裁刃とを有し、台上に位置決めした被断裁物を前記押さえ部材の下降によって押さえて前記断裁刃の下降により断裁してなる断裁装置であって、前記モータ24に被断裁物の高さおよび位置を検出するエンコーダ38を設け、エンコーダ38で検出した被断裁物1の高さに所定量加算して押さえ部材の待機位置として設定メモリ31dに設定し、さらに所定量加算して断裁刃の待機位置として設定メモリ31dに設定し、各設定した設定値の位置に押さえ部材および断裁刃を待機させて、その位置から下降して断裁する。これにより被断裁物の高さに対応した位置で待機させるので断裁1サイクルに要する時間が短縮される。
(もっと読む)
裁断装置、及び裁断方法
【課題】製本束に対する裁断位置精度の向上が図れる裁断装置を提供する。
【解決手段】本発明に係る製本装置は、製本束の裁断面を複数回に分けて裁断する構成において、製本束の端部を裁断する裁断刃120aと、製本束を回転させ、裁断面を変える回転テーブル121及びグリッパ122と、製本束を裁断刃120aの方向に移動させる昇降機構121a及びユニットフレーム122cとを有する。そして、前記裁断刃120aは、裁断する製本束に対し、最後に裁断する裁断面を除き同一面を続けて裁断しないことを特徴とする。
(もっと読む)
121 - 130 / 238
[ Back to top ]