
国際特許分類[B29C45/40]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形品の取り出しまたは突き出し (799)
国際特許分類[B29C45/40]の下位に属する分類
型外から型部品間へ移動する手段を用いるもの (149)
加圧流体を用いるもの (54)
アンダーカット成形品のためのもの (222)
国際特許分類[B29C45/40]に分類される特許
31 - 40 / 374
操作ノブの製造方法
【課題】ウエルドラインがなく、機械的強度も均一な有底円筒形状の操作ノブを射出成形により合理的に製造する。
【解決手段】操作ノブの外周面と前端面を成形する凹部11a,11bが形成されたキャビティ側金型1と、筒状形態をなし、ランナー15a,15bと制限ゲート16a,16bが形成されているコア金型3a,3bと、板状形態をなし、コア金型3a,3bの前端区間を貫通させてそれを内嵌・緊合させる円孔2a,2bが形成されたストリッパプレート2とを用い、型締めしてキャビティ12a,12bへプラスチックの加熱溶融材料を注入し、冷却・固化した後、キャビティ側金型1からストリッパプレート2とコア金型3a,3bを離隔させて型開きし、ストリッパプレート2の円孔2a,2bからコア金型3a,3bを引き抜いて、コア金型3a,3bから製品(12a),(12b)を取り外す。
(もっと読む)
硬質液状樹脂成形用金型及び硬質液状樹脂成形方法

【課題】硬質液状樹脂は非常に低粘度であるため、製品取出しのために設置するエジェクタピンと穴とのクリアランスに樹脂が入り込み、詰まりによる突き出し動作不良が発生し、量産成形が困難な状況となるため、樹脂の流れ込みを防止でき、突き出し時のクリアランスも確保できる金型の突き出し部構造が必要である。
【解決手段】本発明は、硬質液状樹脂を成形する金型において、エジェクタピンに電磁コイルを巻き、電磁誘導加熱によりエジェクタピンに温度変化を与えて、樹脂充填時と突き出し動作時のエジェクタピンと穴とのクリアランスを制御し、良好に連続成形を可能とする金型の突き出し部構造に関するものである。
(もっと読む)
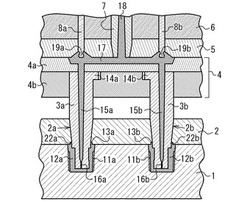
下部に折返しのある縁部を有する射出成形されたプラスチック製の容器又は密封装置及びそれらの射出成形方法
【課題】唇や手に触れたとき人が滑らかさを感じることの可能な縁部を有するプラスチック製容器を得る。
【解決手段】射出成形されたプラスチック製の容器又は密封装置は底部壁から縁部壁(16)に伸張する側壁(12)を有し、前記縁部壁の一部分の上方部(18)は外向きと内向きの両方の方向成分を有し伸張している。前記縁部壁の所定部分の下方部(20)は下向きと内向きの両方の方向成分を有し伸張している。前記下方部のある所定レベル(22)にて前記所定部分は内側面(24)と外側面(26)を有しており、その各々は下向きと内向きの方向成分を有し伸張している。前記所定レベルにて、前記下方部の内側面と外側面は、一つの金型部分の異なる金型構成部品によりそれぞれ形成されている。金型部分から前記容器又は密封装置を離脱する際、前記所定部分の所定レベルにて前記下方部の内側面と外側面は、離間された一方の金型部分から同時的に離脱される。
(もっと読む)
射出成形機およびその成形方法
【課題】
第1の金型が取付け可能な第1の盤と第2の金型が取付け可能な第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転され中間金型が取付け可能な回転盤が設けられた射出成形機およびその成形方法に関し、特には第1の盤または第2の盤の少なくとも一方に突出装置が設けられたものにおいて、一般的な成形品の成形することも可能とする。
【解決手段】 第1の金型21が取付け可能な第1の盤22と第2の金型23が取付け可能な第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転され中間金型20,20が取付け可能な回転盤18が設けられた射出成形機11において、前記第1の盤22または第2の盤24の少なくとも一方には突出装置30,31が設けられるとともに、前記回転盤18には突出装置30,31によって作動されるロッド51が挿通される孔52を設ける。
(もっと読む)
成形品の離型装置及び離型方法
【課題】成形品を金型から離型する際に成形品の変形を抑えるのに効果的で構造が簡単な成形品離型装置及び成形品の離型方法の提供。
