
国際特許分類[B26F3/00]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 穴あけ;押抜き;切抜;型抜;切断刃以外の手段による切断 (1,632) | 切断刃以外の手段による切断;その装置 (318)
国際特許分類[B26F3/00]の下位に属する分類
国際特許分類[B26F3/00]に分類される特許
21 - 30 / 219
基板に通路孔を形成するために基板を修正する方法および関連する物品
【課題】タービンエンジン構成要素などの高温基板内に冷却孔を組み込むための方法を提供すること。
【解決手段】高温基板64に少なくとも1つの通路孔100を形成するための方法が説明されている。所望の各通路孔または一群の通路孔のために、基板64の外側面62上に節点60がレーザ固結工程によって最初に形成される。節点が、各通路孔100用の事前に選択した入口領域として機能する。次いで、通路孔100が、節点60を貫通して基板64内に形成されることができる。タービンエンジン構成要素など、関連する物品もまた説明されている。
(もっと読む)
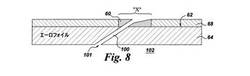
光ファイバ切断装置及び光ファイバ切断方法

【課題】切断面を光軸に対して垂直に切断することができると共に光ファイバの外径寸法の大小に拘わらず傷を深くさせ過ぎずに切断を可能とする光ファイバ切断装置を提供する。
【解決手段】一端7aが固定されると共に他端7bが自由端とされる弾性変位可能な支持板7を鉛直に固定する。切断刃5を保持する切断刃ホルダ6を、前記支持板7の自由端に取り付け、この切断刃ホルダ6を光ファイバ2に接近する方向へ前進駆動機構8で押す。これにより、支持板7が湾曲して自由端に取り付けられた切断刃ホルダ6が頭を振るようにお辞儀をして前記切断刃5を、光ファイバ2の長手方向に対して垂直に該光ファイバ2に対して擦るように押し当て当該光ファイバ2を切断する。
(もっと読む)
長方形の断片を高切断効率で製造する方法
【課題】長方形の単位断片を、長いベース材料シートから予め決められた角度で切断フレームを使用して連続的に製造する方法を提供する。
【解決手段】ラミネート構造のベース材料シート100を製造してロール200状に巻き上げ、ベース材料シートを連続的に供給し、長方形の単位断片400に対応する構造で取り付けられているか、または、形成されている切断フレーム300を使用して切断し、カッターを連続的に配置した時に、カッターの対向する側方末端の形状が互いに一致するように配置されており、一回の切断工程に対する長さが、縦方向におけるカッターの対向する側方末端間の分離間隔と等しく、切断フレームの任意の高さで互いに等しくなるようにベース材料シートが部分的に重なり合った状態で行い、長方形の単位断片を切断した後に発生するスクラップ101をロール状に巻き上げ、及び、切断した長方形の単位断片を移動させる。
(もっと読む)
加工装置
【課題】対応できる駆動速度が向上するとともに、加工ヘッドが大型化することなく、破損を防止するこすることができる加工装置を提供する。
【解決手段】加工ヘッド接合面13と取付板接合面43とを接合することにより加工ヘッド1を移動させる加工装置で、取付板4に取付板接合面43側が開口するように形成された溝部41と、加工ヘッド接合面13上に、溝部41に挿入すると溝部41と下方が当接し上方に空間を有し加工ヘッド1の重量を支えるように形成された支持部6と、加工ヘッド接合面13上に高さ方向において支持部6より下方位置に形成された凸部7と、取付板接合面43側に凸部7が挿入され当接することにより位置決め可能に形成された凹部42と、取付板接合面43上に高さ方向において溝部41と凹部42との間に埋設して形成され加工ヘッド接合面13と吸着する永電磁石51とを備える。
(もっと読む)
被切断材の切断方法及び切断装置
【課題】切断端材を含む被切断材の形状を認識するのに引き続き該被切断材の板厚を認識することができる切断方法を提供する。
