
国際特許分類[B29C43/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859)
国際特許分類[B29C43/32]の下位に属する分類
型または圧縮装置への成形材料の供給 (405)
一定長の物品,即ち不連続物品,を製造するための型 (531)
不定長の物品を製造するための圧縮手段 (113)
成形品の取り出し (48)
加熱または冷却 (191)
体積の変化,例.収縮,の補償 (9)
特別の条件,例.真空,下での圧縮成形 (145)
計量,制御または調整 (149)
国際特許分類[B29C43/32]に分類される特許
51 - 60 / 268
繊維強化樹脂成形品、およびその製造方法
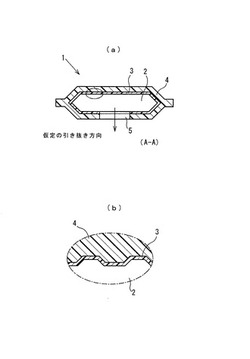
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
圧縮成形装置及び圧縮成形方法

【課題】圧縮成形装置の占有面積の増大を最小限にすると共に複雑にすることなく、生産性の向上が可能となる。
【解決手段】相対的に接近・離反可能な第1上型130A、第2上型130Bと第1下型144A、第2下型144Bとを有し、対をなした第1上型130Aと第1下型144A、第2上型130Bと第2下型144B、それぞれの間に形成される2つのキャビティに配置される第1被成形品102A、第2被成形品102Bを第1樹脂104A、第2樹脂104B、それぞれにて圧縮封止する圧縮成形装置100において、第1上型130Aと第1下型144A、第2上型130Bと第2下型144Bが、接近・離反可能な方向に配置されることで、キャビティが接近・離反可能な方向において直列に2つ設けられ、第1上方130A、第2下型144Bに、サーボモータ112A、112Bがそれぞれ連結されている。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維とマトリックス樹脂からなる成形材料の成形体製造時における、工程の簡略化および作業性に優れるプレス成形方法を提供する。
【解決手段】強化繊維とマトリックス樹脂からなる成形材料7をプレス成形する方法において、開口部を有する凹部の型5と、該凹部に対応する凸部を有し、該凹部の型5との間でキャビティが構成される凸部の型2からなるプレス成形型であって、動力源として、プレス成形型を稼働させる加圧装置の型締め力および/または型開き力を用い、剪断力により余肉部分を除去する剪断加工機構3、4と、成形材料7を加圧し、プレス成形をする機構とを併せ持った構成を有する成形型1内にて実施するプレス成形方法。
(もっと読む)
複合材料蓋の形成方法
外側蓋キャップと内側シール用ライナーとを有する複合材料蓋を製造する方法は、該キャップの頂部壁部分に隣接する環状凹部を規定する環状リップを有する環状スカート部分を備える蓋キャップを提供する過程を具備する。溶融プラスチックは、該頂部壁部分に隣接する内側シール用ライナーを形成するために、該蓋キャップ内で圧縮成形され、該シール用ライナーの周辺は該蓋キャップの該環状凹部内に位置付けられる。該ライナー形成時に、該溶融プラスチックの流れを制御するために、該環状凹部内に複数の円周方向に隔てられたガセットが提供され、該ガセットにより、該シール用ライナー内のボイドの形成を弱めるよう空気の通気を容易にする。 (もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、発泡成形体を高精度かつ容易に形成すること。
【解決手段】キャビティ11内に連通するガス抜き孔12が形成され、該ガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置した状態で、キャビティ11内で発泡原料を発泡させることにより、発泡体2を形成するとともに該発泡体2の表面に補強部材3を一体に固着させて発泡成形体を形成する装置であって、補強部材3に取り付けられた非通気性を具備する被着体4が補強部材3を介して磁着するとともに、ガス抜き孔12の少なくとも一部を画成する磁着部材17を備えている発泡成形体の製造装置10を提供する。
