
国際特許分類[B29C43/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859)
国際特許分類[B29C43/32]の下位に属する分類
型または圧縮装置への成形材料の供給 (405)
一定長の物品,即ち不連続物品,を製造するための型 (531)
不定長の物品を製造するための圧縮手段 (113)
成形品の取り出し (48)
加熱または冷却 (191)
体積の変化,例.収縮,の補償 (9)
特別の条件,例.真空,下での圧縮成形 (145)
計量,制御または調整 (149)
国際特許分類[B29C43/32]に分類される特許
71 - 80 / 268
樹脂注入による航空機部品の製造方法
【課題】樹脂注入を実行する様々な方法により、注入する樹脂の量をよりよく制御する。
【解決手段】航空機部品の製造方法は、プリフォーム(14)に少なくとも1つの層(22,29)を積み重ねて配置すると共に、上記プリフォームにおける上記層に最も近い一部の透過性よりも小さい透過性を所定の樹脂に与える材料によって上記層を構成する工程と、上記プリフォームから離れて上記層(22,29)の表面に樹脂の存在を検知するセンサ(24)を配置する工程とを含む。
(もっと読む)
複合材成形品の成形方法

【課題】排気がスムーズで成形品を効果よく成形し、且つ、成形品にピンホールがなるべく形成されない、複合材成形品の成形方法の提供、並びに、成形と同時に成形品の表面に装飾模様をつけることで、成形後の装飾工程を省くことができる、複合材成形品の成形方法を提供する。
【解決手段】複数層の層状プリプレグを積層してから成形型内に入れて成形/硬化させる複合材成形品の成形方法において、前記成形型は、成形型の内面に、陰刻模様を、前記成形型の成形圧力による、前記積層後の層状プリプレグの外表面の絞り変形より深く、型外と連通するように形成する複合材成形品の成形方法。
(もっと読む)
成形体の製造方法
【課題】上型と成形体との界面に少量の液体を導入することで上型に付着した成形体を容易に分離することができる成形体の製造方法を提供する。
【解決手段】プリフォーム材を下型に載置するステップと、上型101でプリフォーム材を加圧して上型101に対して凹面を有する光学素子202を形成するステップと、光学素子202が付着した上型101を取り出すステップと、上型101と光学素子202との界面の少なくとも一部に液体302を導入するステップと、上型101と光学素子202とを分離するステップとを備える。
(もっと読む)
物体を搬送するための装置
物体(2)、特にカプセル(2)を、当該カプセル(2)が成形される成形カルーセル(3)から、排出装置(6)に搬送するための装置であって、回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適している支持要素(11)と、前記回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適しているシート手段(16)を有するアーム手段(13)と、を備え、前記アーム手段(13)は、前記回転軸(X1)からの当該アーム手段(13)の距離を変えるように可動であり、特に、前記アーム手段(13)は、前記支持要素(11)上に前記物体(2)をスライドさせるべく前記回転軸(X1)に対して半径方向に可動である、装置。 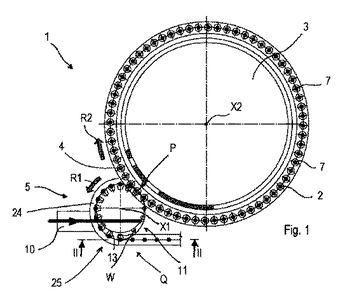 (もっと読む)
(もっと読む)
長尺状成形物の成形方法
【課題】成形精度を高めるとともに分割型の脱落を防止することが可能な長尺状成形物の成形方法を提供する。
【解決手段】後中間型39が、複数の分割型としての中間上型41、中間中型42、中間下型43で構成され、これらの中間上型41、中間中型42、中間下型43同士の合わせ面に長尺方向に延びる一対のキー溝41c,42c,42d,43cが形成され、これらのキー溝41c,42c,42d,43cに長尺状の中間型用キー45,45が嵌め合わされることで、中間上型41、中間中型42、中間下型43同士の位置決め及び結合が行われる。
(もっと読む)
圧縮型の樹脂封止装置
【課題】パッシブ制御により安価にプレス成形の精度の向上を図るとともに、樹脂封止のサイクルタイムの短縮化を図ることができる。
