
国際特許分類[B29C43/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859)
国際特許分類[B29C43/32]の下位に属する分類
型または圧縮装置への成形材料の供給 (405)
一定長の物品,即ち不連続物品,を製造するための型 (531)
不定長の物品を製造するための圧縮手段 (113)
成形品の取り出し (48)
加熱または冷却 (191)
体積の変化,例.収縮,の補償 (9)
特別の条件,例.真空,下での圧縮成形 (145)
計量,制御または調整 (149)
国際特許分類[B29C43/32]に分類される特許
21 - 30 / 268
多孔質型を用いた複合材の成形方法および装置
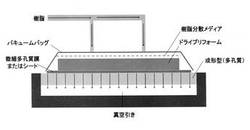
【課題】剛性型として多孔質型を用いることで、樹脂含浸を繊維基材の厚さ方向に促進させ、また、成形・硬化中の残留気泡の低減を行うプロセスを提供する。
【解決手段】成形型に配置した繊維基材に、注入した樹脂を含浸させて複合材を得る成形法において、前記成形型を、微細孔を備えた通気性の多孔質成形型から形成すると共に、当該多孔質成形型の前記繊維基材に対向する面と当該繊維基材との間に、気体は通過可能であるが樹脂はブロックされる微細孔を備えた多孔質層を設け、前記多孔質成形型の微細孔を介して当該多孔質成形型を通して真空吸引を行うことで、注入した樹脂を繊維基材に含浸させる。
(もっと読む)
混成部材を製造するための方法ならびに製造する際に使用するためのカバー

【課題】 従来技術から出発して本発明の根底をなす課題は、プレス型の汚れが少なくともできる限り防止することができ、混成部材の基本成形体が特定の領域で樹脂がない状態で保持できる、原動機付き車両のための品質的に価値の高い混成部材を製造するための使用に関する技術的に改善された方法を提示することである。
【解決手段】強化要素(3)とプレス型(4)の間にカバー(8)が組入れられ、さらにカバー(8)が連続した状態で貯蔵所から引出され、かつ基本成形体(2)の上で基本成形体上に位置決めされた強化要素(3)と一緒に置かれ、その後にプレス工程が行われ、その際にカバー(8)が樹脂を吸収する吸収層(9)を備えており、それによりプレス工程において強化要素(3)から流出する樹脂が吸収層(9)により収容され、カバー(8)がプレス工程の後に混成部材(1)から取除かれ、好ましくは貯蔵ユニットに巻かれることにより解決される。
(もっと読む)
差圧相殺機能付き駆動装置
【課題】差圧検出、差圧解消用の駆動力の算出処理、差圧解消用の駆動機構を用いることなく差圧を相殺可能な機構を備えた真空プレス成形装置を提案すること。
【解決手段】真空プレス成形装置1のプレス機構5は、真空成形室2の底板21に内外の差圧に応じてプレス方向に移動可能な第1受圧板23を配置し、真空成形室2と同一の内圧に保持される補助真空室25の天板27に内外の差圧に応じてプレス方向に移動可能な第2受圧板29を配置し、これらの受圧面を同一面積とすることにより、内外の差圧に起因してプレス用のエアーシリンダ11の作動ロッド14に作用する力を相殺している。これにより、プレス力を精度良く管理することができる。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
賦形成形方法及び繊維強化樹脂成形品
【課題】成形原反材を用い強度の強い成形品を形状自由度高くかつ効率よく3次元形状に賦形することができる賦形成形方法及び繊維強化樹脂成形品を提供する。
【解決手段】成形原反材1を積層し、予備積層成形型で予備圧縮成形した積層成形材5を予備加熱型6で近赤外線放射装置7によって近赤外線で予備加熱型6内の熱盤8上に載置された積層成形材5を予熱し、一方3次元形状を有する賦形型である成形型9を予熱して成形原反材1の溶融温度に昇温する。次に積層成形材5を予熱された成形型9に収納し、成形型9によって積層成形材5を圧縮する。これによって織物基材3に付着している樹脂材料4を軟化して積層成形材5の層間を接着し、形状を保持させる。その後成形型9を固化温度に急冷して型を開き離型する各工程によって成形原反材1を積層して3次元形状に賦形する。