(もっと読む)
真空RTM成形方法
【課題】真空RTM成形方法において、厚さが大きく樹脂含浸性が低いプリフォームを用いた場合にも、未硬化樹脂が効率的にプリフォームに供給されるとともにすみやかにプリフォーム内厚さ方向に含浸され、厚さの大きい繊維強化複合材料を未含浸なく短時間で成形すること。
【解決手段】真空RTM成形方法において、型の上に、複数の強化繊維基材を貫通する孔を有するプリフォームを配置し、その上に不透性材質からなり貫通孔を有する中間部材を、その孔位置をプリフォームの孔と略一致させて配置し、その上に樹脂拡散メディアを配置し、中間部材との間につくられる閉空間に前記樹脂メディアが配置されるようにバッグ材を配置した後に、前記閉空間の内部を減圧にするとともに、前記樹脂拡散メディアに樹脂を注入して、前記中間部材の孔を通してプリフォームに樹脂を含浸する。
(もっと読む)
シール部材形成用硬化性液状シリコーンゴム組成物およびシール部材
【課題】貫通孔近辺の耐傷性が優れ、水等に対するシール性が優れた貫通孔を有するシール部材形成用硬化性液状シリコーンゴム組成物、貫通孔近辺の耐傷性が優れ、水等に対するシール性が優れた貫通孔を有するシール部材を提供する。
【解決手段】液状アルケニル基含有オルガノポリシロキサン、補強性シリカ、オルガノハイドロジェンポリシロキサン、白金族系触媒、前記オルガノポリシロキサンと相溶性の架橋性基を有しない液状オルガノポリシロキサンおよび非相溶性の架橋性基を有しない液状オルガノポリシロキサンからなり、硬化物のJISタイプAデュロメータ硬さが15〜26、100%伸び時の引張応力が0.25〜0.60MPaである液状シリコーンゴム組成物。この硬化物からなる貫通孔を有するシール部材。
(もっと読む)
光学素子シートの同時両面形成方法、およびその光学素子シート形成装置
【課題】ベースフィルムの表面と裏面に複数の光学素子を同時に形成するに際して、形成される光学素子シートの反りを解消できる光学素子シートの同時両面形成方法、およびその光学素子シート形成装置を提供する。
【解決手段】第1ロール金型3と第2ロール金型4とを所定間隔を空けて水平方向に対向配置し、両ロール金型3,4の間にベースフィルムFを供給してそれぞれのロール金型3,4により複数の光学素子La、Lbを前記ベースフィルムFの両面に同時に成型、成形もしくは印刷するとともに、両ロール金型3,4で形成された光学素子シートを鉛直下方に搬送し、樹脂が完全に硬化するまでの距離以上の距離で鉛直方向の搬送を継続することを特徴とする光学素子シートの同時両面形成方法、およびその光学素子シート形成装置。
(もっと読む)
樹脂ピストンの成形方法及び樹脂ピストン
【課題】樹脂廃棄材料を低減させることができ、また、樹脂ピストンの外周面に対して円筒研磨等の追加工を不要にすることができる樹脂ピストンの成形方法を得る。
【解決手段】予熱した樹脂タブレット63を成形型21のキャビティ22に投入し、加熱しつつ圧縮成形する樹脂ピストンの成形方法であって、成形型21における加圧代分を加圧しキャビティ22内圧が所定圧に到達した時点で、キャビティ内圧をこの所定圧範囲に維持しつつ、成形型21から溢れ出す樹脂をピストン外周面を除く領域に設定した通路53から排出して、熱成形サイクル終了後に成形型21を開放する。
(もっと読む)
フッ素樹脂成形品の製造方法、分析用樹脂容器及び元素分析方法
【課題】試料等への汚染がほとんど無く、高精密な元素分析に用いるのに好適なフッ素樹脂成形品を製造する方法、その製造方法により製造された分析用樹脂容器、及びそれを用いた元素分析方法を提供することを目的とする。
【解決手段】加圧して焼成することによりフッ素樹脂を成形する成形工程の後、該成形されたフッ素樹脂の表面を溶融する表面溶融工程を有するフッ素樹脂成形品の製造方法、当該製造方法により製造された分析用樹脂容器、及び当該分析用樹脂容器を用いた元素分析方法。
(もっと読む)
51 - 60 / 268
[ Back to top ]