【解決手段】固定盤10に直接又は固定型取付ベース部11を介して固定した固定型30と、可動盤20に直接又は可動型取付ベース部21を介して固定した可動型31とを対向して備え、固定型は成形品を支持する固定型エジェクタピン17と可動型方向に突出する固定型側型押ピン16を有し、可動型は成形品を支持する可動型エジェクタピン27と固定型方向に突出する可動型側型押ピン26を有し、可動盤は前進・後退制御されたメインロッド2に対して当接及び所定距離離間自在に連結。
(もっと読む)
樹脂成形体の製造方法および製造システム、樹脂成形体、圧力容器
【課題】高いガスバリア性を有する樹脂成形体を簡便に製造する。
【解決手段】凹型と凸型とを有する金型に形成されたキャビティ内に成形材料を射出する射出工程S102と、金型を冷却し、成形材料が固化した成形中間体を形成する金型冷却工程S104と、金型を型開きし、成形中間体と密着する凸型を凹型から脱離させる型開工程S106と、凸型と成形中間体との間の気密性を維持しつつ、成形中間体の少なくとも一部を凸型から離型させる離型工程S108と、離型させた成形中間体と凸型との間に、凸型の温度よりも高い温度を有する温風を送気して、成形中間体を加熱する温風送気工程S110と、加熱された成形中間体を凸型とともに徐冷する徐冷工程S112と、を含む。
(もっと読む)
成形型
【課題】サブマリンゲート部の固化樹脂の無理抜き時におけるランナー部の固化樹脂の折損を防止することのできる成形型を提供する。
【解決手段】成形型10は、固定型12と可動型14との型締めにより形成されたキャビティ部16に、溶融樹脂をスプルー部18、ランナー部20、及び、サブマリンゲート部22を通じて充填し、その溶融樹脂の固化後に、固定型12と可動型14とを型開きし、スプルー部18の固化樹脂を押出しピン26で押し出すことによりランナー部20の固化樹脂を介してサブマリンゲート部22の固化樹脂を無理抜きする。サブマリンゲート部22の固化樹脂の無理抜き時に、スプルー部18、ランナー部20及びサブマリンゲート部22の固化樹脂からなる非製品部24に回転力を生じるように、スプルー部18、ランナー部20及びサブマリンゲート部22を形成する。
(もっと読む)
複合成形品用射出成形機およびその成形方法
【課題】 第1の盤と第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転される中間金型が設けられた複合成形品用射出成形機において、工場レイアウト上有利な構造とするとともに型締装置の全長を短くするか、または中間金型または回転盤の構造を簡単にする。
【解決手段】 第1の金型21が取付けられる第1の盤22と第2の金型23が取付けられる第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転される中間金型20,20が前記第1の金型21および第2の金型23と対応して設けられた複合成形品用射出成形機11の型締装置12において、前記第1の盤22または前記第2の盤24の少なくとも一方の盤22,24の中央には型開閉方向に沿って設けられた射出装置13,14のノズルが挿入される凹部32,38が形成され、前記凹部32,38内または前記凹部32,38の近傍には突出装置30,31が配設される。
(もっと読む)
エジェクタ装置
【課題】コンパクトで耐久性が高く2枚のエジェクタプレートを独立して駆動可能なエジェクタ装置を提供する。
【解決手段】
エジェクタ装置(1)を支持プレート(7)、第1、2のエジェクタプレート(8、9)等から構成する。支持プレート(7)に複数本のガイドロッド(11、11、…)を固定し、ガイド穴(12、13、…)が明けられた第1、2のエジェクタプレート(8、9)がスライドできるようにする。第1のエジェクタプレート(8)は第1、2のボールネジ機構(16、17)によって、第2のエジェクタプレート(9)は第3、4のボールネジ機構(18、19)によってそれぞれ駆動する。第1、2のボールネジ機構(16、17)と第3、4のボールネジ機構(18、19)は、軸方向から見てたすき掛け状に配置する。
(もっと読む)
金型装置
【課題】エジェクタピンの曲げを抑制することができる技術を提供する。
【解決手段】金型装置10に、エジェクタピン21と、このエジェクタピン21を支持するエジェクタ板17とが備えられている。エジェクタピン21は、ピン部25と、このピン部の基部に一体的に備えられているディスク部26とからなる。エジェクタ板17は、ディスク部26を収納する凹部及びピン部25が貫通する貫通穴32を有する第2の支持板28を備えている。貫通穴32は長穴32Aであり、キャビティの温度が高いときの位置と低いときの位置とが変動しない位置を板上中立点43とするとき、この板上中立点43を中心として膨張する方向に長穴32Aの長軸41、41が延びている。
(もっと読む)
31 - 40 / 374
[ Back to top ]