
国際特許分類[B29C43/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859)
国際特許分類[B29C43/32]の下位に属する分類
型または圧縮装置への成形材料の供給 (405)
一定長の物品,即ち不連続物品,を製造するための型 (531)
不定長の物品を製造するための圧縮手段 (113)
成形品の取り出し (48)
加熱または冷却 (191)
体積の変化,例.収縮,の補償 (9)
特別の条件,例.真空,下での圧縮成形 (145)
計量,制御または調整 (149)
国際特許分類[B29C43/32]に分類される特許
41 - 50 / 268
多孔質体内の樹脂のボイド成長解析方法
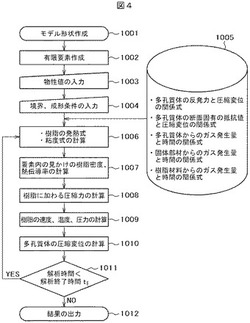
【課題】多孔質体の樹脂含浸成形おける樹脂内のボイドの生成・成長,流動挙動,分布を大局的に予測することを可能にする多孔質体内の樹脂のボイド成長解析方法を提供する。
【解決手段】樹脂材料を含浸させた多孔質体を金型で加熱圧縮することにより多孔質体の内部に発生するボイドの分布を解析する方法において,樹脂材料が充填された多孔質体の形状を3次元ソリッド要素に分割し,樹脂材料が充填された多孔質体の物性値と金型で多孔質体を加圧する加圧力を含む境界条件を入力し,金型で多孔質体を加熱時に樹脂材料から発生するガスの体積の時間変化を予め実験的に測定して求めたデータベースを用いて流体解析により3次元ソリッド要素に分割した多孔質体の樹脂密度の分布を求め、この求めた3次元ソリッド要素に分割した多孔質体の樹脂密度の分布を金型で加圧する前の多孔質体の樹脂密度の分布と並べて画面上に図示するようにした。
(もっと読む)
圧縮成形型及び圧縮成形方法

【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
繊維強化熱可塑性樹脂シートの圧縮成形方法
【課題】
ランダム強化タイプ繊維強化熱可塑性樹脂から切削した複合材料を金型で圧縮成形する方法において、機械的性質の異方性が少なく、使用した複合材料の機械的性質が変形方向や場所によらず維持される方法を提供する。
【解決手段】
シート上の任意のx軸方向とこれに直交するy軸方向にそれぞれ切削した試験片の曲げ弾性率の比が4/5〜5/4であるランダム強化タイプ繊維強化熱可塑性樹脂シートから切削した複合材料を金型の凹部に少なくとも一層配置して圧縮成形する方法において、金型の凹部の水平面への投影図において、最も長い軸をx軸とし、この中点と直交する軸をy軸とし、この金型の凹部のx軸とy軸の長さをそれぞれa,bとしたとき、複合材料のx軸方向の長さm,y軸方向の長さnが0.8≦m/a<1.0および0.8≦n/b<1.0を満足する。
(もっと読む)
FRP製品の真空含浸成形方法及びその製造装置
【課題】樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるFRP製品の真空含浸成形方法及びその製造装置を提供する。
【解決手段】成形型1上に強化繊維布2aを含む積層体2を設置し、この積層体2を真空フィルム14で気密に覆い、真空下で積層体2に樹脂を含浸させるFRP製品の真空含浸成形方法において、積層体2を樹脂拡散媒体となるブリーザー4で覆うとともに、ブリーザー4の一方側に樹脂ゲートなる樹脂拡散供給管5を配し、ブリーザー4の他方側に真空ポートとなる第1の脱気用チューブ8と防水透湿性布から成る脱気バッグ9とを配し、樹脂含浸時、第1の脱気用チューブ8と脱気バッグ9とを通じて気体のみを排出する。
(もっと読む)
モールド再生方法及びプラスチックレンズの製造方法
【課題】再生ガラスモールドの表面にそのモールドに関する情報を容易に付与する。
