
国際特許分類[B29C43/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859)
国際特許分類[B29C43/32]の下位に属する分類
型または圧縮装置への成形材料の供給 (405)
一定長の物品,即ち不連続物品,を製造するための型 (531)
不定長の物品を製造するための圧縮手段 (113)
成形品の取り出し (48)
加熱または冷却 (191)
体積の変化,例.収縮,の補償 (9)
特別の条件,例.真空,下での圧縮成形 (145)
計量,制御または調整 (149)
国際特許分類[B29C43/32]に分類される特許
31 - 40 / 268
繊維強化樹脂材とその製造方法
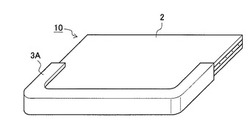
【課題】繊維強化樹脂材の端面が構造弱部とならず、しかも外観意匠性にも優れた繊維強化樹脂材とその製造方法を提供する。
【解決手段】中空で繊維強化樹脂からなるプリプレグシート3の該中空3aを潰すようにしてプリプレグシートの積層体3Aを製作し、別途用意された繊維強化樹脂部材2の端面2aから側面に亘る端面領域にこのプリプレグシートの積層体3Aを被せ、プリプレグシートの積層体3Aと繊維強化樹脂部材2を一体化させて繊維強化樹脂材10を製造する繊維強化樹脂材の製造方法である。
(もっと読む)
カウンター用成形型

【課題】さまざまな大きさ又は形状の樹脂製カウンターを1つの金型で成形可能であり、成形した樹脂カウンターの品質を安定させることが可能なカウンター用成形型を提供することである。
【解決手段】カウンター用成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成型キャビティ5内における樹脂が充填される領域を制限可能な入れ子部材10を有する。入れ子部材10には、流路形成部12が形成されており、流路形成部12は成形キャビティ5内に樹脂を充填する際、樹脂注入路6と一体の流路を形成する。このことにより、入れ子部材10を取り換えるだけで、大きさ等が異なる成形品の成形や、成形品に応じた流路の大きさ及び形状の変更が可能となる。
(もっと読む)
成形品
【課題】擦過損傷を形成されにくくする。
【解決手段】表面3aに周期的に形成された凹凸4の凹部4a底面に、シボ面からなる外装面5が設けられている。
(もっと読む)
電子部品の樹脂成形方法及び成形装置
【課題】電子部品の圧縮成形用金型3(上型3a、下型3b)を搭載した成形ユニット4を所要複数個、有する電子部品の樹脂成形装置1において、各成形ユニット4における成形温度(成形ユニットの成形温度及び樹脂成形型の成形温度)を効率良く均等にする。
【解決手段】所要複数個の成形ユニット4(4A、4B、4C)を一列に配置した電子部品の樹脂成形装置において、各成形ユニット4間に及び一列に配置した成形ユニット群7
の両側に、断熱手段(樹脂板20、真空断熱部材30)を設けて構成する。成形ユニット4に断熱手段(樹脂板20、真空断熱部材30)を設けた状態で、成形装置1に設けた成形ユニット4の圧縮成形用金型3で基板2に装着した電子部品を圧縮成形する。
(もっと読む)
レンズの製造方法
【課題】レンズの製造方法において、精度の高いレンズの作製と製造コストの低減とを可能にする。
【解決手段】本発明に係る製造方法は、ランナー50を介して複数のレンズ中間体51が互いに連結された構造物から、成型ユニットを用いてレンズを製造する方法である。ここで、成型ユニットにおいては、同軸配置された第1開口部31及び第2開口部32と、成型室33とが、保持部3に形成されており、第1開口部31及び第2開口部32にそれぞれ第1成形型1及び第2成形型2が挿入されている。又、保持部3には、成型室33へのレンズ中間体51の導入を可能にする通路35が形成されている。そして、本発明に係る製造方法においては、前記構造物を操作して、レンズ中間体51及びランナー50を通路53に沿って移動させることにより、レンズ中間体51を成型室33内の所定位置Qへ導く。その後、レンズ中間体51に対してプレス圧力を加えて成型する。
(もっと読む)
樹脂モールド装置
【課題】モールド金型にワークと共に搬入された樹脂が金型クランプ面からの加熱により硬化が進まないように搬入して金型クランプ時のモールド樹脂の流動性を確保することで成形品質を向上させた樹脂モールド装置を提供する。
【解決手段】プレス部Cに備えたモールド金型には、半導体チップ粘着面側に樹脂が供給されたキャリアプレートKを金型クランプ面より離間させて支持するワーク支持部37が金型クランプ状態において金型クランプ面より金型内に退避可能に設けられている。
(もっと読む)
免震プラグの製造方法および製造装置並びに免震プラグ
【課題】成形不良の発生を抑制しつつ空気含有率の低い免震プラグを製造することができる免震プラグの製造方法および製造装置を提供する。また、端面が平坦で空気含有率が低い、減衰性能や変位追従性に優れる免震プラグを提供する。
【解決手段】塑性流動材および硬質充填材を含有する粉体材料を金型内で加圧成形して免震構造体用の免震プラグを製造する方法であって、金型内に充填された粉体材料の少なくとも一方側を、加圧方向側に位置する頂辺で交差する二つの平面を加圧面として有する楔形プッシャーを用いて加圧する予備加圧成形工程と、予備加圧成形工程において楔形プッシャーで加圧した粉体材料を、加圧方向に直交する平面を加圧面として有する平面プッシャーを用いて加圧して免震プラグとする最終加圧成形工程とを含む免震プラグの製造方法である。また、その製造方法に適した製造装置および該製造方法で作製した免震プラグである。
(もっと読む)
板状構成材を積層するための積層方法
【課題】公知の方法の改善によってさらに優れた作業成果の達成または真空積層プレスに要されるサイクル時間の短縮、あるいはその両方を実現する。
【解決手段】気密に区画すると共に圧力差によって上下に変位する押付手段を備えた真空チャンバ内に構成材が装入され、真空チャンバは排気され、構成材が給気や圧力付与によって構成材側に押し付けられることにより、加工熱が構成材に伝達され、接着剤層は加熱され軟化し、活性化温度に達すると、押付手段による所定の積層荷重の作用下で活性化される。その際、構成材は真空チャンバ内に装入された後、先ず、押付手段によって所定の積層荷重の約2%から約10%までに相当する微小積層荷重が加えられると同時に、構成材は接着剤層の活性化温度以下に保たれ、その後に構成材から微小積層荷重が取り除かれ、次に、構成材は接着剤層の活性化温度にまで加熱されて、押付手段によって積層荷重が加えられる。
(もっと読む)
熱プレス用クッション材
【課題】高温条件下で繰り返し使用されても、熱収縮が少なく、寸法の経時安定性が良好であり、高いクッション性を有する熱プレス用クッション材を提供する。
【解決手段】熱プレス用クッション材は、その構成材料として、ポリスルホンアミド繊維を用いるものであり、ポリスルホンアミド繊維を、ニードルパンチにより基布と一体化させた不織布を備える構成とする。
(もっと読む)
繊維強化プラスチック平板およびその製造方法
【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
31 - 40 / 268
[ Back to top ]