
国際特許分類[B29C39/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 型またはコア (691)
国際特許分類[B29C39/26]の下位に属する分類
バリ発生の防止手段を有するもの (38)
成型品の切断手段を有するもの (4)
型を不透過性にするための継ぎ手またはその類似のものを有するもの (5)
アンダーカット製品のためのもの (13)
国際特許分類[B29C39/26]に分類される特許
71 - 80 / 631
発泡体コアの製造方法
【課題】発泡体コアの寸法精度を向上する。
【解決手段】複数のインサート部材を型にセットすると共に、位置合わせ基準となるインサート部材の間を仕切って仕切部材を発泡成形型のキャビティに設置したもとで、発泡成形型内で発泡体原料を発泡および硬化することで、発泡体コアの外形に合わせて成形された一次成形体を得る。一次成形体を仕切部材で分割することで、基準となるインサート部材を含むブロックを得る。基準となるインサート部材に基づいて各ブロックを位置合わせし、該ブロック同士を接合することで、発泡体コアを得る。
(もっと読む)
マイクロニードルシート及びその製造方法

【課題】所望の形状のマイクロニードルが構成されたマイクロニードルシート及びその製造方法を提供する。
【解決手段】マイクロニードルシート42は、中央部Ac”と、当該中央部Ac”を取り囲む側周部Ad”と、側周部Ad”を取り囲む外縁部Ao”とを含むシート状の基材27と、中央部Ac”より第1の所定長だけ延在する所定数のニードル28と、側周部Ad”より第1の所定長より短い長さだけ延在する1つ以上の突起Pとを備える。
(もっと読む)
シートパッド及びその製造方法
【課題】シートパッドの着座者側の面に凹部が設けられているシートパッドにおいて、この凹部とシートパッドのパーティングラインとの間において該着座者側の面に成形不良が発生することを防止することが可能なシートパッド及びその製造方法を提供する。
【解決手段】シートパッド1は、発泡成形用金型10内において発泡成形された発泡成形体2よりなる。発泡成形体2は、パーティングラインPLにおいて交わる一連の第1の成形面2a,4a,4bと第2の成形面4cとを有しており、発泡成形用金型10内において該第2の成形面4bを上向きにして発泡成形されたものであり、該第2の成形面4cがシートパッド1の着座者と反対側の面となっている。第1の成形面4aに、第2の成形面4cに向って凹陥する第1の凹部5が設けられている。第2の成形面4cに、第1の凹部5とパーティングラインPLとの間に向って凹陥する第2の凹部6が設けられている。
(もっと読む)
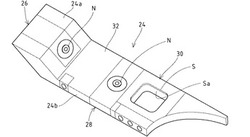
発泡成形体の取付部材、発泡成形部材、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】被取付部材に設けられた複数個の被係止部にそれぞれ係合する複数個の係止部を備えた発泡成形部材を容易に製造することが可能な発泡成形体の取付部材と、この取付部材を備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】取付部材10は、発泡成形体2を被取付部材20に取り付けるためのものである。取付部材10は、被取付部材20に設けられた被係止部21と係合する係止部11を備えている。取付部材10は、発泡成形体2とインサート成形により一体化される。取付部材10は、複数個の係止部11と、該係止部11同士を連結した連結部12とを備えている。
(もっと読む)
シームレス凹凸模様付きロールの製造方法
【課題】
工業的な規模で、表面にシームレスの凹凸模様を有するロールを安価に簡便に製造することを課題とする。
【解決手段】
円柱支持体に連続繊維を隙間なくスパイラル巻きにし、固定した後に、該スパイラル巻きした表面形状を内面に転写したシームレス凹凸模様を有する中空鋳型を作成し、該中空鋳型の内面形状を表面に転写することを特徴とするシームレス凹凸模様付きロールの製造方法。連続繊維は撚糸またはモノフィラメントのいずれでも良い。
