
国際特許分類[B29C43/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859)
国際特許分類[B29C43/32]の下位に属する分類
型または圧縮装置への成形材料の供給 (405)
一定長の物品,即ち不連続物品,を製造するための型 (531)
不定長の物品を製造するための圧縮手段 (113)
成形品の取り出し (48)
加熱または冷却 (191)
体積の変化,例.収縮,の補償 (9)
特別の条件,例.真空,下での圧縮成形 (145)
計量,制御または調整 (149)
国際特許分類[B29C43/32]に分類される特許
11 - 20 / 268
転写成形用金型及び微細構造体製造方法
【課題】スタンパのコスト低減の要請に応得ることができ、ナノサイズの微細構造体やアスペクト比の高い微細構造体の製造に好適に使用することができる転写成形金型を提供する。
【解決手段】本発明に係る転写成形用金型は、微細構造を有するスタンパに溶融樹脂を押圧又は塗布し、冷却固化させてその微細構造が転写成形された微細構造体を成形する転写成形用金型であって、前記スタンパと、そのスタンパと周囲に所定のスキマをもって該スタンパを金型本体に保持固定するスタンパ固定部材と、前記スキマを詰める充填部材と、を有する。
(もっと読む)
繊維強化熱可塑性樹脂成形品の製造方法、該製造方法で使用される金型、該製造方法で製造される成形品

【課題】連続繊維強化熱可塑性樹脂層と、不連続繊維強化熱可塑性樹脂層とが積層したシート材料を金型でプレス成形した際に、金型を問題なく開くことができ、バリの発生も抑制できる繊維強化熱可塑性樹脂成形品の製造方法と、該製造方法で使用される金型と、該製造方法で製造される成形品との提供。
【解決手段】連続繊維強化熱可塑性樹脂層の少なくとも片面の一部に、不連続繊維強化熱可塑性樹脂層が積層したシート材料をプレス成形し、繊維強化熱可塑性樹脂成形品を製造するための金型として、キャビティの外周縁には、上金型21と下金型22とを閉めた時に不連続繊維強化熱可塑性樹脂層のキャビティ外への流出を防止する枠状の堰部30が、連続繊維強化熱可塑性樹脂層をキャビティ外へと延出させる隙間Cを形成しつつ設けられている金型を用いる。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
アキュムレート装置の貯留長さ表示装置
【課題】簡単な装置でしかも故障の問題を生じることがなくアキュムレート装置におけるウェブの貯留長さを適正な精度で演算し表示できるようにする。
【解決手段】固定部材3に備えた固定ロール2と、昇降フレーム5に備えた昇降ロール4と、入側速度制御ロール7から導入されて固定ロール2と昇降ロール4に掛け回した後出側速度制御ロール9から導出されるウェブ8の入側速度と出側速度の速度差が生じた時にアキュムレートされるウェブ8の張力を一定に保持しながら前記昇降フレーム8を昇降させる牽引装置6と、を有するアキュムレート装置の貯留長さ表示装置であって、ウェブ8の入側速度viと出側速度voを入力してその速度差からウェブ8の貯留長さを演算する演算器15と、演算器15で演算した貯留長さを表示する表示器17とを有する。
(もっと読む)
寸法の変化する外郭適合化された複合補強材を製作するための方法および装置
【課題】単一の複合成形材を用いつつ、比較的簡単な工具によって形成されるブレード補強材などの複合補強材を製作するための方法および装置を提供すること。
【解決手段】複合成形材を外郭適合化されたブレード縦通材に形成するための工具装置であって、長さに沿って可撓性とされた長尺パンチと長尺金型を有する。成形材はパンチを用いて押圧されて形成され、成形材は金型に導かれる。パンチおよび金型は、一対の可撓性プレートの間に載置される。プレートと連結されたプレスは、プレートを所望の外郭に曲げることで成形材を外郭適合化する。
(もっと読む)
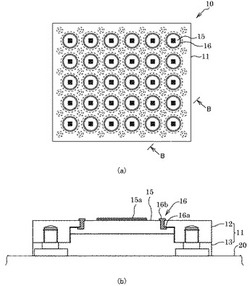
半導体発光装置の製造方法
【課題】蛍光体含有樹脂をコンプレッション成形する場合において、樹脂材料内部における蛍光体粒子の密度分布の偏りを解消することにより、製品間における発光色のばらつきや発光面内における発光色のむら(色温度差)を防止することができる半導体発光装置の製造方法を提供する。
【解決手段】基板10の素子搭載面に複数の発光素子20を搭載する。基板上における複数の発光素子の配列に対応して配列された複数のキャビティを基準面に有する金型に蛍光体粒子を含む蛍光体含有樹脂30を供給する。発光素子の各々がキャビティの各々に収容され且つ素子搭載面と基準面とが蛍光体含有樹脂を間に挟んで密着するように金型を基板に押し付けて蛍光体含有樹脂を圧縮成形する。基板は、素子搭載面上であって蛍光体含有樹脂の供給領域に対応する領域の外側に複数の発光素子の配列方向に沿って伸長する突起部12を有する。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
複合材料の製造装置および製造方法
【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は横並びに隣接して配列した複数の円板からなる、円柱状かつエア抜き機構30の移動方向Fに湾曲した押さえ手段31を備える複合材料の製造装置1。
(もっと読む)
圧力均一化装置及びそれを用いたプレス製品の製造方法
【課題】プレス成型用の熱盤から成形型に加わる圧力を均一化させる。
【解決手段】圧力均一化装置100は、プレス成型用の熱盤と成形型との間に設けられる。圧力均一化装置100は、熱盤側に配置される押側部材110と成形型側に配置される熱盤側に開口した凹部121が形成された受側部材120とを備える。押側部材110は、受側部材120の凹部121に、凹部121に収容された流体16を封じると共に流体16を介して熱盤からの圧力を受側部材120に伝えるように嵌め入れられている。
(もっと読む)
成形プレス用クッション材
【課題】成形プレス用クッション材として優れた機能、特に優れたクッション性と貼り付き防止効果を有するクッション材を提供する。
【解決手段】1層以上のフェルト層と、フェルト層の両外周面に耐熱クロス(例えばガラスクロス)を配置し、更にその両外周面にテトラフルオロエチレン系フィルムを表層材として配置した成形プレス用クッション材である。
(もっと読む)
11 - 20 / 268
[ Back to top ]