【解決手段】第1金型100と、第2金型102と、により、被封止品158を樹脂にて封止する圧縮型の樹脂封止装置J1において、枠状金型100B、102Bと、リンク機構122によって移動させる移動機構121と、枠状金型100B、102Bの外側において、突き当て部材150A1〜150D1、150A2〜150D2を有し、第1金型100、第2金型102の平行度を調整可能とする調整機構151と、を備え、リンク機構122による第2金型102側の移動により、突き当て部材150A1〜150D1、150A2〜150D2を介して、第1金型100側と第2金型102側に力学的負荷をかけ、第1金型100と第2金型102の平行度を調整可能とする。
(もっと読む)
RTM成形法によるFRP成形品の製造方法とそのための金型
【課題】意匠面にヒケの発生が殆どない成形品を、効率良く製造するためのRTM成形方法、及びそれに用いる金型を提供する。
【解決手段】上下分割型の金型10,20を用いてRTM成形法によりFRP成形品30を製造するに際し、下型20の内側面の少なくとも一部に、周方向(水平方向)の溝40が設けられた金型を用い、かつ、下型20に離型力が相対的に強い離型剤20aを塗布し、上型に離型力が相対的に弱い離型剤10aを塗布してRTM成形を行う。
(もっと読む)
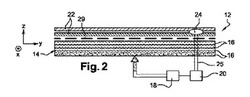
複合要素を製造するための装置および方法
【課題】本願発明の課題は、繊維複合要素を製造するための装置を提供することである。
【解決手段】繊維複合要素を製造する装置であって、樹脂含浸繊維材料を配置するための表面を持つ多孔材料を有するフィルタープレートと、前記繊維材料に対向する前記フィルタープレートの表面を覆う空気に透過性を有し実質的に樹脂不透過である膜と、前記繊維材料から離れた側面において前記フィルタープレートを支持する成型道具と、
記繊維材料から離れた側面において負圧を発生させるための前記成型道具内に形成された吸引開口部と、を有する装置。また、該繊維複合要素を製造するための方法。繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレートを供給する工程と、前記フィルタープレートの表面の上に樹脂を含浸した繊維材料を配置する工程と、前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、前記成形道具内に構成された吸引開口部より前記繊維材料から離れた前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
(もっと読む)
圧縮成型装置における型押し器のための安全器具
圧縮成型対象物のための装置の安全器具であって、装置は、複数の型押し器(1)および複数の対応する成型エレメント(2)が設けられた成型用カルーセル(G)を備え、各成型エレメントは、成型エレメントが各型押し器(1)と相互に作用しない第1位置と、対象物(3)を成型するために成型エレメントが各型押し器(1)と相互に作用する第2位置との間で移動可能となっており、各型押し器は、成型された対象物(3)を各型押し器(1)から取り出す上で適切なものとなっている取出器具(4)に関連付けられており、前記取出器具(4)は、前記成型カルーセル(G)の固定フレーム(T)に設けられたカムトラック(8)によって動作可能となっており、前記カムトラック(8)は、カムトラック部分(9)を備え、カムトラック部分(9)は、カムトラック部分(9)が前記取出器具(4)と相互に作用する動作位置と、カムトラック部分(9)が前記取出器具(4)と相互に作用しない非動作位置との間で移動可能となっている、安全器具。 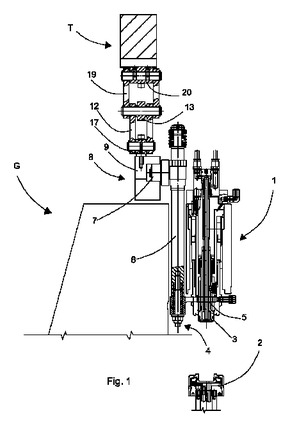 (もっと読む)
(もっと読む)
免震装置用の免震プラグの製造方法及びその製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグの製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】金型3内に充填された粉体材料2を、スタンパ5を用いて加圧成形する免震プラグ6の製造方法において、該加圧成形を複数回行い、かかる複数回の加圧成形のうち、少なくとも1回の加圧成形を、軸線方向に対して傾斜した加圧面4を有する第一のスタンパ5を用いて行なう免震プラグ6の製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
71 - 80 / 268
[ Back to top ]