
国際特許分類[B29C39/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 型またはコア (691)
国際特許分類[B29C39/26]の下位に属する分類
バリ発生の防止手段を有するもの (38)
成型品の切断手段を有するもの (4)
型を不透過性にするための継ぎ手またはその類似のものを有するもの (5)
アンダーカット製品のためのもの (13)
国際特許分類[B29C39/26]に分類される特許
51 - 60 / 631
インサート成形用金型構造及びインサート成形方法
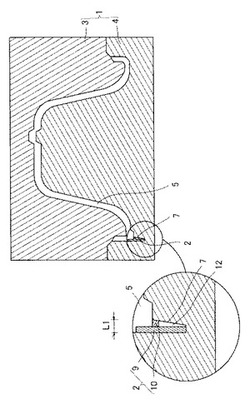
【課題】金型キャビティ内の必要な部分にのみ樹脂を充填させることが可能であり、脱型不良や成形品の寸法バラツキ等のないインサート成形を実施可能なインサート成形用金型構造及びインサート成形方法を提供する。
【解決手段】インサート部材本体9と、樹脂が充填される領域を制限可能な調整手段10とを具備したインサート部材2を、金型本体1の内部に形成された部材配置部7に配置する。このときインサート部材本体9と部材配置部7の間に形成される隙間12を調整手段10によって液密に封止する。そして、金型本体1の内部に形成された成形キャビティ5に溶融状又は液状の樹脂を注入し、成形キャビティ内に充填した前記樹脂を硬化させて所望の成形品を形成する。
(もっと読む)
浴槽及び該浴槽を形成するための注型成形方法及び前記浴槽を注型成形によって形成するための金型装置

【課題】残留空気の発生を軽減して形成された補強リブを備える浴槽、及び該浴槽を成形するための注型成形方法と金型装置を提供する。
【解決手段】この課題を解決するために、注型成形で形成された浴槽1が、本体2底部3下面4に前記底部3を補強する補強リブ6を一体に備えると共に、前記補強リブ6の突出下端7に下方に突出した凸部8を一体に備え、前記凸部8が、注型用のキャビティ17内の空気を集める空気溜め部21に前記樹脂30を注入した、空気溜め部21跡より成るものとした。
(もっと読む)
表皮一体の発泡成形体の成形金型
【課題】表皮一体の発泡成形体の成形において、発泡体に通風路となる空間部を成形性良く形成できるようにする。
【解決手段】パッド20(発泡体)を発泡成形するキャビティ空間45内に面状の表皮材10をセットして、この表皮材10にパッド20を一体的に接着させた状態に発泡成形する表皮一体の発泡成形体の成形金型40である。この成形金型40は、型締めにより上記キャビティ空間45内にセットされた表皮材10の一部の面上に押し当てられ、パッド20に上記表皮材10の押し当てられた一部の面上に開口する形の通風路21(空間部)を形成するコア型44を有する。コア型44は、その表皮材10の一部の面上に押し当てられる押当て面44B1上に突起44B2が形成され、突起44B2が押当て面44B1に先行して表皮材10の一部の面上に押し当てられて、パッド20の発泡成形時の発泡原料の侵入を阻止する構成となっている。
(もっと読む)
成形品の成形方法、成形品および型
【課題】成形材料を硬化させて成形品を成形する成形品の成形方法等において、簡素な工程で成形品の要部での欠陥の発生を防止する。
【解決手段】成形材料13を硬化することで、要部3と周辺部5とを備えた成形品1を成形する成形品1の成形方法において、要部3の硬化を、周辺部5の硬化よりも先に終了させる。
(もっと読む)
樹脂成形品の成形方法、並びに、成形型
【課題】本発明は、作業者が自ら行う作業工程を省略できると共に、製造コストを減縮できる樹脂成形品の成形方法、並びに、成形型を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通し排出流路20と導入流路21を有した脱気部10と、樹脂の存在の有無を検出する樹脂検出手段17と、少なくとも排出流路20の一部の部位を閉塞状態にすることが可能な閉塞手段16と、排出流路20及び導入流路21が接続された流路切替手段18を有する。樹脂検出手段17によって、排出流路20に導入された樹脂の存在が検出されると、閉塞手段16が排出流路20を閉塞し、その後、離型するタイミングになれば、流路切替手段18が導入流路21に対して連通して、成形キャビティ5内に気体が供給される
