
国際特許分類[B27M3/00]の内容
処理操作;運輸 (1,245,546) | 木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般 (5,432) | サブクラスB27BからB27Lに分類されない木材の加工;特定の木製品の製造 (1,155) | 特定の半仕上または仕上製品の製造または修理 (823)
国際特許分類[B27M3/00]の下位に属する分類
屋根部材,例.屋根板 (1)
床張り部材,例.寄木張り板 (136)
特定形状の木製木ずりまたは帯状物 (2)
プロペラ板
木さく,階段,階段のがわげた,はしごまたはそれらの部品 (4)
鉄道のまくら木
工具の柄または工具,例.木製のつち (1)
家具 (14)
靴型;靴,例.木ぐつ;靴の部品,例.かかと
運動具,例.ボーリングのピン,テニス用ラケットの枠,スキー,かい (1)
家庭用器具,例.スプーン,えもん掛け,洋服掛けくぎ (33)
喫煙用具,例.パイプ
合せくぎまたはボルト
糸巻
先き細の棒,例.鉱山の支柱
柔かにしなければ充分に曲げられない木材または同質の材料のケース,トランクまたは箱 (2)
ステッキまたは傘の棒状部材 (1)
国際特許分類[B27M3/00]に分類される特許
31 - 40 / 628
化粧板
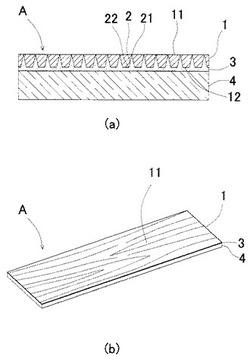
【課題】基材に表面化粧印刷紙を接着し化粧板として用いるとき、表面化粧印刷紙がしっかりと基材に接着してラミネートするとともに、紙間強度が向上し、意匠性にも優れた化粧板を少ない工程で、安価に提供する。
【解決手段】基材4の表面に接着剤3を介して表面化粧印刷された印刷紙1をラミネートしてなる化粧板Aにおいて、上記基材4表面に接着される印刷紙1の接着面12から印刷紙1の表面11にかけて径が狭くなる円錐状の微小孔2を形成するとともに、上記微小孔2に接着剤3を充填してなる化粧板A。上記表面化粧印刷には無地のベタ塗り印刷も含まれる。
(もっと読む)
凹凸加工用突板シートの製造方法及び凹凸化粧板の製造方法

【課題】表面の突板3がWPC処理された凹凸化粧板12を生産性良く製造するための方法、及び凹凸化粧板12に用いられる凹凸加工用突板シート8の製造方法を提供する。
【解決手段】表面吸着性を有する剛性台板1の表面1aに熱可塑性樹脂板2を載置し、この樹脂板2上に接着剤を塗布した後、その上に含水率0〜15%でかつ厚さ0.25〜0.75mmの突板3を載置し、それらを冷圧養生により積層一体化する。突板3をショットブラストにより浮造り加工し、その突板3に可撓性樹脂の含浸処理を行った後、剛性台板1を熱可塑性樹脂板2から剥離除去して凹凸加工用突板シート8とする。この突板シート8を、表面に凹凸部からなる成形面19を備えた真空プレス機16により熱可塑性樹脂板2と突板3とが同調した凹凸形状になるように熱圧成形して基材10に貼着一体化し、凹凸化粧板12とする。
(もっと読む)
プリーツシート及びその製造方法
【課題】意匠性、調湿性に優れ、室内装飾材や押入れ内の敷物などとして好適に用いることのできるプリーツシートを提供する。
【解決手段】可撓性を有する木材シート11と、この木材シート11の片面に接着された補強材とを有する。補強材は、平行する複数本の熱可塑性糸3a、又は熱可塑性シート3bからなり、木材シート11には、その木材繊維方向に沿って伸びる複数の襞目2が平行に形成されている。木材シート11は、複数枚の帯状経木11aをその長手方向に沿って伸びている木材繊維方向と直交する方向に配列して編成される。
(もっと読む)
集成材およびその製造方法
【課題】炭素繊維強化樹脂の特性を充分に生かしつつ、剛性を確保することができる集成材およびその製造方法を提供する。
【解決手段】集成材1では、外力を受けた場合に、杉材2に圧縮応力が生じると共に、炭素繊維強化樹脂4に引張応力が生じる。ここで、炭素繊維強化樹脂4は引張強度に優れた特性を有しており、杉材2も所定の圧縮強度を有する。よって、外力に対する剛性が確保される。しかも、引張応力に対しては炭素繊維強化樹脂4が寄与するため、炭素繊維強化樹脂4の特性が充分に生かされている。さらに、発泡材3を用いる分、軽量化が図られると共に、杉材2が表面層をなすため、見映え、肌触り、匂いにおいて優れている。
(もっと読む)
