
国際特許分類[B29C39/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764) | 型またはコア (691)
国際特許分類[B29C39/26]の下位に属する分類
バリ発生の防止手段を有するもの (38)
成型品の切断手段を有するもの (4)
型を不透過性にするための継ぎ手またはその類似のものを有するもの (5)
アンダーカット製品のためのもの (13)
国際特許分類[B29C39/26]に分類される特許
81 - 90 / 631
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】クリップ本体の外周面に十分に発泡成形体の発泡合成樹脂を結合させることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
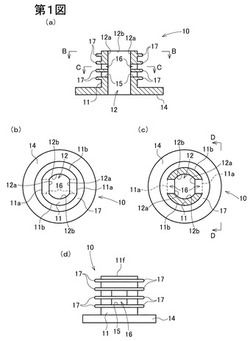
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。クリップ10は、少なくともクリップ本体11の先端側が発泡成形体2に埋設されるようにして該発泡成形体2と一体化される。クリップ本体11のうち、少なくとも発泡成形体2に埋設される部分の外周面に、複数個の突起部17が設けられている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造

【課題】クリップ本体の外周面に発泡成形体の発泡合成樹脂を結合させることが可能なクリップと、取付構造とを提供する。
【解決手段】クリップ10は、被取付部材に設けられたクリップ係止用突起が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起が係合する係合部15とを備えている。クリップ本体11の先端側に、該クリップ本体11の外周面から放射方向に張り出すアンカー部13が設けられている。クリップ10は、少なくともクリップ本体11の先端側及びアンカー部13が発泡成形体に埋設されるようにして該発泡成形体と一体化される。クリップ本体11又はアンカー部13には、発泡成形体の発泡成形時に該発泡成形体の発泡成形材料が該アンカー部13を乗り越えるよりもクリップ本体11の先端側から外周側へ流動し易い易流動部が設けられている。
(もっと読む)
発泡成形部材、その取付用クリップ、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】比較的簡易な構造の金型を用いて製造することが可能であり、且つクリップ本体の端面に挿入穴を塞ぐ封体を設けることを不要とすることが可能なクリップと、このクリップを備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】クリップ10は、被取付部材20に設けられたクリップ係止用突起21が挿入される挿入穴12を有した筒状のクリップ本体11と、該挿入穴12の内周面に設けられた、該クリップ係止用突起21が係合する係合部15とを備えている。係合部15は、クリップ本体11を外周側から挿入穴12まで貫通した貫通孔16よりなる。クリップ本体11の少なくとも貫通孔16の周囲部分の肉厚Tは、発泡成形体2の成形時にクリップ本体11の外周側から貫通孔16に侵入した該発泡成形体2の発泡成形材料が挿入穴12の内周面まで到達し得ない大きさとなっている。
(もっと読む)
金型、および成型方法
【課題】成型中の樹脂内部の気泡を外部に逃がすことができるようにする。
【解決手段】金型の上面1Aには、格子の方向と直交する方向の溝である溝11の延長線上に、左端の上下方向の溝21より左縁1bに突出する形で凹部31が形成され、上下方向の右端の溝22より右縁1dに突出する形で凹部32が形成される。凹部31と32は、金型を用いて成型を行うときに気泡逃げとして機能する。金型に樹脂が塗布され、ガラス基板が圧着された後、ガラス基板と一体になった金型が真空ボックス内に入れられ、適切な真空度で金型が引かれる。このとき、樹脂内部の気泡が金型の気泡逃げに導かれて、成型物の中には気泡だまりができない。その状態で、UV照射が行われ、樹脂を硬化させる。本発明は、3D画像を表示する表示デバイスの部品の金型に適用することができる。
(もっと読む)
成形型装置
【課題】上型の型抜き方向を容易に変更することができる成形型装置を提供する。
【解決手段】本実施形態の成形型装置10は、基台11と、基台11上に設けられた下型14と、下型14に対して移動可能な上型15と、上型15の移動を行う型抜き機構部13とを備えている。型抜き機構部13は、基台11上に設けられた第一支持壁16と、第一支持壁16に着脱可能に設けられ、直線状に延びている型抜き用長孔26aが形成された第二支持壁17と、伸縮可能なロッド18bを有する駆動シリンダ18と、型抜き用長孔26aに沿って移動可能に設けられ、ロッド18bの先端部および上型15に連結され、ロッド18bの伸縮移動により上型15とともに移動する移動部19と、型抜き用長孔26aの延びている方向と型抜き方向とが一致して配置された第二支持壁17を第一支持壁16に固定する第二支持壁用孔部27および固定ピン28とを有している。
(もっと読む)
注形品の製造方法、金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の生産性を高める。
【解決手段】ポスト型の絶縁スペーサの製造方法は、熱硬化性の注形材料51を加熱された金型25内に加圧補給しながら、この金型25内における注形材料51の外周部分52を熱硬化させて半硬化物53を得る工程と、金型25内で得られた半硬化物53についての熱硬化がその中心部54側へ進行するときに生じる反応熱によって半硬化物53を中心部54から内部発熱させる工程と、金型25内で内部発熱した半硬化物53の熱膨張の発生に応じて、注形材料51の加圧補給を停止させる工程と、加圧補給を停止させた金型25内から半硬化物53を取り出し、この半硬化物53の内部発熱を継続させることによって、中心部54を含む半硬化物53全体を熱硬化させて絶縁スペーサを得る工程と、を有している。
(もっと読む)
注型品およびその製造方法
【課題】外周に接地層を有する注型品であって、絶縁層内の絶縁欠陥を調査するための電気試験を短時間で行う。
【解決手段】中心導体1と、中心導体1の周りに形成された絶縁層2と、絶縁層2の周りに設けられた接地層3とを有する注型品において、絶縁層2は、中心導体1端から接地層3までの沿面方向を形成する沿面絶縁部と、中心導体1と接地層3間の貫通方向を形成する貫通絶縁部とで構成され、沿面絶縁部と貫通絶縁部とを形成する注型金型が分離しており、沿面絶縁部を形成する注型金型を離型し、貫通絶縁部を形成する注型金型を接地して電気試験を行うことを特徴とする。
(もっと読む)
注形用金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の品質の安定化及び生産性の向上を図る。
【解決手段】注形用金型25は、熱硬化性の注形材料を加圧しながら注入するための材料注入口32を底部に備えた金型本体26と、金型本体26内での高さ方向(Z1方向)の位置を揃えて各々形成された複数のキャビティ部31と、を備えている。このように、各キャビティ部31が、互いの高さ方向の位置を揃えて各々配置されていることから、材料注入口32から注入された注形材料は、自重に抗しつつ金型本体26内を上昇し、さらに個々のキャビティ部31内へ各々ほぼ同時期に充填されて熱硬化が開始される。
(もっと読む)
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
シートクッション用成形型、及びその成形型を用いたシートクッションの製造方法
【課題】裏面材の外側に発泡材料が漏れ出すことを抑制できるシートクッション用成形型を提供する。
【解決手段】裏面材10が一体化されたシートクッションを製造するためのシートクッション用成形型のキャビティを形成する型内面には、裏面材10を型内面に取り付けるための複数の取付部3が設けられている。取付部3は型内面から突出するセットピン4と、セットピン4の基端部4aを囲む環状の磁気吸着領域を型内面に形成する磁性部5、6とを備える。
(もっと読む)
81 - 90 / 631
[ Back to top ]