(もっと読む)
成形材料の成形装置および成形材料の成形方法
【課題】簡素な構成で上型と下型との位置ずれの測定を従来よりも短時間で行うことができる成形装置を提供する。
【解決手段】上型M1と下型M2とを用いて成形材料を成形する成形装置1において、上型M1が設置される上型設置体3と、下型M2が設置され上型設置体3に対して相対的に移動位置決め自在である下型設置体5と、上型設置体3に一体的に設けられた被測定体9と被測定体9の位置を測定するために下型設置体5に一体的に設けられた変位センサ11とを備えた測定部7とを有する成形装置1である。
(もっと読む)
成形型、並びに、樹脂成形品の成形方法
【課題】本発明は、ベント部の清掃作業を軽減し、樹脂成形品の生産性を向上できる成形型、並びに、樹脂成形品の成形方法を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通した脱気部10と、脱気部10に配される含浸部材20とを有する。含浸部材20は、樹脂が含浸した状態においては、少なくとも当該樹脂が含浸した部位が他の部位と分離可能な構成とされており、成形キャビティ5内に樹脂が充填され、その樹脂が硬化した後に成形品を離型すると、含浸部材20の一部が成形品側に一体的に付着する。
(もっと読む)
電熱式樹脂型
【課題】形状が複雑で、凹凸、突起、くびれ等の異形部を有する場合においても、表面部全体を隅々まで短時間で均一に加熱することができ、熱の発散や加熱斑を防止することができ、形状自在性、省エネルギー性、加熱の効率性、均一性、確実性に優れる電熱式樹脂型の提供。
【解決手段】ゲルコート層と、ゲルコート層と同等の収縮率でゲルコート層の裏面に形成された表面FRP層と、表面FRP層の裏面に形成され樹脂中に熱伝導性粒子が混合された内部FRP層と、内部FRP層の裏面に敷設されたコードヒータを有する加熱部と、内部FRP層の裏面側で加熱部の少なくともコードヒータに覆設された断熱層と、断熱層の裏面に形成された補強材層と、を備えている。
(もっと読む)
ポリウレタン発泡体成形装置
【課題】成形型からのポリウレタン樹脂の漏出を防止しながらも、表面凹みやパンクの発生が十分に防止された発泡成形体を生産性よく、かつ簡便に製造する発泡体成形装置を提供すること。
【解決手段】上型11および下型12を有する成形型10;下型を支持し、空気の注入または排出により下型を上下方向で移動させるエアバッグ20;およびエアバッグ内部の空気圧力を低減させ、発泡成形時に型開けと型締めとを瞬間的に起こす減圧機構50を有することを特徴とする発泡体成形装置。
(もっと読む)
成形型およびプラスチックレンズの製造方法
【課題】プラスチック材料の液面の高さを精密に制御する必要がなく、かつ、プラスチック材料の流量を大きくして生産性の向上を図ることができるようにすること。
【解決手段】成形型1は、モールド組立体2と、モールド組立体に取り付けられる注入補助部材3とを備えている。モールド組立体2は、対向する第1のモールド21及び第2のモールド22と、第1及び第2のモールド21,22の外周間を連結するテープ部材23からなり、プラスチックレンズ材料が注入されるキャビティ24と、キャビティ24にプラスチックレンズ材料を注入するための注入部23aを有する。注入補助部材3は、筒状に形成された補助部材本体31と、補助部材本体31の内部に設けられ、プラスチックレンズ材料を吐出するノズルが嵌合される嵌合部32と、補助部材本体31の一端に設けられ、モールド組立体2の注入部23aの周囲に密着する取付片33とを有する。
(もっと読む)
51 - 60 / 631
[ Back to top ]