
国際特許分類[B29C45/40]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形品の取り出しまたは突き出し (799)
国際特許分類[B29C45/40]の下位に属する分類
型外から型部品間へ移動する手段を用いるもの (149)
加圧流体を用いるもの (54)
アンダーカット成形品のためのもの (222)
国際特許分類[B29C45/40]に分類される特許
51 - 60 / 374
半導体製造装置、及び半導体装置の製造方法
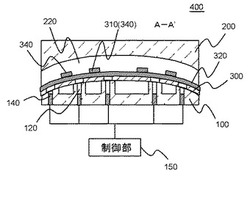
【課題】リードフレームからランナー樹脂を分離することを容易にすることができる。
【解決手段】第1押さえ部材100は、ランナー樹脂320が一面側に凸状に湾曲する形状にリードフレーム300を保持している。第2押さえ部材200のうち第1押さえ部材100と対向する面は、凸状に湾曲したリードフレーム300に沿う形状を有している。制御部150は、ランナー樹脂320と重なる位置に設けられた貫通穴120を通して可動な複数のピン140を、両端部から中心部に向けて順次ランナー樹脂320を押し上げる方向に突出させる。
(もっと読む)
保持治具の製造方法

【課題】大多数の小型部品を保持できるにもかかわらず補強部材の平坦性を維持した保持治具の製造方法を提供すること。
【解決手段】支持孔7が形成された補強部材2と、自身に挿入された小型部品を弾発的に保持する保持孔9が形成された弾性部材3とを備え、前記保持孔9が前記支持孔7の内部を通るように前記補強部材2が前記弾性部材3に埋設されて成る保持治具1を成形金型30で製造する製造方法であって、前記成形金型30に形成された陥没部35によって前記弾性部材3よりも肉厚に形成された肉厚部を押進部材41で押進しつつ前記補強部材2と弾性材料との一体成形体を前記成形金型30から離型し、次いで、一体成形体の前記肉厚部を除去することを特徴とする保持治具1の製造方法。
(もっと読む)
金型装置
【課題】製品の形状(キャビティの形状)を変更する場合にも、製品の形状の変更に応じて可動フレームプレート及びピンプレートを新規に作製する必要がなく、短納期及び低コストを実現できる金型装置を提供する。
【解決手段】キャビプレート3及び固定フレームプレート4を有する固定側金型1と、コアプレート7及び可動フレームプレート8を有する可動側金型2と、可動フレームプレート8に設けられた開口部13を介してコアプレート7に着脱可能に取付けられた突き出しピン保持部材12と、突き出しピン保持部材12により保持されコアプレート7に設けられた貫通孔を介してコアプレート7及びキャビプレート3により形成されるキャビティに先端部を臨ませキャビティ内に進退可能となされた突き出しピン11とを備えた。
(もっと読む)
組付け合成樹脂製品の製造方法及び組付け合成樹脂半製品
【課題】可動部材と可動部材を支える固定部材とが予め組付けられた状態で成形して、可動部の精密な可動を確保するとともに量産に適応することができるようにする。可動部材の可動形態に特徴をもたせて有用性を高め商品価値を高めるようにする。
【解決手段】可動部材1の可動支持部12と可動部材1を支える固定部材2の可動受部22とを組付ける製品を合成樹脂材で成形する製造方法において、可動部材1の可動支持部12側と固定部材2の可動受部22側との間に係合離脱が可能な凹凸構造13b,23bを設ける。可動部材1の可動支持部12と固定部材2の可動受部22との可動面13a,23aとを避けたうえで可動部材1と固定部材2とが相互に接近する部位を接続部分として金型4の内部で一体成形し、金型4の離型の際に可動部材1と固定部材2との接続部分3を破断する。
(もっと読む)
光学素子及び樹脂成形用金型並びに光学素子製造方法
【課題】2つの光学機能面の芯ズレが抑えられ、2つの光学機能面間の厚みを精度良く形成できる樹脂成形用金型を得ること及び、2つの光学機能面の芯ズレが抑えられ、2つの光学機能面間の厚みが正確で、高いNA値でも安定した性能を有した光ピックアップ装置用の光学素子を得ること。
【解決手段】光学機能部1aとフランジ部1fを有し、光学機能部は、互いに向かい合う第1の光学機能面1bと第2の光学機能面1aとを有し、第1の光学機能面のほうが第2の光学機能面よりも曲率が小さく、フランジ部の第2の光学機能面側の面に、鏡枠へ装着する際に取り付け基準面となる面と、光軸から離れるに従って高さが低くなる少なくとも2段の段差が設けられている光学素子とする。