【解決手段】本発明のモールド再生方法は、形状評価工程と、形状補正加工工程と、再マーク処理工程とを有する。形状評価工程では、使用後の成形型から回収されたガラスモールドの形状を評価する。形状補正加工工程では、形状評価工程で形状の補正が必要と判断されたガラスモールドを研磨して再生ガラスモールドを生成する。再マーク処理工程は、貫通孔形成工程と、貼付工程と、ブラスト処理工程と、剥離工程とを含む。貫通孔形成工程では、保護シートに再生ガラスモールドに関する情報を示すマークの形状の貫通孔を形成し、貼付工程では、貫通孔が形成された保護シートを再生ガラスモールドの表面に貼り付ける。ブラスト処理工程では、再生ガラスモールドの保護シートが貼り付けられた面にブラスト処理を施し、剥離工程では、再生ガラスモールドから保護シートを剥離する。
(もっと読む)
圧縮成形用金型及び圧縮成形方法
【課題】被成形品に全体的及び部分的な厚み誤差があっても適切なクランプを被成形品に対して行いながら安定して被成形品を圧縮封止することができる。
【解決手段】相対的に接近・離反可能な上型112と下型140とを有し、被成形品102を上型112と下型140との間に形成されたキャビティに配置して樹脂104にて圧縮封止を行う圧縮成形用金型100であって、上型112は、内部に第1流路124と被成形品102を保持する表面に第1流路124と連通する吸着口124Aとが設けられた上圧縮型122と、緩衝ばね128を介して上圧縮型122を相対的に接近・離反可能な方向(Z方向)で変位可能に支持する上主型116とを有し、且つ、減圧状態を生じさせる第1エア吸引機構130に接続され上型112内に設けられるとともに少なくとも一部が変形可能で第1流路124に連通する第1密閉領域125を備える。
(もっと読む)
成型用金型および成形品の成形方法
【課題】共通の第1型体および第2型体を用いるとともに、得られた成形品の意匠面に継ぎ目線を生じることなく、異なる幅寸法の成形品を製造することのできる成型用金型が望まれている。
【解決手段】成型用金型1は、型閉めすることで合成樹脂成形用のキャビティCを形成可能な内面をそれぞれ有する第1型体2および第2型体3と、キャビティC内で第1型体2に着脱可能に取り付けられる第1型用入子6と、キャビティC内で第2型体に着脱可能に取り付けられる第2型用入子とを有して成る成型用金型において、第1型体2は、成形品Pの意匠面PAを成形するための意匠面用キャビティ面CAが製品最大幅寸法Lxで面一に形成され、第2型体3は、成形品Pの意匠面PAと反対側の裏面PBを成形するための裏面用キャビティ面CBが製品最小幅寸法Lmで形成されている。
(もっと読む)
強化フルオロエラストマーブラダを用いた折り畳み式マンドレル
【課題】繰り返しの使用に対して優れた寸法安定性を発揮し、マンドレルを使用してパーツの積層を可能にするために必要な強度及び剛性を有する、折り畳み式マンドレルを提供する。
【解決手段】折り畳み式マンドレル30は空気注入式ブラダ35であり、ブラダ35が折り畳み式の側壁32を有し、ブラダ35はフルオロエラストマーゴムの内側層と外側層を有し、前記内側層と前記外側層との間に各側壁32で途切れている強化材を有する。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】樹脂の量の少ない樹脂封止厚みの薄い場合でも樹脂封止不良を回避し、更に樹脂封止のための時間を短縮可能とする。
【解決手段】基板102上に搭載された半導体チップ104を樹脂106と共に金型114のキャビティに配置させて、金型114の減圧・加熱を行い半導体チップ104に圧縮圧力を加え樹脂封止する樹脂封止装置100において、最低速切換位置Y5から加速位置Y6への駆動速度V5を、金型114の型締めにおいて最も遅くし、ファーストタッチ位置Y3から低速切換位置Y4への駆動速度V3、低速切換位置Y4から最低速切換位置Y5への駆動速度V4、及び加速位置Y6から保圧位置Y7への駆動速度V6を、最低速切換位置Y5から加速位置Y6への駆動速度V5よりも速くしている。
(もっと読む)
41 - 50 / 268
[ Back to top ]