【解決手段】切断領域Bに配置された端材を含む被切断材31〜34を非接触状態で切断する工具3を用いて切断する方法であって、切断領域BをCCDカメラ5によって撮影して撮影された画像から切断領域Bに配置された被切断材31〜34の平面形状を認識する工程と、平面形状を認識した被切断材31〜34に対し板厚計測点31a〜31c、32a〜32d、33a〜33c、34a〜34cを設定する工程と、設定された板厚計測点に対し、被切断材の厚さを計測する板厚計測装置4を対向させて該板厚計測装置4によって被切断材の板厚を計測する工程と、計測された被切断材の板厚に応じた切断速度を設定する工程と、を含む。
(もっと読む)
ウォータジェット切削装置
【課題】キャッチャの局所的な摩耗を抑制することができ、キャッチャの寿命を延ばすことができるウォータジェット切削装置を提供することである。
【解決手段】ウォータジェット切削装置は、ノズルと、キャッチャ3とを備える。ノズルは、加圧された水を被切削物に噴射する。キャッチャ3は、ロータ4と、支持部材5とを備える。ロータ4は、円筒状に形成され、その内周面における流入口Fi側の略半分の領域に複数の突起部41が形成されている。各突起部41は、被切削物Wを切削した後の水流を受ける。突起部41は、水流の力をロータ4の中心軸周りの回転力に変換する。支持部材5は、ロータ4を中心軸周りに回転自在に支持する。
(もっと読む)
ウォータジェット切削装置
【課題】キャッチャの局所的な摩耗を抑制することができ、キャッチャの寿命を延ばすことができるウォータジェット切削装置を提供することである
【解決手段】ウォータジェット切削装置1は、ノズル2と、キャッチャ3と、吸引装置4とを有する。ノズル2は、加圧された水を被切削物Wに噴射する。キャッチャ3は、被切削物Wを切削した後の水流を内周面によって受ける円筒状のロータと、ロータを中心軸周りに回転自在に支持する支持部材とを備える。吸引装置4は、キャッチャ3によって受けられた水流を吸引する。また、吸引装置4は、ロータを回転させる動力を供給する駆動手段として機能する。
(もっと読む)
基板切断装置及び基板切断方法
【課題】 基板に分断線を形成した後の作業効率を高める。
【解決手段】 基板切断装置は、基板が載置される載置面を有する基板載置手段と、基板載置手段に載置された基板の主面であって、載置面に対向された主面である対向面とは反対側の主面である露出面に対して、分断線を形成する分断線形成手段と、基板の対向面と基板載置手段の載置面とによって画定された密閉領域内を減圧して、分断線に沿った応力を基板に付与する応力付与手段とを備えている。
(もっと読む)
コンクリート壁面の表面研掃処理装置
【課題】水道水等を貯留する貯水槽の広大な面積の垂直なコンクリート壁面に対して、ウォータージェットによる研掃を効率良く行えるようにする表面研掃処理装置を提供する。
【解決手段】表面研掃処理装置10は、ベースマシン14と、縦方向スライドガイド部16と、横方向スライドガイド部19と、ウォータージェット噴射ノズル11を備えるウォータージェット治具13とを含んで構成される。ベースマシン14は、基台部23と走行部22とからなる。縦方向スライドガイド部16は、基台部23上の支持架台21に固定される縦方向固定ガイド部17と、縦方向固定ガイド部17に沿って昇降可能な昇降ガイド部18とからなる。横方向スライドガイド部19は、ウォータージェット治具13の横巾の略3倍の長さを有し、昇降ガイド部18に沿って昇降可能である。ウォータージェット治具13は、横方向スライドガイド部19に沿って横方向に移動可能である。
(もっと読む)
自走式ハツリ装置
【課題】ハツリ対象のコンクリート壁面等の物体面に吸着して自走可能であり、ハツリ対象物体面を深くはつる場合でも、該物体面への吸着状態を維持してハツリ作業を効率よく行える自走式ハツリ装置。
【解決手段】ハツリ装置100は自走部Aと、これに連結され、自走部Aにより搬送されるハツリ部Bとを含んでいる。自走部Aはハツリ対象物体面に吸着可能の吸着器1と、吸着器1が搭載され、吸着器1が面に吸着する状態で面上を走行可能の吸着器台車2とを含んでおり、ハツリ部Bは、面にハツリ処理を施す水噴射ハツリ器3と、ハツリ器3が搭載され、ハツリ器3が面をハツリ処理可能な状態で面上を走行可能の水噴射ハツリ器台車4とを含んでいる。
(もっと読む)
21 - 30 / 219
[ Back to top ]