
国際特許分類[B29C33/30]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 取付け,交換または心合わせ (215)
国際特許分類[B29C33/30]の下位に属する分類
磁力を利用するもの (20)
国際特許分類[B29C33/30]に分類される特許
11 - 20 / 195
成形金型および樹脂封止装置
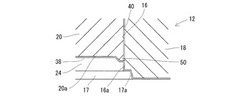
【課題】リリースフィルムの破れを可及的に防止できる成形金型を提供する。
【解決手段】型開閉方向に形成された収納孔16および収納孔16に続く拡径孔17を有するクランパ18と、クランパ18の収納孔16内に収納されたキャビティブロック20とを有し、キャビティ凹部24が、キャビティブロック20の底面20a、段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間で形成され、キャビティ凹部24に連通して、キャビティ凹部24に沿って供給されるリリースフィルム38をキャビティ凹部24面に吸着する吸引孔40が形成された成形金型において、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の深さを浅くする突周部50が設けられていることを特徴とする。
(もっと読む)
型締装置及びその制御方法並びに射出成形機

【課題】専用の移動防止機構を設けることなく、金型交換時における型締部の不意の移動を防止すること。
【解決手段】本発明の型締装置は、第1及び第2の型締部と、前記第1の型締部を退避位置と型締位置との間で移動させ、型締力を発生する第1駆動手段と、前記第2の型締部を型開き位置と型締開始位置との間で移動させる第2駆動手段と、前記第2の型締部を、型締力に抗して移動しないように前記型締開始位置に解除可能に支持するロック手段と、これらを制御する制御手段と、を備え、前記制御手段は、予め定めた金型交換条件が成立した場合に、前記第1の型締部を前記退避位置に位置させ、前記第2の型締部を前記型締開始位置に位置させ、前記ロック手段が前記第2の型締部を前記型締開始位置に支持した状態とすることを特徴とする。
(もっと読む)
クランプ装置
【課題】クランプ対象物に固定面と平行な方向から外力が作用した場合でもクランプ対象物の横滑りを防止可能であり、被固定側の底面が粗面からなるクランプ対象物もクランプ可能であり、磁性体製のクランプ対象物だけでなく非磁性体製のクランプ対象物も固定可能なクランプ装置を提供する。
【解決手段】クランプ装置1は、ベース板2に組込まれた磁力によりワークWを固定面2aに吸着する複数のマグネットユニット3と、ベース板2に組込まれたクランプ機構4であって、固定面2aよりも上方へ突出してワークWの穴Waに挿入後拡径された状態で穴Waの内周面をグリップ可能なグリップ部材30と、グリップ部材30に内嵌係合させたテーパ部を有するクランプロッド40と、グリップ部材30とクランプロッド40とを軸心方向へ進退駆動可能な流体圧シリンダ50とを有するクランプ機構4とを備えている。
(もっと読む)
射出成形用金型
【課題】本発明は、仕様の異なる製品を製造するのに好適な射出成形金型を提供する。
【解決手段】固定側型板1と可動側型板2とを、これらの間にスライド型板4a,4bに支持されたコア3a,3bを進出させて型締めすることにより、該固定側型板1及び可動側型板2の各型面8a,9a,23a,24aと該コア3a,3bの外周面との間に管形成用のキャビティが形成される射出成形用金型Aであって、コア3a,3bのスライド型板4a,4b側に離脱可能に装着されて、該スライド型板4a,4b側のキャビティの一部を埋める入れ子ブロックを備えてなることを特徴とする。
(もっと読む)
トレイ向け成形用金型およびトレイの成形方法
【課題】長尺構造物を収納するトレイを成形するのに用いる金型およびトレイの成形方法を提供する。
【解決手段】複数のブロック金型14が装着可能なキャビティを有するベース金型12と、トレイの仕様に応じて選択されて、該キャビティに装着される複数のブロック金型14とを有し、複数のブロック金型はそれぞれ、互いに平行に収納される複数の長尺構造物の矩形収納エリアの短辺の長さに相当する長さを備え、前記キャビティに当接可能な底面と、賦形面を構成する上面とを有し、それぞれ長尺構造物の端部あるいは中間部が収まり可能な大きさを備え、長手方向に互いに所定間隔を隔てた複数の凹部74が設けられ、該複数の凹部74に嵌合可能な複数の入れ駒78は、賦形面を構成する上面を有し、長尺構造物の仕様に応じて、前記複数の入れ駒78および前記複数のブロック金型14の中からを選択して配置されてることを特徴とする。