(もっと読む)
輪郭に合致した複合スチフナーを作製するための方法と装置
【課題】ツールの操作を減らし且つチャージの位置合わせを容易にしてツールの輪郭との合致度を高めると共に、部品成形後にツーエウのクリーンアップの必要性を排除する。
【解決手段】事前選択した輪郭に沿って複数のプライを位置合わせすることを含むプリフォームチャージを組立てる工程により、輪郭に合致した複合部品が作製される。位置合わせして組立てたプリフォームチャージは、次いで成形ツール内に配置され、そこで成形及び硬化される。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】本発明は、金型とバッグ材を用いた繊維強化プラスチックの製造方法において、金型が湾曲または屈曲形状を有する複雑形状であっても、予め製品形状に形成した上型もしくは押圧板を準備することなく、表面平滑性に優れた複雑形状の繊維強化プラスチックを製造する方法を提供する。
【解決手段】以下の(a)〜(d)の工程を含むことを特徴とする繊維強化プラスチックの製造方法。
(a)湾曲または屈曲形状を有する金型の上に、少なくとも強化繊維基材と最終製品に要求される表面粗さと同等以上の平滑性を有する樹脂製シート材を含む成形材を配置する配置工程
(b)前記成形材を金型に押圧して沿わせて賦形および加熱する賦形・加熱工程
(c)強化繊維基材に含浸されたマトリックス樹脂を硬化する硬化工程
(d)樹脂製シート材を繊維強化プラスチック材から除去する除去工程
(もっと読む)
コンテナを製造するための装置
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】回転カルーセル(57)および該カルーセル(57)によって支持されかつ該カルーセル(57)に対して移動可能である複数の保持要素(71)を含む装置であり、該保持要素(71)がブロー成形手段(4)からコンテナ(2)を取り除くために成形される装置において、該装置が該保持要素(71)と関連する複数のさらなる保持要素(72)をさらに含み、該さらなる保持要素(72)が圧縮成形手段(5)にプラスチックの投与(37)を届けるように成形され、各々の該さらなる保持要素(72)が対応する保持要素(71)に固定される。
(もっと読む)
免震装置用の免震プラグの製造方法及び免震プラグ、並びに、その製造装置
【課題】材料に鉛を使用することなく、免震装置の減衰性能及び変位追従性を向上させ得る免震プラグ、その製造方法、並びにかかる製造方法を実施し得る免震プラグの製造装置を提供する。
【解決手段】粉体材料2を一対のスタンパ5で挟み込んで加圧成形する免震プラグ9の製造方法において、少なくとも2回の加圧成形を、スタンパ5の軸線方向Xにて垂直断面視したときに、スタンパの中央部12が加圧方向に突出したV字型の加圧面を有する凸状スタンパ6、及び、スタンパの中央部12が加圧方向とは反対の方向に陥没したV字型の加圧面を有する凹状スタンパ7を用いて行うにあたり、それらスタンパ6、7により加圧成形した後に、スタンパ6、7を、その軸線中心に回転させてから再度加圧成形を行なう免震プラグの製造方法である。また、かかる製造方法を用いて製造される免震プラグ6である。更に、かかる製造方法を実施し得る金型3及びスタンパ5を具える製造装置である。
(もっと読む)
樹脂注入成形装置およびそれを用いたRTM成形方法
【課題】樹脂注入成形型のシール性能を向上でき、シール材と溝の清掃を不要化可能であり、かつ、シール材の傷つきを防止可能であり、しかも、シール材の装着性を向上させつつ、シール材が成形品と一緒に抜けることを防止可能な樹脂注入成形装置、およびそれを用いたRTM成形方法を提供する。
【解決手段】互いに対向し樹脂が注入されるキャビティを形成する少なくとも一対の型と、一方の型のキャビティ周囲に設けられた溝と、溝中に装着され他方の型の型締めにより押圧されるシール材を備えた樹脂注入成形装置において、シール材の断面形状が、溝の両内側面に沿って延びる側面を有し、シール材装着時の溝からの突出部が矩形に形成されていることを特徴とする樹脂注入成形装置、およびそれを用いたRTM成形方法。
(もっと読む)
21 - 30 / 268
[ Back to top ]