(もっと読む)
射出成形用金型装置及び射出成形方法
【目的】 射出成形品の難離型部の離型の際に、難離型部の周辺部分に外観不良が生じ難い射出成形用金型装置及び成形方法を提供する。
【構成】 金型装置は、貫通孔113b及びその周縁部に設けられた筒状部11の外壁部の外側部分に対応した外側凹部115bを有する可動側型板110bと、可動側型板110bに組み合わせされ、該可動側型板110bとの間に貫通孔113bが連通するキャビティCを区画する固定側型板110aと、貫通孔113bに移動自在に挿入され且つ先端部に筒状部11の外壁部の内側部分に対応した内側凹部131bを有する可動入れ子130bと、外側凹部115b及び内側凹部131bの組み合わせ状態で可動入れ子を位置決め固定する型締め装置400と、前記位置決め固定が解除されると、可動入れ子130bを前記内側部分から離すコイルスプリング140bとを備えている。
(もっと読む)
ロッド状部材の保持機構
【課題】ロッド状部材の交換作業が容易となるように、ロッド状部材を着脱可能に保持することができるロッド状部材の保持機構を提供する。
【解決手段】ロッド状部材10に取り付けられる保持ブロック11に係止突部12を形成し、この係止突部12が係止される係止段部242と、係止突部12が挿通可能な切り欠き部243とが周縁に沿って隣接して形成された挿通孔241を天面に穿設したハウジング部24、及びベース部21に凹陥状に設けられた収容部22に前記係止段部側へ付勢された状態で収容され、ハウジング部24内に挿通された係止突部12に対して押圧可能に当接する当接部材23とを有する保持部本体20を備える。
(もっと読む)
射出成形機のエジェクタ制御装置
【課題】成形品を排出するエジェクタ装置に関し、型閉じ工程において、最適なエジェクタ後退端位置を検出し、検出位置を射出成形機のエジェクタ装置の制御装置を提供する。
【解決手段】エジェクタのトルク制限値Tlimitを通常のトルク値Tstdに設定し、型閉じを開始し、現在の可動プラテン位置を取得しCPとする(SA100〜SA102)。CPがエジェクタのトルク値を切り換える可動プラテン位置を表すPosPlaten以上である場合には、エジェクタのトルク制限値Tlimitに金型が破損しない低トルク値Tlowを入力し、以上でない場合にはステップSA102に戻る(SA103〜SA105)。CPが型閉じ終了時の可動プラテン位置CPend以上である場合には、検出したエジェクタ位置をエジェクタ後退端位置とし、トルク制限値Tlimitを通常のトルク値Tstdにし、処理を終了する(SA106〜SA108)。
(もっと読む)
射出成形方法
【課題】射出成形品が型開き方向と略平行な垂直壁を有するものであっても、固定金型と可動金型とを型開きする際に、この型開きを容易にすると共に前記成形品の垂直壁表面を傷付けないようにし、更には成形品の型内塗装が容易に行えるようにすること。
【解決手段】可動金型部26の熱膨張を見込んで固定金型部6と可動金型部26との間に予め形成された隙間36を前記可動金型部26を加熱することにより熱膨張させて前記隙間36を無くし、この隙間36を無くした状態で溶融した合成樹脂をキャビティS内に注入充填し、その後、前記可動金型部26を冷却して熱収縮させると共に合成樹脂も熱収縮させて、合成樹脂成形品Jの外表面と固定金型部6との間に空間Gを形成する。
(もっと読む)
成形物品移送機構
使用時に射出成形用金型100、200に関連する成形物品移送機構150、250が本明細書において記載される。成形物品移送機構150、250は、移送構造部151、251であって、第1の成形物品102Aを前記射出成形用金型100の第1の金型スタック106A、206Aから受け入れるように構成されている第1の開口154Aを特に画定している、移送構造部151、251を含む。移送構造部151、251は、前記第1の成形物品102Aが通過可能な第1の分岐チャネル156A及び第1の主幹チャネル158Aも画定している。前記第1の分岐チャネル156Aは、使用時に前記第1の成形物品102Aを前記第1の主幹チャネル158Aに通すように、前記第1の開口154Aを前記第1の主幹チャネル158Aに接続し、その後、前記第1の成形物品102Aは、前記第1の主幹チャネル158Aをその出口164Aに向かって通過する。  (もっと読む)
(もっと読む)
51 - 60 / 374
[ Back to top ]