(もっと読む)
モールド再生方法及びプラスチックレンズの製造方法
【課題】再生ガラスモールドの表面にそのモールドに関する情報を容易に付与する。
【解決手段】本発明のモールド再生方法は、形状評価工程と、形状補正加工工程と、再マーク処理工程とを有する。形状評価工程では、使用後の成形型から回収されたガラスモールドの形状を評価する。形状補正加工工程では、形状評価工程で形状の補正が必要と判断されたガラスモールドを研磨して再生ガラスモールドを生成する。再マーク処理工程は、貫通孔形成工程と、貼付工程と、ブラスト処理工程と、剥離工程とを含む。貫通孔形成工程では、保護シートに再生ガラスモールドに関する情報を示すマークの形状の貫通孔を形成し、貼付工程では、貫通孔が形成された保護シートを再生ガラスモールドの表面に貼り付ける。ブラスト処理工程では、再生ガラスモールドの保護シートが貼り付けられた面にブラスト処理を施し、剥離工程では、再生ガラスモールドから保護シートを剥離する。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置、並びに発泡成形体
【課題】供給部分から発泡原料が溢れ出るのを抑制すること。
【解決手段】発泡成形体の製造装置10を型開きした状態で、下型20の金型面24に形成された凹部23のうち、供給空間51を画成する供給部分27に発泡原料Mを供給する供給工程と、上型30を、その金型面33が下型20の金型面24に向けて上方から接近するように回動させながら、該上型30の金型面33に突設された突部40を凹部23内に進入させて半閉めする半閉め工程と、上型30および下型20を上下方向に沿って相対的に接近移動させ、突部40の外面と凹部23の内面との間に隙間を設けた状態で凹部23の全体を閉塞することによりキャビティを形成し型閉めする型閉め工程と、を有し、供給部分27内の発泡原料Mが発泡し該供給部分27の上端開口面29に到達する前に、型閉め工程に先立って、供給部分27を上方から閉塞する発泡成形体の製造方法を提供する。
(もっと読む)
キャビティとコア交換式の発泡フォーム成形金型
【課題】キャビティとコア交換式の発泡フォーム金型を提供すること。
【解決手段】本発明は、固定金型と、前記固定金型方向に水平移送され、型合せされる移動金型とからなり、成形機に着脱する金型において、前記移動金型の前記固定金型に対向する一側面に着脱可能に結合する一つ以上のキャビティと、前記固定金型の前記移動金型に対向する一側面に着脱可能に結合する一つ以上のコアと、前記移動金型に設けられ、前記移動金型と前記固定金型が型合せされる際、前記キャビティと前記コアの間に形成される成形空間に成形品の原料を供給する原料注入器と、前記移動金型に設けられ、前記成形空間で成形された成形品を前記キャビティから分離するための取り出し手段とを含む。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。クリップ本体11の少なくとも貫通孔16の周囲部分の肉厚Tは、発泡成形体2の成形時にクリップ本体11の外周側から貫通孔16に侵入した該発泡成形体2の発泡成形材料が挿入穴12の内周面まで到達し得ない大きさとなっている。
(もっと読む)
金型、および成型方法
【課題】成型中の樹脂内部の気泡を外部に逃がすことができるようにする。
【解決手段】金型の上面1Aには、格子の方向と直交する方向の溝である溝11の延長線上に、左端の上下方向の溝21より左縁1bに突出する形で凹部31が形成され、上下方向の右端の溝22より右縁1dに突出する形で凹部32が形成される。凹部31と32は、金型を用いて成型を行うときに気泡逃げとして機能する。金型に樹脂が塗布され、ガラス基板が圧着された後、ガラス基板と一体になった金型が真空ボックス内に入れられ、適切な真空度で金型が引かれる。このとき、樹脂内部の気泡が金型の気泡逃げに導かれて、成型物の中には気泡だまりができない。その状態で、UV照射が行われ、樹脂を硬化させる。本発明は、3D画像を表示する表示デバイスの部品の金型に適用することができる。
(もっと読む)
71 - 80 / 631
[ Back to top ]