木質繊維板、該木質繊維板を用いた木質複合板および床材ならびにこれらの製造方法
【課題】寸法安定性の高い木質繊維板、該木質繊維板を用いた木質複合板および床板ならびにこれらの製造方法を提供する
【解決手段】木質繊維12を母材とし、添加剤として浸透性接着剤とイソシアネート系接着剤と内添ワックスとが添加されている木質繊維板10であって、浸透性接着剤は水溶性であり、その数平均分子量が200以下であることを特徴とする。本願発明によれば、低分子量の浸透性接着剤を木質繊維12に塗布することにより、浸透性接着剤が木質繊維12の細胞壁14内部に浸透し、固化する(バルキング効果)。したがって、非常に寸法安定性の高い木質繊維板10を得ることができるようになった。
(もっと読む)
鏡面化粧板
【課題】 端部にコーナーアール等の小さな曲面加工が施され、かつ高い鏡面性を有する鏡面化粧板を提供する。
【解決手段】 基材上に鏡面化粧シートが設けられた鏡面化粧板であって、
前記鏡面化粧シートが、厚さ50〜300μmでヘイズ値が1%未満の透明樹脂フィルムと、厚さ200〜900μmの樹脂フィルム層とが、加飾層を介して積層され、総厚が400〜1000μmであり、鏡面化粧板の少なくとも一端がダイレクトポストフォーム加工により曲面加工された鏡面化粧板により、小さな曲面加工が施されていても高い鏡面性を実現できる。
(もっと読む)
化粧板
【課題】 接着剤、プライマーを必要とせず、メラミン樹脂含浸紙とアクリルフィルムを熱圧成形と同時に一体化することができ、仕上がった製品も耐光性、耐薬品性、化粧紙の色調、柄模様が鮮明となり、更に耐光性が優れ、屋外での使用も可能な化粧板を得る。
【解決手段】 メラミン樹脂含浸紙と、フェノール樹脂含浸紙と、前記メラミン樹脂含浸紙と熱圧着可能なアクリルフィルムを積層し、熱圧成形する。アクリルフィルムとしては、ポリメチルメタクリレート(PMMA)とポリブチルアクリレート(PBA)との共押し出し品や、ポリメチルメタクリレート(PMMA)とフッ素樹脂との共押し出し品を用いる。
(もっと読む)
筒状材およびその製造方法
【課題】特別に高度、複雑かつ高コストの処理方法を用いることなく、より簡易かつ低コストにて木材に筒状加工を施すことができ、プラスチック材料にも代替可能な、筒状材を提供する。
【解決手段】筒状材10は、木材板が曲げられて筒状に形成されたものであって、木材板の木目の方向が、筒状材10の軸方向と同じであり、製造過程において木目横断方向に構造保持用のマスキングテープ5が貼着されて、最終的に形成されるものである。マスキングテープ5の具体的な仕様や貼着方法は、特に限定されない。
(もっと読む)
突板化粧材及び突板化粧材の黒変防止方法
【課題】水分による表面の黒変が生じ難い突板化粧材、及び水分による表面の黒変を容易に抑制可能な突板化粧材の黒変防止方法を提供すること。
【解決手段】本発明の突板化粧材は、木質材からなる基材に片面に突板が接合され、該突板の表面に、木目の視認性を損なわない表面塗装が施されている突板化粧材であって、前記表面塗装の塗膜の表面に防カビ剤が塗布されており、突板化粧材の木口面にシアノアクリレート系接着剤が塗布されている。本発明の突板化粧材の黒変防止方法は、木質材からなる基材の片面に突板が接合され、該突板の表面に、木目の視認性を損なわない塗料を用いた表面塗装が施されている突板化粧材における、前記表面塗装の塗膜の表面に防カビ剤を塗布し、前記突板化粧材の木口面にシアノアクリレート系接着剤を塗布する。
(もっと読む)
突き板のシート貼り装置
【課題】突き板のシート貼り装置の小型軽量化、長寿命化を図り、さらにはぎ合わせた突き板とシートの貼りあわせが自動的に精度良く行え、省力化によるコストダウンが図れるつき板シート貼り装置を提供する。
【解決手段】突き板(1)との重なり面に接着剤を塗布したシートを、接着剤の水分を蒸発させる乾燥炉を通過させた後、はぎ合わせ状態に並べた突き板を吸引保持して送る搬送体上に突き板上に向けて供給されるシート(2)を突き板上に重ね合わせるガイドロールを設け、前期搬送体上で突き板とシートの積層体が移動する部分の直上に、上下に振動して積層体を加熱加圧し突き板とシートを密着させる振動プレスを設け、振動プレスの次に接着剤を硬化させる加熱加圧ロールを配置した。
(もっと読む)
31 - 40 / 628
[ Back to top ]