
国際特許分類[B29C43/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859)
国際特許分類[B29C43/32]の下位に属する分類
型または圧縮装置への成形材料の供給 (405)
一定長の物品,即ち不連続物品,を製造するための型 (531)
不定長の物品を製造するための圧縮手段 (113)
成形品の取り出し (48)
加熱または冷却 (191)
体積の変化,例.収縮,の補償 (9)
特別の条件,例.真空,下での圧縮成形 (145)
計量,制御または調整 (149)
国際特許分類[B29C43/32]に分類される特許
81 - 90 / 268
免震装置用の免震プラグの製造方法及びその製造装置
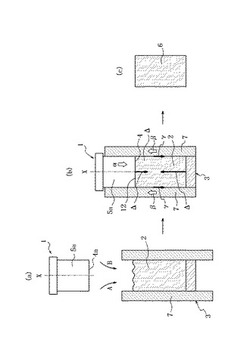
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】側壁を形成する中型7を有する金型3内に充填された粉体材料2に、加圧成形を行って免震装置用の免震プラ6グを成形するに当たり、かかる中型7と粉体材料2との界面においてせん断応力が生じるように中型7に対して外力を付与しつつ加圧成形を行なう製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置

【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2を、スタンパ5を用いて加圧成形する免震プラグ6の製造方法において、該加圧成形を複数回行い、かかる複数回の加圧成形のうち、少なくとも1回の加圧成形を、軸線方向に対して傾斜した加圧面4を有する第一のスタンパ5を用いて行なう免震プラグ6の製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
椀状樹脂成形品の製造方法
【課題】割金型である凹金型1と凸金型2とを用いるが、両金型の隙間の成形キャビティ内に原料樹脂5を加圧下に注入することなく、簡単に、効率的に表面平滑性に優れた椀状樹脂成形品を製造する方法を提供する。
【解決手段】凹金型1と凸金型2とを用いて椀状樹脂成形品を製造する方法であって、凹金型1の中に溶融した原料樹脂5を投入し、ついで凸金型2を下降させて該溶融原料樹脂5を上方から押圧するとともに、密閉下に結締し、しかる後、凹金型1が上に、凸金型2が下になるように天地反転して加熱炉にて加熱硬化させる。
(もっと読む)
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
熱プレス装置、及び熱プレス方法
【課題】プレス圧力の解放時に引き剥がしにより積層体に作用する引っ張り応力を抑制できる熱プレス装置を提供する。
【解決手段】積層体20の上下両面を挟み込む上下一対の板状の緩衝材10a、10bと、上下一対の緩衝材をさらに上下から挟み込む上下一対の熱プレス板1a、1bとを備え、積層体20を加熱加圧して熱プレスする。熱プレスした後にプレス圧力を解放して一方の熱プレス板1aを相対的に上昇させる際に、積層体20との接触面に隙間ができるように変形する板状部材15a、15bを、緩衝材10a、10bに設けた。
(もっと読む)
半導体装置の製造方法
【課題】圧縮成形の樹脂封止パッケージにおいて、リードフレームなどに変形を防止できる半導体装置の製造方法を提供する。
【解決手段】リードフレームを対向する2つのモールド金型に挟持し、圧縮成形法により樹脂封止する半導体装置の製造方法において、モールド金型内空間に圧縮成形により樹脂封止後、樹脂が半硬化状態時に位置決め可動ピンを封止樹脂の表面まで離反させ、位置決め可動ピンがモールド金型内で占めていた空間に、樹脂を充填した後、樹脂全体を硬化させることにより、樹脂封止をおこなう半導体装置の製造方法。
(もっと読む)
成形用型および樹脂部材の製造方法
【課題】硬化時間を短縮することにより樹脂部材の生産効率を向上させることが可能な成形用型および樹脂部材の製造方法を提供する。
【解決手段】
金型1は、薄肉部と、薄肉部に比べて肉厚の大きい部位である厚肉部とを有し、熱硬化樹脂からなる樹脂部材を成形するための成形用型であって、薄肉部に対応する薄肉成形部13Aと、厚肉部に対応する厚肉成形部13Bとを含むキャビティ部13を取り囲む本体部10と、本体部から厚肉成形部13Bに向けて突出するピン14とを備えている。
(もっと読む)
成形品の成形装置及び成形方法
【課題】樹脂の無駄、バリの除去工程、型からの成形品の取り外しによる無駄時間、ハンドリングによる不良品の発生等を排除できる成形品の成形装置を提供する。
【解決手段】第1のプレート3に設けられた複数の本体部用型部11と、第2のプレート4に設けられた複数の微細針部用型部12と、各本体部用型部11に樹脂チップ8を搬入する樹脂チップ搬入手段1と、第1のプレート3及び第2のプレート4を加熱する加熱手段13、14と、溶融された樹脂チップ8を加圧して本体部及び微細針部を成形する加圧手段2と、本体部及び微細針部が加圧成形された段階で加圧手段2を加圧動作状態のまま加熱手段13,14の加熱動作を停止し第1のプレート3及び第2のプレート4を冷却して成形品を固化する冷却手段15とを備える。
(もっと読む)
成形方法および成形型
【課題】脱型に用いる駆動源のみで、アンダーカット部を有する成形品を容易に脱型可能な成形方法および成形型を提供する。
【解決手段】アンダーカット部8を備えた成型品2を成形するための成形型10であり、アンダーカット成形面16を備えたスライド部材15を有している。このスライド部材15が、アンダーカット部8からアンダーカット成形面16が離れる離脱方向である一方向へ移動可能となっている。キャビティ型11またはコア型に連結されてアンダーカット部8に係合するアンダーカット成形面16を備えたスライド部材15を、前記成形品2のアンダーカット部8から前記成形品2のキャビティ型11またはコア型からの脱型方向に力を受けながら、脱型方向であって、かつアンダーカット部8からアンダーカット成形面16が離れる離脱方向である一方向へ移動させる。
(もっと読む)
真空プレス装置及び真空プレス方法
【課題】安定したプレス条件で被加工物のプレスを行うことのできる真空プレス装置及び真空プレス方法を提供する。
【解決手段】真空プレス装置が、定盤上に配置された被加工物が弾性を有するリリースシートに覆われるようにリリースシートを定盤に向けて押圧してリリースシートを定盤に密着させることによって定盤とリリースシートの間に密閉された第1の空間を形成する枠体と、第1の空間を真空引きするための真空ポンプと、定盤に対して枠体を相対的に移動させる駆動手段と、定盤と枠体との間の領域にリリースシートを搬入すると共に被加工物のプレス成形後にこの領域からリリースシートを搬出するリリースシート搬送手段とを有する。
(もっと読む)
81 - 90 / 268
[ Back to top ]