(もっと読む)
樹脂成形装置の金型取付用冶具、当該金型取付用冶具が配された射出成形装置、及び射出成形装置の金型取付方法
【課題】 より正確な位置で高い再現性で金型の位置合わせが可能となる新規な樹脂成形装置の金型取付用冶具を提供する。
【解決手段】 樹脂成形装置の金型取付用冶具1は、圧縮ばね等の力で上昇するピストンと、このピストンの上面からその頂部が突出したローラ3とを備え、ローラ3の頂部が可動型220の下面と当接しており、可動型220の固定を解除し型締め状態を解除したときに前記可動型220の重量と釣り合う力で下支えする。
(もっと読む)
成形機の金型位置決め装置
【課題】金型基板の標準化の結果、必要以上に大きな標準化された金型基板を設ける必要があるため、金型のサイズが大型化し、金型の重量が重くなるため、金型交換の作業負荷が大きくなり、金型の製造コストが高価になる。
【解決手段】ベース部材10よりも上方に配置されて金型Mを載置可能な型受け部材15と、型受け部材15を昇降移動させるエアシリンダ20と、型受け部材15に夫々固定され且つ型受け部材15をベース部材10に対して昇降可能にガイドする1対のガイドロッド30,30と、ベース部材10に配置され且つ1対のガイドロッド30,30に夫々係合してロック可能なロック機構40とを備え、ロック機構40が1対のガイドロッド30,30に係合してロックしたとき、1対のガイドロッド30,30を介して型受け部材15をベース部材10に支持し、型受け部材15により金型Mの下端を支持することで金型を位置決めするように構成した。
(もっと読む)
射出成形装置
【課題】ホットランナーを各種の金型で共用することができる射出成形装置であって、部品の加工費を低減させることのできる射出成形装置を提供すること。
【解決手段】金型16を固定盤14に押圧した際に、第1調芯機構TK1により、固定盤14のロケートリング接続用開口(ホットランナー挿通用開口)141と金型16のホットランナー接続用凹部31とを同軸に位置合わせし、固定盤14に位置決めされた金型16にホットランナーのゲートブッシュ41を接続する際には、まず、第2調芯機構TK2によりロケートリング接続用開口141とゲートブッシュ41とを同軸に位置合わせした後、第3調芯機構TK3によりゲートブッシュ41のゲート開口部241をキャビティ165側の開口の中心に位置合わせする。
(もっと読む)
成形用金型
【課題】 一般的な成形ができると共に、圧縮成形もできる成形用金型を提供する。
【解決手段】固定側金型(20)の4角に芯出し用の第1、2の2本のガイドピン(21、22)を所定の間隔をおいて設ける。また、可動側金型(30)の4角に前記ガイドピン(21、22)を受けるガイドピンブッシュ(31、32)を2個ずつ設ける。これらの第1、2のガイドピン(21、22)は、トグル機構(10)の一対の長リンク(11、11)の端部が可動盤(3)の上下位置に取り付けられているので、これと同じように上下の位置関係になるように設ける。
(もっと読む)
多層成形用金型及び多層成形用金型の交換方法
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、射出成形機への追加改造を最小にすることができ、更には、1組の金型として型締装置から容易に着脱可能な多層成形用金型及び多層成形用金型の交換方法を提供する。
【解決手段】第1金型と第2金型と中間金型とを備えた多層成形用金型において、前記中間金型が、複数のガイド手段により、前記第1金型と前記第2金型とに対向して移動可能に支持された回転金型支持部と、前記回転金型支持部に回転可能に支持され、少なくとも2つの金型分割面を有する回転金型部と、前記回転金型部を前記回転軸周りに回転させる回転手段とから構成され、前記中間金型を前記第1金型と前記第2金型とに対向して移動させる中間金型移動手段が、前記第1金型、前記第2金型及び前記中間金型の少なくとも1つに配置されることを特徴とする多層成形用金型によって達成される。
(もっと読む)
11 - 20 / 195
[ Back to top ]